三辊连轧管机架轧辊孔型的在线测量与校正
2020-12-22王善宝陈志刚赵春生解德刚
王善宝,吴 红,陈志刚,赵春生,张 浩,袁 琴,赵 波,解德刚
(1. 鞍钢集团钢铁研究院,辽宁 鞍山 114009;2. 鞍钢股份有限公司无缝钢管厂,辽宁 鞍山 114021;3. 西马克工程(中国)有限公司,上海 201108)
与二辊连轧工艺相比,三辊连轧工艺因其孔型辊速差更小、孔型封闭性更好等特点,相对轧制变形过程更加均匀稳定,对应生产的产品壁厚精度更高[1-4]。影响最终在线轧制孔型的因素较多,包括连轧牌坊中心线的精度、机架孔型车削精度、装配精度、壳体自身刚性和磨损变形情况等,是一个复杂的、多因素的影响过程。陈勇等[5]介绍了连轧牌坊中心线的光学对中方法和机架离线装配采用孔型站校验的方法,徐福昌等[6]介绍了一种PQF 连轧管机轧制中心线的激光检测和校正方法。上述措施均为通过间接手段测量和保证轧管机机架在线孔型精度,而实际机架上线后真实孔型情况的测量和反馈尚无直接测量手段。鞍钢股份有限公司2019 年与德国SMS Meer 公司合作,引进了在线摄像机孔型测量分析系统CaliView,用以分析连轧轧制机架在线的实际孔型精度和替代原有光学牌坊中心线测量方法,提高孔型控制精度,提高对中作业效率[7-11]。
1 在线摄像机孔型测量分析系统
1.1 测量原理
CaliView 是由孔型摄像机、牌坊参考点、标准机架、背光源、便携控制和数值诊断系统组成。测量时,先将背光源放置于轧管机出口侧,孔型摄像机放置于牌坊入口侧(一般放置于齿条滑轨上),调整孔型摄像机位置,与牌坊上第1 机架和第5 机架上的参考点圆环同心。将标准机架依次推入各机架牌坊内,即可测得各机架牌坊中心较轧制中心线的偏移,根据所测结果进行牌坊滑轨和定位块的调整,使得孔型中心与轧制中心一致,即可完成轧制中心线的测量和校正。轧管机机架孔型中心与此类似,将实际轧制机架依次推入牌坊内并压到平衡位,即可用摄像机测得实际孔型数据和较轧制中心线的偏差值,给后续调整提供依据。
1.2 测量方法
1.2.1 参考点的建立
PQF 原有轧管机牌坊的基准分别在牌坊的入口和出口,安装和拆卸对中支架耗时较长,为此为了方便测量,必须在牌坊内部建立准确的、方便拆卸的参考点,参考点安装过程如图1 所示。
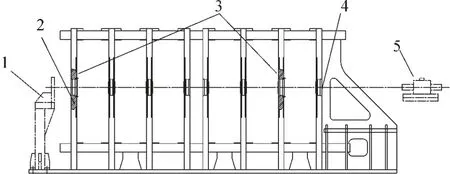
图1 参考点安装过程
参考点的安装过程如下:
(1) 安装确定牌坊中心基准。首先将两个标准对中支架分别安装在原有轧管机牌坊出入口的基准座上,两个支架中心形成一条直线,即为轧管机牌坊的中心线。
(2) 安装背光板和摄像机。在轧管机入口侧安装摄像机,调整摄像机位置,使其测量中心与牌坊中心线一致。在牌坊出口侧安装背光板,作为后续测量投影的光源来源。
(3) 安装参考点支架。图1 所示,在牌坊第1机架入口和第5 机架出口分别安装1 个参考点支架,用于悬挂可拆卸的参考点圆环。通过调整参考点支架位置,使参考圆环中心尽量与牌坊中心线处于同一条直线上,并将支架焊接固定于牌坊上。由于安装误差的存在,参考圆环中心不可能完全与牌坊中心线重合,因此通过摄像机测量其实际位置及相较轧制中心线的位置偏差值并输入电脑,后续使用时系统会自动将偏差值带入计算,此时参考点即可作为轧制中心线基准使用。
1.2.2 轧制中心线及孔型的测量校正
CaliView 的测量原理是三点成圆原理,即测量孔型底部三点,计算出实际圆心坐标,摄像机孔型中心点确定原理如图2 所示。实际生产中由于牌坊内已经安装了参考点支架,每次进行对中时就不必再在轧管机牌坊的出、入口安装原有的对中支架作为基准,而是直接用摄像机以参考点为基准即可。

图2 摄像机孔型中心点确定原理示意
(1) 轧制中心线的测量校正。当进行牌坊对中,将标准机架逐一推入各机架牌坊内,进行锁紧,摄像机通过测量标准机架上的标准圆孔并计算,给出实际测量值和距中心的偏差值,轧制中心线的实际测量值与理论偏差值如图3 所示。生产人员根据测量数值调整牌坊定位块和滑轨,使其与轧制中心线尽可能一致,偏差值控制在0.15 mm 以内,即完成牌坊对中。
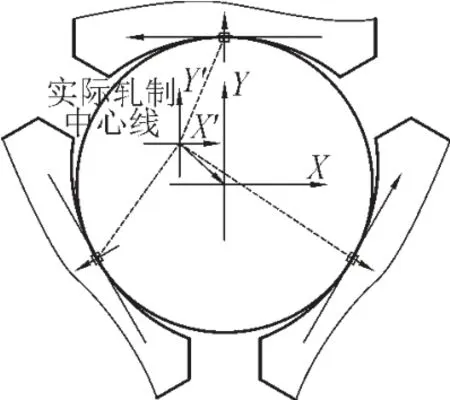
图3 轧制中心线的实际测量值与理论偏差值示意
(2) 孔型的测量校正。CaliView 还可对实际生产机架进行孔型测量和校正,方法与轧制中心线测量校正类似,将实际生产机架推入牌坊内并锁紧,摄像机测量轧辊孔型中槽底部分的一小段弧线,此弧线标准值是按照各架次孔型的理论值预先输入到电脑里,摄像机测量后测量软件系统计算得出实际孔型中心和孔型直径以及较理论的偏差值,实际孔型测量值及与理论中心偏差值见表1,给生产人员提供调整依据。

表1 实际孔型测量值及与理论中心偏差值mm
2 分析讨论
CaliView 较以往其他轧制中心线测量方法有如下优点:
(1) 以往的孔型精度保证方法是分散的,机架的精度靠工具装配车间保证,牌坊精度靠对中测量保证,两者实际作用在一起并没有检测手段和方法,而CaliView 则可以实现轧制机架在线的孔型测量,显示直观,数据精度可达到0.01 mm,对分析和调整有指导意义。
(2) 测量方便快捷。由于摄像机具有广角的特性,其可观测区域变大,且其观测的是圆环或孔型投影,不必像光学对中那样去校正实心靶心,而且在用参考点和摄像机确立中心时的容差率增大,对摄像机的位置、光源的位置要求都不太严格,节省了标定时间。摄像机理论位置和实际可放置位置如图4 所示。

图4 摄像机理论位置和实际可放置位置示意
(3) 孔型数值为孔型调整提供参考。CaliView根据实测数值能够计算分析出孔型的偏差,步进显示三辊连轧管机自身孔型偏差值,显示其相对轧制中心的偏移值。生产人员据此可进行优化调整,提高孔型精度。
(4) 可对精度劣化提出预警。由于CaliView测量方便快捷,可利用换辊和日常检修时间对轧管机机架和牌坊进行测量校对,同时能够在较短的周期内发现出现异常值的机架架次和轧管机牌坊,远远低于大修周期,有利于机架和牌坊精度的及时修复和维护。
由于连轧轧辊使用周期短,更换频繁,鞍钢股份有限公司无缝钢管厂(简称鞍钢无缝)目前对连轧管机架的线下装配和孔型校验主要依靠孔型站,CaliView 系统虽然在对中测量速度上较传统对中方法有较大提高,但仍不能满足实际作业效率要求,因此鞍钢无缝主要将其作为连轧轧制中心线的测量和校正手段,不能代替孔型站作用。
3 结 语
在线摄像机孔型测量分析系统CaliView 实现了机架孔型精度的在线测量和调整,是在线孔型精度检测的一大进步,精度高(精度为0.01 mm),测量方法快捷,数据可直接分析显示,可作为新型连轧孔型中心线测量校正的手段,提高了轧制中心线检验校正的频次和精度,目前鞍钢无缝已经引进这一技术,为下一步提高产品尺寸精度提供了基础。
