微合金钢板坯角裂控制研究
2020-12-17牟海鹏张燕平张玉秀
牟海鹏,张燕平,张玉秀
(唐山不锈钢有限责任公司,河北063009)
0 引言
唐山不锈钢有限责任公司(后称不锈钢公司)生产的微合金钢板经常有边部翘皮的情况发生。使用盐酸对发生翘皮缺陷的连铸板坯进行侵蚀,然后用酸将表面氧化铁皮清洗干净。观察处理后的铸坯表面,发现内外弧的角部都存在很多角部横向裂纹,尤其是含有铌、钛等微量元素的连铸坯角部横裂纹的缺陷发生率明显高于不含铌、钛等微量元素的钢种。现实生产中,为保证微合金钢板的合格率需对铸坯角部进行火焰清理,该方法不仅需要投入大量人力和生产成本,而且降低了生产作业率。本文针对微合金钢种角裂成因和预防措施进行分析研究,控制角裂发生率。
1 连铸机现状
1.1 连铸机工艺参数
不锈钢公司微合金钢板坯生产的工艺路线为:(铁水预处理)→转炉→RH(LF)→板坯连铸机。板坯连铸机为:一机一流、直弧、连续弯曲、连续矫直型,于2014年8月进行改造投产。连铸机改造中引进了国外先进的板坯连铸技术,增加了连铸结晶器在线调宽功能、动态配水功能、液面自动控制功能、结晶器专家系统、漏钢预报警系统、动态轻压下功能、工艺过程优化模型、质量专家系统、板坯切割优化模型等。连铸机主要工艺参数如表1所示。
1.2 微合金钢生产情况
微合金钢角裂通常发生在连铸坯边角部位置,在铸坯宽面和窄面交接位置的延长度方向上,部分缺陷也发生在铸坯振痕延长线的位置,与铸坯振痕共同发生。裂纹深度在6~10 mm范围内,延伸长度在10~30 mm范围内,同时铸坯的四个角都有不同程度的发生,如图1所示。有些裂纹缺陷受表层氧化铁皮覆盖影响,肉眼很难直接发现,将对应的铸坯角部切除下来,使用盐酸浸泡以后看到蜿蜒的裂纹,如图2所示。

图1 铸坯角裂缺陷
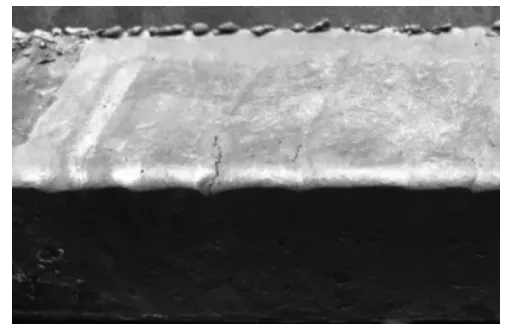
图2 酸洗后的铸坯角裂缺陷
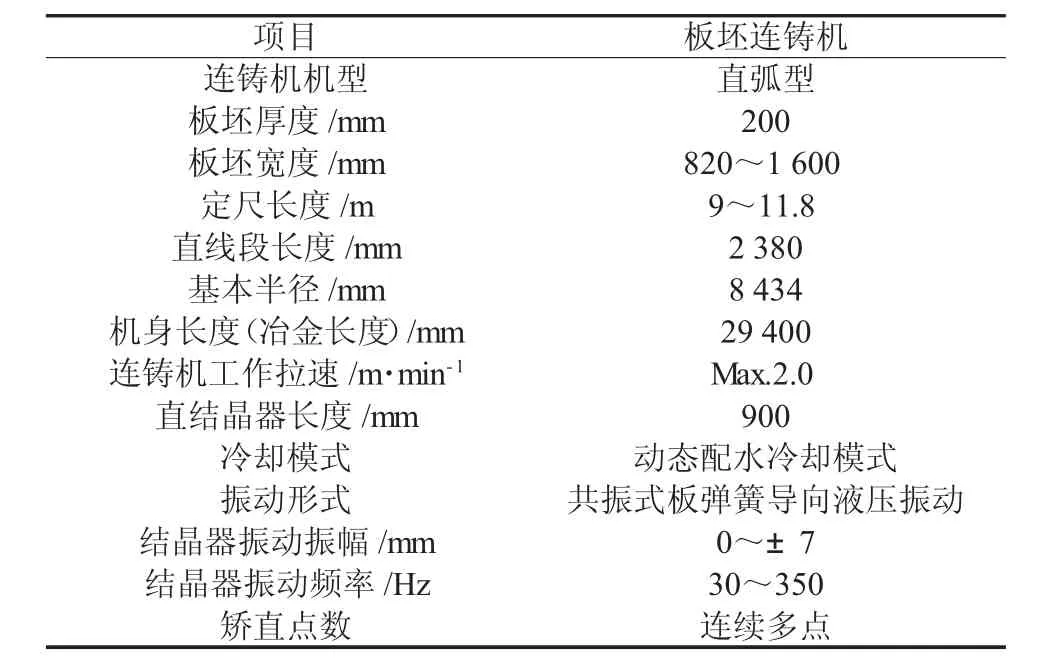
表1 连铸机的主要工作参数
2 角裂影响因素
2.1 矫直温度对角裂的影响
钢液在降温凝固过程中存在三个脆性温度区,即接近凝固温度的第Ⅰ脆性温度区、1 200℃附近的第Ⅱ脆性温度区和950~700℃区间的第Ⅲ脆性温度区[1]。
二冷区的冷却强度对板坯的矫直温度有着直接的影响,而板坯的矫直温度是影响铸坯质量的关键因素,二冷区合适的冷却强度能使铸坯的矫直温度避开脆性温度区,改善铸坯的角部质量。如果二冷区比水量过大,外加铸坯角部是二维冷却,同时板坯中部的冷却水沿表面向边部流动,几项因素叠加就加重了铸坯角部的冷却强度,极易使得角部区域的温度在矫直时处于第Ⅲ脆性区。加上连铸坯在矫直段矫直过程中内弧承受拉应力,造成铸坯角部受力产生裂纹[2]。
2.2 连铸保护渣对角部裂纹影响
保护渣性能对铸坯角裂也有着重要的影响。保护渣粘度过高,保护渣的铺展性和熔化性差,容易造成铸坯角部振痕加深,引发角裂产生;保护渣熔化均匀性差,导致保护渣在浇铸过程中的传热性能过强或保护渣融化后流入不均,容易导致铸坯在凝固过程产生的坯壳有较大的横向热梯度,从而发生应力的集中,成为角裂的起源点。
2.3 振痕对角裂的影响
受结晶器振动作用,铸坯表面会产生正常的振痕,振痕是连铸坯特有的表面现象。正常的振痕浅且均匀,如果振痕较深则会影响到铸坯的表面质量,严重时会造成铸坯表面裂纹、皮下夹渣和褶皱等缺陷。有专家认为,角部裂纹一般总是伴随着铸坯表面其他某种缺陷发生,容易在类似于振痕的褶皱、凹陷等缺陷处产生。深的振痕会使角裂加重,角裂产生几率随振痕深度的增加而增加[3]。且结晶器振动负滑脱时间越长,振痕越深,则越容易在铸坯的表面和角部产生横裂纹。
2.4 设备精度对角裂的影响
连铸设备工艺件的精度是保证连铸坯质量的基础。板坯连铸机扇形段段内对弧的不准确、段间接弧不良,一方面容易造成段内拉坯阻力的增大、设备异常,另一方面易造成铸坯角部的横裂纹。这种对弧不准造成的缺陷,严重时在铸坯检验中直接可以看到。通过分析,不锈钢公司目前造成对弧不准确的原因有:
(1)在日常维修过程中没有按照设备维修标准进行现场操作,段内辊道所用的轴承座下垫片、以及地脚螺栓紧固等不符合标准要求。
(2)铸机扇形段固定方式不可靠,导致扇形段段间接弧状态不符合标准。
(3)在线维护不到位,造成接弧不良。而同时在生产过程中发生结晶器锥度偏移,也会导致铸坯坯壳鼓肚变形,进而产生铸坯角部横裂纹。
3 微合金钢铸坯角裂防控措施
通过对影响微合金钢铸坯角裂影响因素的分析,确定铸坯角裂的防控措施有以下几方面:
3.1 二冷区的边部冷却控制
为了控制铸坯角裂的发生,需要严格控制铸坯和角部的温度,使铸坯角部区域的温度在矫直过程中始终高于该钢种第III脆性温度区间的上限[4]。因此,为控制角裂,对矫直温度进行优化,使其高于第Ⅲ脆性区。优化后的微合金钢种的矫直区表面温度提高至950℃以上,如图3所示。而铸坯边部温度较中部低40~50℃,故实际铸坯角部温度在900℃以上,正好避开第Ⅲ高温脆性区,防止角裂发生。
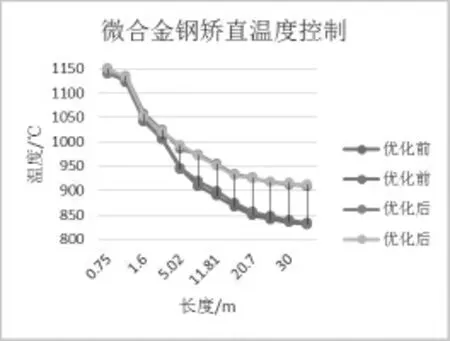
图3 微合金钢矫直区表面温度优化
3.2 优化结晶器保护渣性能
对含Nb、Ti等微合金钢种来说,优化弯月面处液面的均匀性,以及较弱的热传导,可以提高铸坯坯壳表面的韧性,因此通过现场试验,采用低热传导的保护渣,是减少裂纹产生的重要措施。根据钢种选择合适的保护渣类型,使得保护渣在使用过程铺展性及流动性良好,从而有效改善结晶器壁与凝固坯壳之间的传热和润滑状态,形成生长均匀的凝固坯壳,减小应力集中,有效改善铸坯角裂缺陷。另外适合的保护渣在稳态浇铸过程中可使结晶器内的钢水液面状态稳定无波动,保护渣渣面活跃,有利于改善铸坯角部横裂纹缺陷和提高铸坯表面质量。
因此,在实际生产中对微合金钢所使用的保护渣进行了优化,将保护渣碱度由1.25提高到1.38,粘度由0.13 Pa·s降至0.11 Pa·s,熔化温度由1 100℃降至1 065℃,提高了保护渣的熔化性和流动性,保证在结晶器钢液面形成8~11 mm厚的液体渣层。保护渣均匀、稳定的流动性,能够使液体渣均匀稳定流入结晶器壁与坯壳之间的间隙,有效减小了铸坯表面振痕深度,减轻了振痕底部坯壳较为薄弱部位的应力集中现象,从而避免了振痕底部成为微合金钢角裂的起源点。
3.3 优化结晶器振动参数
振痕深度与结晶器振动参数密切相关,降低负滑脱时间,有助于降低振痕深度,减轻角部缺口效应,进而降低角部裂纹缺陷率。基于此,设计了非正弦振动参数,与原振动参数对比见表2所示。在原振动参数的基础上,优化方案提高了振动频率,降低了振幅,引入了0.2的偏斜率,1.2~1.5 m/min拉速下的负滑脱时间由0.15~0.16 s降低至0.13~0.14 s,有助于降低铸坯振痕深度。

表2 结晶器振动参数(拉速=1.2~1.5 m/min)
经过现场生产试验发现,优化方案缩短了负滑脱时间、降低了振幅,提高了振动频率,铸坯振痕清晰,无杂乱现象,铸坯角部质量良好,试验效果最佳。
3.4 设备精度保证
保证连铸设备工艺件的精度是减少铸坯角裂的前提条件,特别对连铸机的开口度、对弧精度、扇形段开口度要加强控制和管理,各扇形段的标高必须达标。因此铸机设备精度控制提出如下要求:
(1)每次更换弯曲段后对弯曲段下挂点精度进行检测,以保证更换弯曲段后的精度符合要求;
(2)增加弯曲段下挂点精度检测频次,由1次/月调整为1次/周,以保证生产过程中的弯曲段下挂点精度符合要求;
(3)加强对连铸机二冷室冷却系统水嘴的检查频次和检查力度,确保水嘴处于最佳工作状态,进而保障铸坯表面温度分布均匀,减少铸坯宽度方向温度差。
3.5 改进效果
通过对生产工艺的优化控制,各种措施的实施成效显著,易发生角裂的包晶钢、包晶合金钢、中碳钢、中碳合金钢等微合金钢种的角裂发生率由10%降至1%以下,所有板坯无需修磨,均可直接送至轧钢进行轧制。
4 结语
经对微合金钢板坯生产现状和角部裂纹的分析,发现铸坯角裂的主要原因是:矫直区铸坯角部的温度不合适、工艺设备精度不达标、振动参数不合理、保护渣理化性能不匹配等,而结晶器振痕的谷底是微合金钢角裂易发生区域。通过对二次冷却强度、保护渣理化性能、结晶器振动参数等的优化,同时加强了铸机设备精度、二冷喷嘴等的检查合管理,使得微合金钢的角裂得到有效控制。
