磨媒机出口温度保护逻辑的优化
2020-12-16张涛
张涛
摘 要: 本文介绍了OVATION型集散控制系统下的速率限制算法块的用法,及磨煤机出口温度保护的逻辑优化。
关键词: 拒动;算法;速率限制;采样时间
【中图分类号】TK223.25 【文献标识码】A 【DOI】10.12215/j.issn.1674-3733.2020.38.127
1 系统概述
江苏阚山发电有限公司2X600MW超超临界机组的制粉系统为中速磨煤机正压直吹系统,每炉配6台上海重型机械厂引进美国燃烧公司CE技术生产的HP1003型中速磨煤机。设计煤种为徐州本地煤,校核煤种为混煤。
控制系统为爱默生公司的OVATION型集散控制系统,控制器型号为OCR400,6台磨的控制逻辑分别分配在DPU2/52、DPU3/53、DPU4/54、DPU5/55、DPU6/56控制器内的第三分区。
2 原磨煤机出口温度保护逻辑介绍
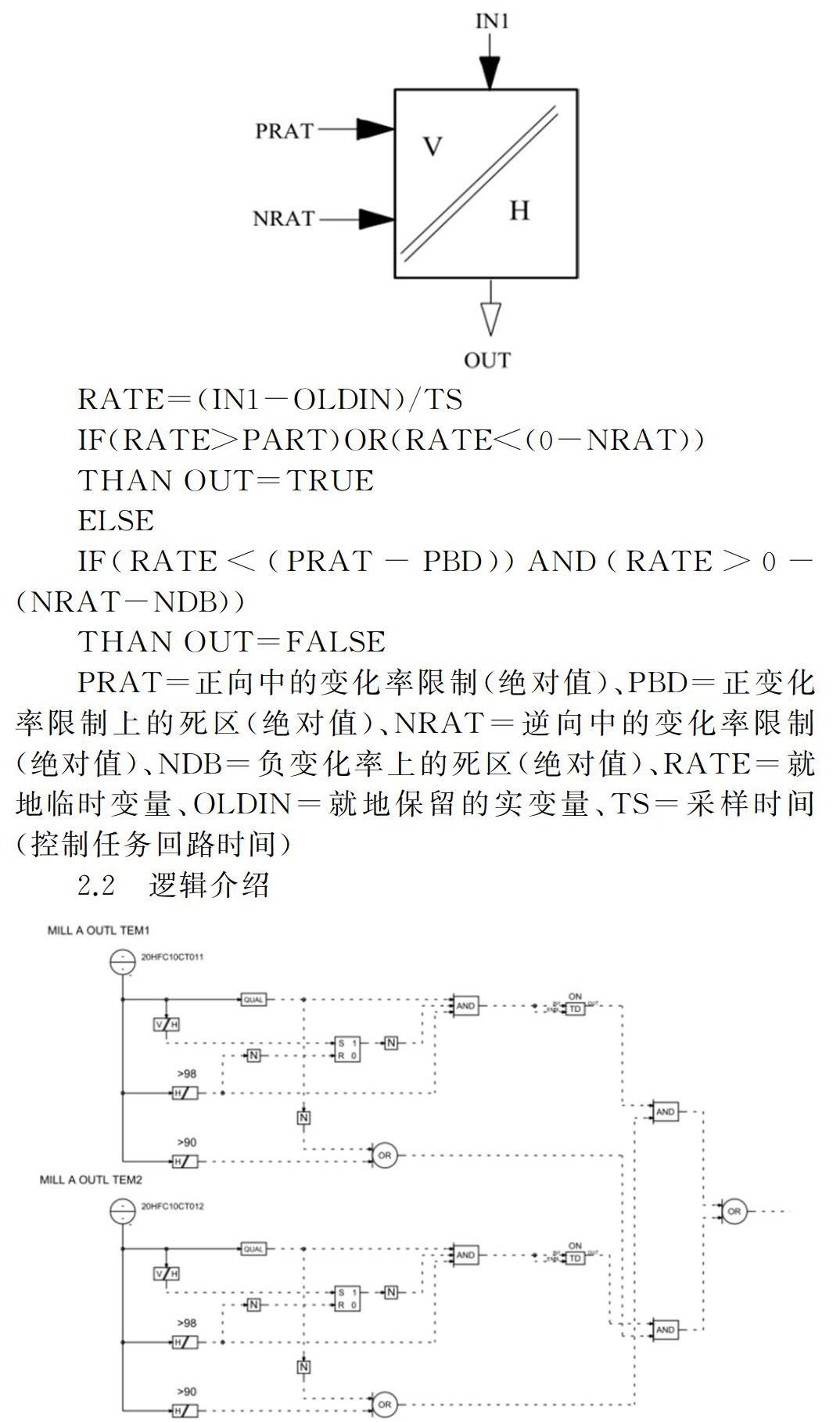
2.1 RATEMON算法介绍
RATE=(IN1-OLDIN)/TS
IF(RATE>PART)OR(RATE<(0-NRAT))
THAN OUT=TRUE
ELSE
IF(RATE<(PRAT-PBD))AND(RATE>0-(NRAT-NDB))
THAN OUT=FALSE
PRAT=正向中的变化率限制(绝对值)、PBD=正变化率限制上的死区(绝对值)、NRAT=逆向中的变化率限制(绝对值)、NDB=负变化率上的死区(绝对值)、RATE=就地临时变量、OLDIN=就地保留的实变量、TS=采样时间(控制任务回路时间)
2.2 逻辑介绍
磨煤机出口安装两支温度元件。当其中一点超过跳闸值且另一点超过报警值时,保护动作;或一点超过跳闸值另一点质量为坏点时,保护动作。逻辑对温度测点进行了质量判断和速率限制。当温升速度大于设定值时,保护被限制,即使温度超过跳闸值,保护也不会动作。
3 事件经过及原因分析
2019年11月18日22點02分54秒,2号炉2A磨煤机出口两点温度同时超过跳闸值,磨煤机没有跳闸,发生温度保护拒动。后经热控人员检查发现,逻辑里的速率限制算法块“RATEMON”被触发,限制了保护的动作。调取历史曲线,当时的最大阶跃温升速度是1.8℃,我厂磨煤机保护逻辑放在DCS控制器的第三分区,由于第三分区控制器的扫描周期为300mS,那么在阶跃点被扫描计算时,温升速率就是1.8÷0.3=6℃/S,远大于定值3℃/S。
4 逻辑的优化
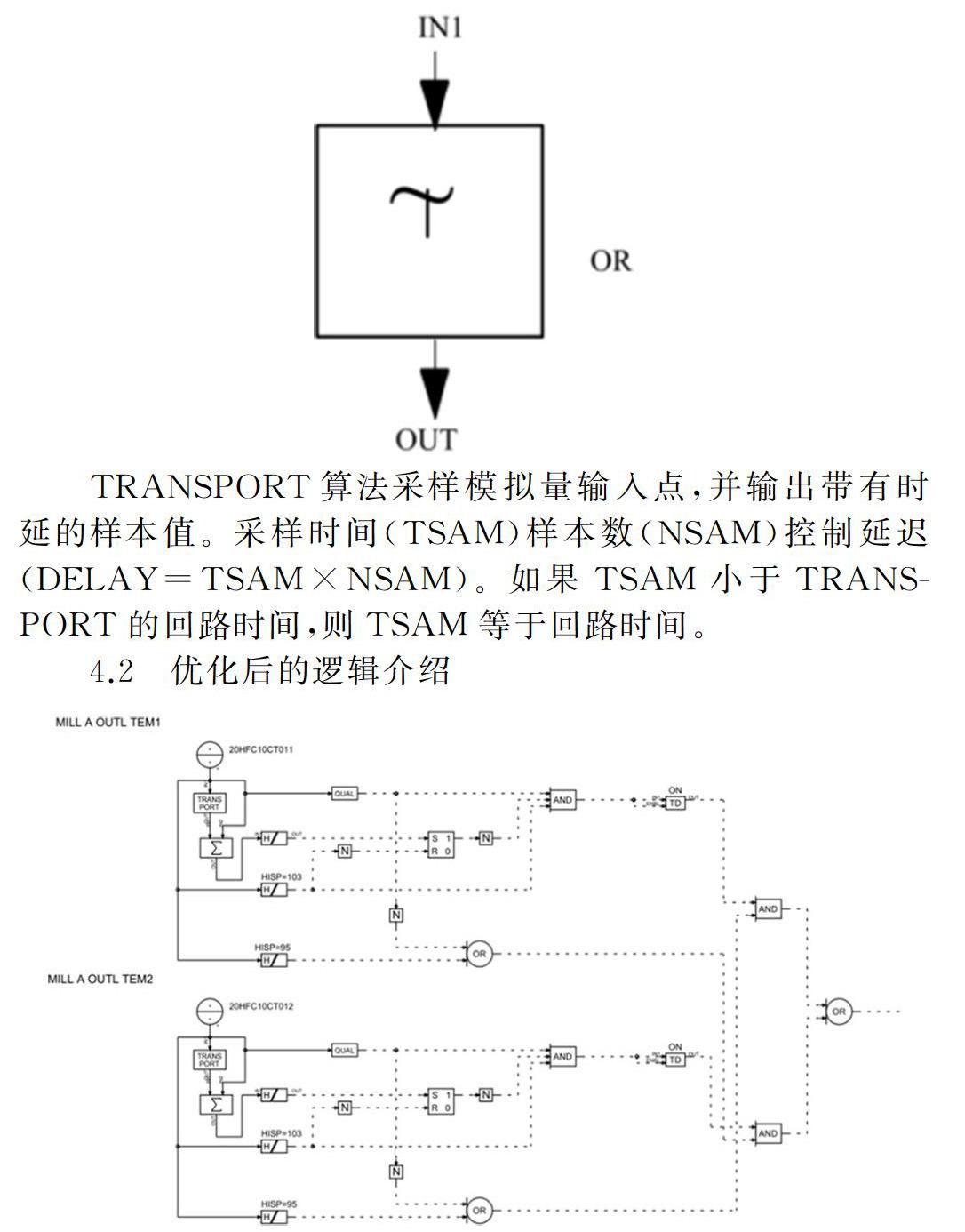
4.1 TRANSPORT算法介绍
TRANSPORT算法采样模拟量输入点,并输出带有时延的样本值。采样时间(TSAM)样本数(NSAM)控制延迟(DELAY=TSAM×NSAM)。如果TSAM小于TRANSPORT的回路时间,则TSAM等于回路时间。
4.2 优化后的逻辑介绍
本逻辑通过TRANSPORT算法对温度测点进行了迟延,采样时间TSAM设为1秒。逻辑通过现在的温度值减去1秒前的温度值,再经过高值限制算法HIGHMON进行速率限制(HIGHMON的定值设为3)。按此逻辑计算,当时的温升速率为1.8÷1=1.8℃/S,这样就避免了阶跃温升的影响,增加了逻辑的可靠性。
参考文献
[1] 《Ovation REF_1100_C》爱默升过程控制公司.
