泡沫压裂液返排液处理再利用研究与应用
2020-12-17王浩任
王浩任
四机赛瓦石油钻采设备有限公司,湖北荆州 434023
随着我国对油气资源的需求日渐增多,低渗透油气田因其含油气多、分布区域广、油气藏类型丰富等特点受到越来越多石油工作者的关注。压裂技术是提高低渗油气田产能的主要方法,泡沫压裂液与常规水基压裂液相比具有滤失低、残渣含量低、对地层伤害小等优势,因而更适用于低渗透油层。对压裂液完成作业后产生的返排液进行处理一直是国内外学者的研究重点,当前普遍采用的处理返排废液的方法是将现场产生的返排液经简单过滤后直接排放或集中拉运至水处理厂进行处理,这样不仅增加了施工成本,同时对环境也会造成不可弥补的破坏。泡沫压裂液返排液再利用技术就是清除返排液中的机械杂质、各种有机物,并向处理后的返排液中添加部分处理剂,配合回收的气体配制成可重复利用的泡沫压裂液继续使用。这样不但减少了环境污染,同时降低了作业成本,从而有效地解决了泡沫压裂液返排液的处理问题[1-3]。
1 实验部分
1.1 仪器及原料
JPC-1岩心流动实验装置,湖北创联石油科技有限公司;CJDX-1泡沫压裂液返排液处理系统,自制;SD4中压失水仪,青岛海通达仪器公司;RSI流变仪,德国哈克公司;GJS-B12K高速搅拌器,青岛恒泰达机电设备有限公司;TD2002电子天平,上海仪器分析公司;HEFIL精密过滤器,上海禾益净化设备制造有限公司;Microtrac S3500激光粒度分析仪,美国麦奇克有限公司。
氮气,荆州氮气制备公司;明矾、过硫酸铵,上海化学试剂有限公司;TOF发泡剂,湖北浩任石油科技有限公司;羟丙基瓜胶、XCJSJ-3黏土稳定剂,湖北汉科新技术股份有限公司。
1.2 实验方法
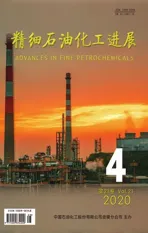
利用研制的CJDX-1泡沫压裂液返排液处理系统,对取自长庆油田现场的泡沫压裂液返排液体系进行处理。由于N2的压缩性,在施工完毕时,压力降低,气体膨胀的同时提供足够的能量将液体升高,返排液离开地层后首先进入三相分离器,气体进入变压吸附装置,经碳分子筛选择性吸附后,从装置产出的未经加工的混合气体可作为泡沫的内相[4];分离后的液体,经过硫酸铵做氧化破胶处理,去除油和悬浮物,再精密过滤得到清洁液体备用;分离后的固体残渣中因含有大量淤泥、油污等成分,需先进行加热处理以破坏有机物结构,再进行厌氧消化处理,被微生物分解成的二氧化碳等气体产物排放至大气中,剩余固体残渣收集后可用作建筑材料的辅料。最后向得到的清洁液体中加入适量杀菌剂、起泡剂等处理剂,便可得到符合现场实际要求的泡沫压裂液体系。其处理流程如图1所示。
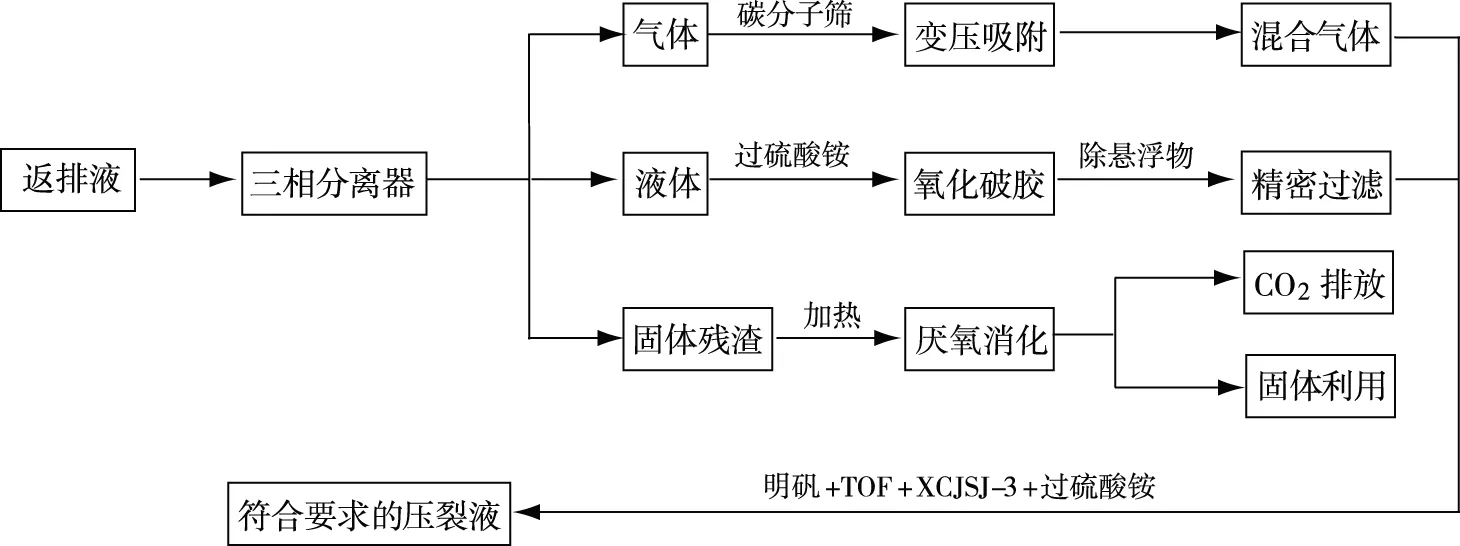
图1 CJDX-1系统处理流程
2 结果与讨论
2.1 N2泡沫压裂液返排液处理后的水质分析
取长庆油田现场用的N2泡沫水基压裂液体系、现场产生的压裂液返排液以及将返排液经上述流程处理后的出口水样进行水质分析,参照SY/T 5523—2000《油气田水质分析方法》测定返排液中的离子浓度,结果见表1。

表1 水样分析结果
由表1可以看出,经过上述步骤处理后,N2泡沫压裂液返排液处理后的水质和长庆油田现场配制压裂液清水的各项指标相当。Ca2+、Mg2+、Cl-等主要影响离子的浓度均在可控范围内,经CJDX-1系统处理配制的再利用泡沫压裂液其水质完全符合现场使用的要求。
2.2 N2泡沫压裂液返排液处理前后粒度分析
选用长庆油田现场产生的N2泡沫压裂液返排液,配制出再利用N2泡沫压裂液,其配方如下:返排液处理后的出口水+0.25%羟丙基瓜胶+0.5%杀菌剂+2%起泡剂TOF+2%稳定剂XCJSJ-3+0.25%过硫酸铵+N2。运用Microtrac S3500激光粒度仪对现场配制的N2泡沫压裂液、N2泡沫压裂液返排液以及经CJDX-1处理系统处理后配制的再利用N2泡沫压裂液的粒径进行分析,结果见图2~图4。
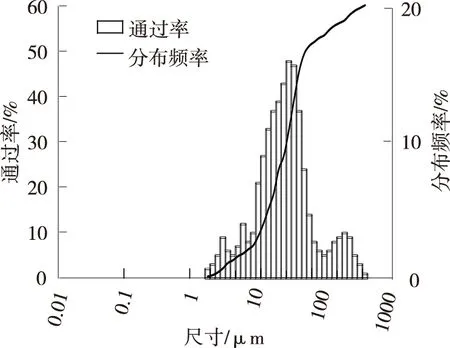
图2 现场配制N2泡沫压裂液颗粒粒径
图3 N2泡沫压裂液返排液颗粒粒径
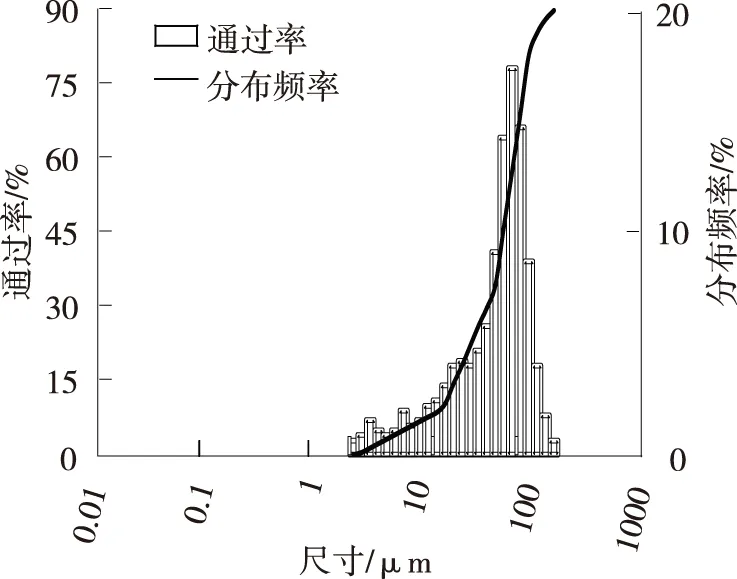
图4 再利用N2泡沫压裂液颗粒粒径
N2泡沫压裂液返排液的粒径较大,D50为95.56 μm,而N2泡沫压裂液原液的粒径D50为27.9 μm,利用CJDX-1处理系统配制的再利用N2泡沫压裂液颗粒粒径D50为35.25 μm。说明经过CJDX-1系统处理后,大的颗粒基本上得到去除,泡沫压裂液中悬浮物颗粒较少,效果比较理想。
2.3 再利用N2泡沫压裂液性能评价
2.3.1 稳定性
泡沫压裂液区别于常规压裂液最主要的特点是气体泡沫在压裂液体系中作为内相,液体作为外相。在实际生产过程中,泡沫压裂液体系的泡沫质量通常在52%~95%。因而气体泡沫质量和稳定性是考察泡沫压裂液性能的主要指标之一。选取长庆油田现场使用的N2泡沫压裂液和经再利用工艺处理配制的N2泡沫压裂液做稳泡试验,泡沫稳定性用半衰期来表征,即从泡沫液中析出一半液体所需要的时间,通过观测液面与泡沫总体高度的差值便可确定泡沫流体的半衰期。试验温度为25 ℃,压力为1 MPa,起泡剂加量为0.5%,试验结果如表2所示。
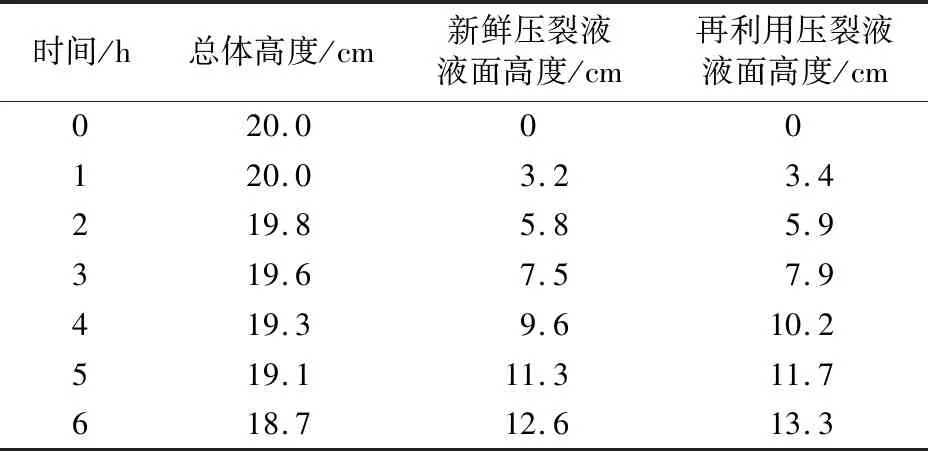
表2 稳泡试验结果
由表2可知,返排液经CJDX-1工艺处理后配置的泡沫压裂液其半衰期与新鲜泡沫压裂液相差无几,均在4 h左右,说明再利用工艺制备的泡沫压裂液的泡沫质量可以满足正常压裂使用要求。
2.3.2 综合性能
选用长庆油田现场产生的N2泡沫压裂液返排液,配制出再利用N2泡沫压裂液,其配方如下:返排液处理后的出口水+0.25%羟丙基瓜胶+0.5%杀菌剂+2%发泡剂TOF+2%稳定剂XCJSJ-3 +0.25%过硫酸铵+N2。对施工现场配制的N2泡沫压裂液和再利用N2泡沫压裂液的综合性能进行评价,各项指标如表3所示。
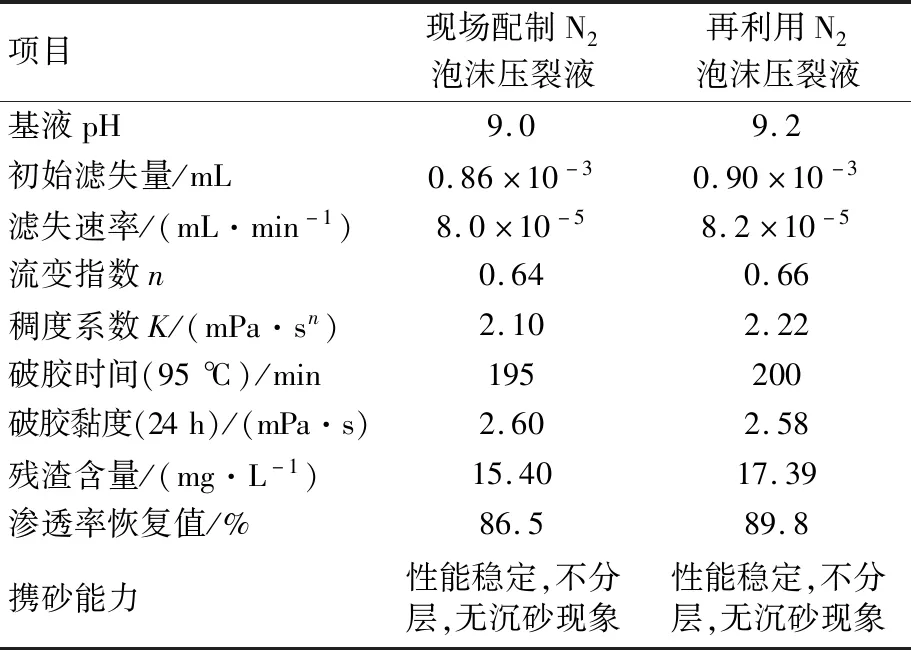
表3 再利用泡沫压裂液综合性能评价结果
从表3可以看出,用CJDX-1系统处理后的返排液配制的N2泡沫压裂液与用清水配制的N2泡沫压裂液的主要性质相比,各项技术指标都比较接近,且前者的储层保护效果还略好一些,说明用压裂液返排液处理后的出口水配制的泡沫压裂液效果比较理想。
2.4 压裂液返排液处理再利用现场应用
针对长庆油田使用泡沫压裂液进行压裂作业的区块,从2015年4月开始至2017年6月共对15口井开展了泡沫压裂液返排液处理再利用的现场试验。试验采用泡沫压裂的工艺方式,将施工过程中产生的泡沫压裂液返排液经再利用工艺处理后作为前置液,再连同气体及起泡剂一并注入井中。现场应用结果表明,用CJDX-1处理系统配制的泡沫压裂液具有流变性好、残渣低、油气层保护效果好、滤失量小等特点,成功率达到95%,减少水资源消耗的同时更好地保护了环境。同样地质条件下试验井比对比井平均多产原油15.65 t/d,提高了16.4%,说明泡沫压裂液返排液再利用技术具有良好的发展前景。
3 结论
泡沫压裂液返排液处理再利用工艺具有操作简便,实用性强,安全环保等优点。经CJDX-1工艺系统处理后配制成的再利用泡沫压裂液,其性能指标与现场用清水配制的泡沫水基压裂液相当,可节约大量的水资源,同时具有节能减排、保护环境、保护油气层的优点,有较好的应用前景。