高强度自锁螺母工艺攻关
2020-12-21宋碧秋杨鹏周辉王熔
宋碧秋 杨鹏 周辉 王熔
(中航动力株洲航空零部件制造有限公司,湖南 株洲 412002)
一、概述
目前公司已生产的自锁螺母材料主要以合金钢和不锈钢为主,自锁变形多为两点收口形式,执行的标准是1983年版的航标,试验项目仅有5项。目前航空发动机用自锁螺母多以高温合金材料为主,自锁变形有两点、三点、四点、开直槽等收口形式,执行的标准有HB、GJB、以及各专用技术条件,标准所要求的试验项目增加。高温合金类材料自锁螺母我公司目前仅加工过材料GH2132的自锁螺母。因此,公司要进一步研究并熟悉高强度自锁螺母标准,开展制造工艺、试验工装的研究制造,并确定了零件材料为GH738的高强度自锁螺母作为首批试制产品。
二、工艺分析
(一)设计图热处理要求
零件材料均为GH738,热处理要求固溶、时效HRC32-42。
(二)零件加工特点
需满足《使用温度高于450℃的自锁螺母通用规范》技术条件,按规范要求需进行微观组织、表面不连续性、80%轴向载荷、100%轴向载荷、扳拧性能、室温下15次锁紧力矩、五次加温加载后空冷到室温检查锁紧力矩、永久变形、振动试验共9项试验,该两个零件收口采用两点收口及三点收口两种方式。
三、加工难点和解决措施
(一)产品加工难点
零件均采用镦制毛坯,零件十二角型面毛坯镦制成型,从零件图可以看出,零件外形结构加工工艺不存在加工难点,按技术条件要求,零件自锁力矩要求最大为5.3N.m。加工难点主要体现在目前我公司无加工GH738自锁螺母加工经验,且HB、GJB技术标准对英制螺纹收口尺寸无可参考、借鉴资料查询,为满足零件自锁性能要求,零件收口尺寸需摸索、验证,同时我公司从未加工过在十二角型面进行三点收口的零件,对收口夹具结构需进行分析、验证。以往试验用工装能否满足试验要求需摸索、验证。因此摸索决GH738材料零件收口量及收口方式、设计合理的试验工装是确保产品试制成功的关键。
经工艺分析、研究,制定了如下工艺方案并通过了工艺评审:
毛坯—固溶—车工(加工螺纹底孔及端面)—攻螺纹—车工(去端面余量)—车工(定长)—钳工—检验—压扁收口—检验—时效—荧光检验—微观组织检查—镀银—检验—80%轴向载荷——100%轴向载荷——扳拧性能——室温下15次锁紧力矩——五次加温加载后空冷到室温检查锁紧力矩—永久变形—振动试验—检验——组合——检验
(二)产品试制工艺实施过程及解决措施
1.收口尺寸确定
结合以往加工经验,前期025产品试制对收口尺寸进行了工艺数据摸索,从表1可见,进行了两组数据摸索,一组按设计图收口要求收口前外圆尺寸为φ7.18,一组按φ7.55加工,随着零件壁厚的增加、收口量适度降低的情况下,零件的性能更好,经咨询设计,设计提出收口部位尺寸φ7.18工艺可作为参考尺寸进行,但零件加工需满足性能要求及不影响扳拧使用,因此确定了零件收口部位工艺要求:收口前尺寸为φ7.55,收口尺寸为φ7,并按自锁螺母通用规范和自锁螺母试验规范要求进行了自锁性能验证,各项性能试验满足设计图样要求。
029根据试验结果也确定了零件收口尺寸,并按自锁螺母通用规范和自锁螺母试验规范要求进行了自锁性能验证,各项性能试验满足设计图样要求,但因零件收口位置为毛坯表面,零件收口尺寸与以往加工的产品收口尺寸公差要求有所不同,此次零件毛坯为同一模具加工,十二角收口处尺寸变化不大,零件收口部位工艺要求:收口前尺寸为7.07min,收口尺寸为φ7,在后续加工中还需根据不同毛坯尺寸确定收口量,不断积累数据,确保零件性能满足设计要求。
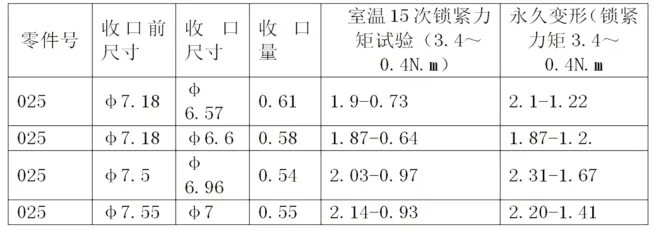
表1 025收口、性能试验数据
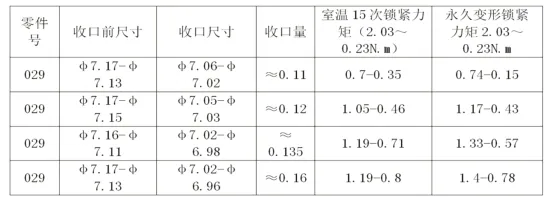
表2 029收口、性能试验数据
2.收口夹具设计及验证。
自锁螺母两点收口方法为我公司成熟工艺,025零件收口不存在技术难点,完全能满足加工要求。但029自锁螺母需在十二角头毛坯面径向收口则为我公司首次加工,无可借鉴的产品,通过工艺研究,确定了零件装夹定位方法及收口夹具形式,采用零件十二角型面定位,在液压机床上夹具通过锥套、滑块将轴向力转换为径向力实现零件径向三定收口,经验证能满足零件收口加工需求。
3.组合工艺的确定
805带垫圈的自锁螺母组件由025(十二角自锁螺母)及016(垫圈)组成。
零件组合采用锥面配合,以保证垫圈与自锁螺母组合后连接可靠,垫圈采用冲压加工成型,10°(见图示箭头处)单件锥面不加工,在组件中收口的工艺,但垫圈加工工艺与设计要求存在尺寸10°单件保证要求不一致,需与设计协调完善。经自制组合加工,加工的零件满足设计要求。
4.扭力试验工装的设计
自锁螺母试验工序按自锁螺母试验规范要求,对试验用工装进行了完善,并结合试验规范,在进行轴向载荷试验、室温下15次循环锁紧性能试验、永久变形试验、振动试验时均要求试验用心棒强度等于被试螺母强度等级的要求,对试验用螺纹心棒的材料、硬度及螺纹尺寸进行了明确。试验工装见下图所示,所设计的试验工装满足了试验要求。
5.五次加温加载后空冷到室温检查锁紧力矩试验试验参数的计算
五次加温加载后空冷到室温检查锁紧力矩试验按试验规范要求试验螺母旋入试验螺栓2倍螺距并满足最大锁紧力矩值,拧紧螺母使试验螺栓伸长△L以施加最大工作载荷,△L值要求精确到±0.001mm。△L=σ/E(M+3H/4+Ld32/d2-L)
式中:σ-螺栓的轴向强度,MPa;
M-衬套长度
E-螺栓的弹性模量,MPa
L-螺栓光杆的长度(不包括不完全螺纹),mm
H-被试螺母的总高度,mm
d3-螺栓螺纹小径最大值,mm
d-被试螺栓杆的实际直径(在L范围内测量),mm
组合件加载后,在室温下保持1h,再测量伸长量,必要时,重新调整伸长量,以保证要求的预载荷。加热组合件到产品标准规定的温度并保温到规定时间,取出组合件,缓慢空冷到室温,然后清刷螺栓伸出部分螺纹。拧出半圈,卸除轴向载荷,停顿一下之后,自锁螺母锁紧装置与螺栓仍处于全旋合状态的情况下,测量螺栓相对于螺母开始松动的最小锁紧力矩,应符合标准的规定。这种通过拉伸试验螺栓伸长△L以施加最大工作载荷的方法与以往加工的HB5642标准直接规定施加载荷量不同,需工艺根据实际工装尺寸精确计算。
四、结论
通过合理的安排工艺路线及完善工艺装备,同时与各位专家、操作者的共同努力、按现行工艺规程加工能满足产品加工需求,所加工的产品满足设计图样要求,各项性能试验符合技术条件要求。同时填补了我公司加工高强度(GH738)材料自锁螺母及十二角型面自锁螺母三点收口的空白,为后续该类型零件加工积累了加工经验。