多通道数控环锭细纱机纺制段彩纱工艺分析
2020-12-15孙显强卜华香朱经武
孙显强,薛 元,卜华香,朱经武
(1.江南大学 纺织科学与工程学院,江苏 无锡 214122;2.无锡市和展机械技术有限公司,江苏 无锡 214122;3.滁州霞客环保色纺有限公司,安徽 滁州 239000)
段彩纱作为一种花式纱线,凭借着结构、形态、色彩的多样性和时尚性,广泛应用于纺织服装面料上[1-3]。段彩纱指按照纺纱方式纺制的线密度、分段长度和分段颜色按照某种规律变化的一类纱线。按照线密度是否恒定来分,可分为普通段彩纱和段彩竹节纱。在段彩纱的设计过程中,选色显得尤为重要,常需要选择对比较大的颜色进行设计,这也是一个难点[4]。基于上述问题,本文构建了一种八基色颜色混色模型,将此类模型应用到三通道环锭细纱机上,可以极大简化段彩纱的设计步骤,并可设计出线密度、分段长度、分段颜色随机变化的段彩纱,使得织成的织物风格更加多样,色彩更加丰富[5-7]。
1 三通道环锭细纱机的工作机制
1.1 三通道数控环锭细纱机组成
三通道数控环锭细纱机伺服驱动系统如图1所示,由控制系统、伺服系统、机械系统等部分组成。其中,控制系统由触摸屏、可编程控制器(PLC)及上位机和下位机控制软件构成;伺服系统由伺服驱动器、伺服电动机、减速器和传感器构成;机械系统由前罗拉、中罗拉、3个后罗拉钢领板、锭子等组成。在控制系统、伺服系统、机械系统的联动和协同作用下,可以纺出品种多样的花式纱线。
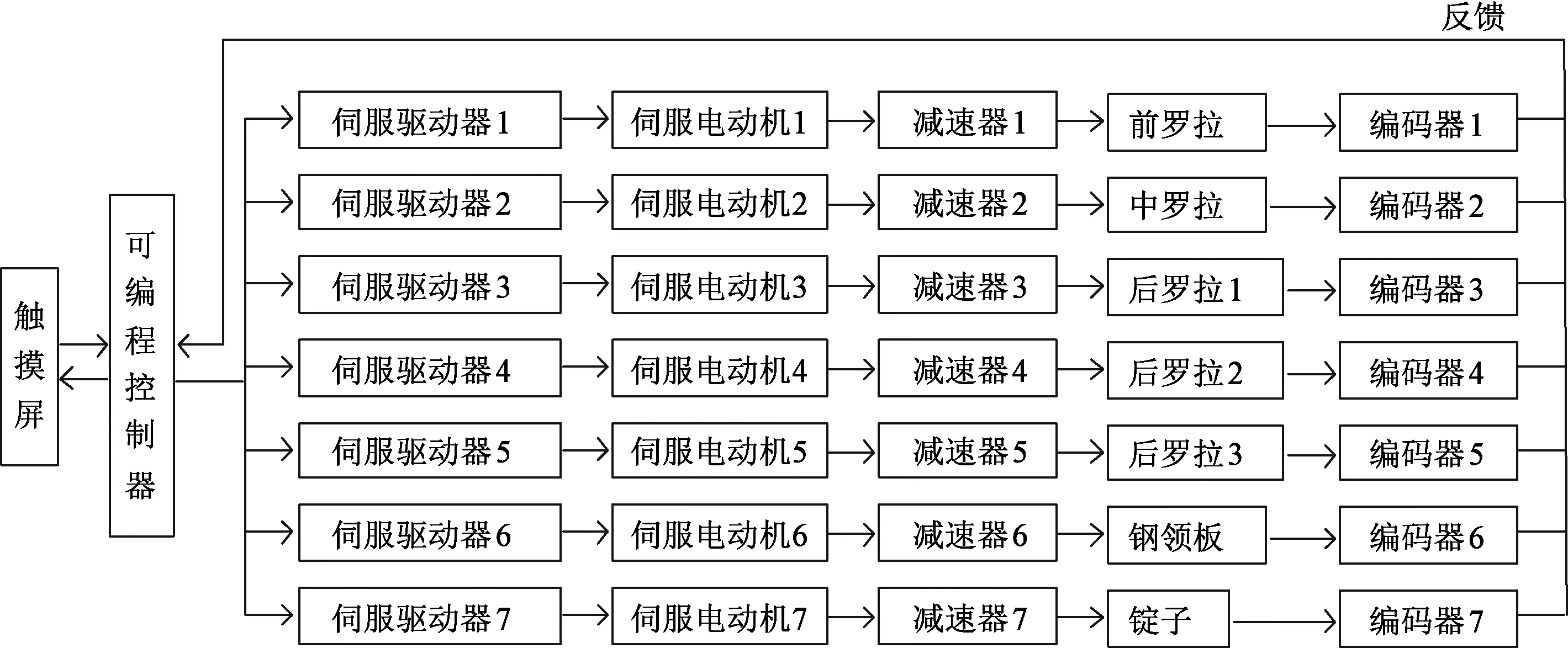
图1 三通道数控环锭细纱机伺服驱动系统
1.2 三通道数控环锭细纱机成型原理
三通道数控环锭细纱机有多台电动机伺服驱动器,其中前罗拉和中罗拉和3个后罗拉以及锭子、钢领板分别由7台电动机伺服驱动器构成7轴联动控制系统。对应3组后罗拉喂入3根粗纱,经异步牵伸后再合并、加捻、卷绕形成1根新的纱线。该装置可以纺制段彩纱、渐变色纱、竹节纱、混色纱等常见花式纱线,且纱线品种多样,色彩丰富。三通道数码纺纱机制图见图2。
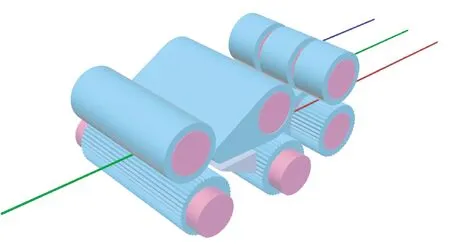
图2 三通道数码纺纱机制图
设前罗拉、中罗拉、3个后罗拉速度分别为Vq、Vz、Vhα、Vhβ、Vhγ,锭子转速为nd。则三通道数控环锭细纱纺纱调控机制遵循以下公式。
成纱线密度:
(1)
各通道混纺比:
(2)
成纱捻度:
(3)
各通道牵伸比:
(4)
式中:Vq为前罗拉线速度,m/min;Vz为中罗拉线速度,m/min;Vhα为α通道的后罗拉线速度,m/min;Vhβ为β通道的后罗拉线速度,m/min;Vhγ为γ通道的后罗拉线速度,m/min;nd为锭子转速,r/min。
1.3 三通道数控环锭细纱机纺制段彩纱机制
三通道数码纺纱可在纺纱过程中改变通道组合模式及各通道牵伸比在线调控成纱混纺比,按照同一规律分段变化,纺制线密度恒定、混纺比沿纱线长度方向规律分段变化的色彩渐变纱。因此,段彩纱各段的线密度ρsi,混纺比λαi、λβi、λγi,长度为li,捻度为Twi,分布规律如下:
(l1、ρs1、λα1、λβ1、λγ1、Tw1),
(l2、ρs2、λα2、λβ2、λγ2、Tw2),
⋮
(li、ρsi、λαi、λβi、λγi、Twi),
⋮
(ln、ρsn、λαn、λβn、λγn、Twn),
(5)
式中:ρsi为第i段纱线的线密度,tex;λαi为第i段、α通道的喂入纱线占比,%;λβi为第i段、β通道的喂入纱线占比,%;λγi为第i段、γ通道的喂入纱线占比,%;li为第i段纱线的长度,m;Twi第i段纱线的捻度,捻/m,i=1,2,…,n。
上述段彩纱通过在线调控三通道在各个时段的牵伸比,可以纺出在给定时段按照指定混纺比分布的段彩纱。例如第i时段纱线线密度为ρsi,混纺比为λαi,λβi,λγi,前罗拉线速度Vqi=nd/Twi,段长li=Vqi×ti。则根据式(4)可求得第i时段各通道的牵伸比。
2 多元基色混色色谱构建
2.1 色谱颜色选择
依据红、橙、黄、绿、蓝、紫、黑、白8种颜色,构建色谱混色模式及其空间,并进行段彩纱的设计。8种颜色的颜色值和光谱色如表1所示。
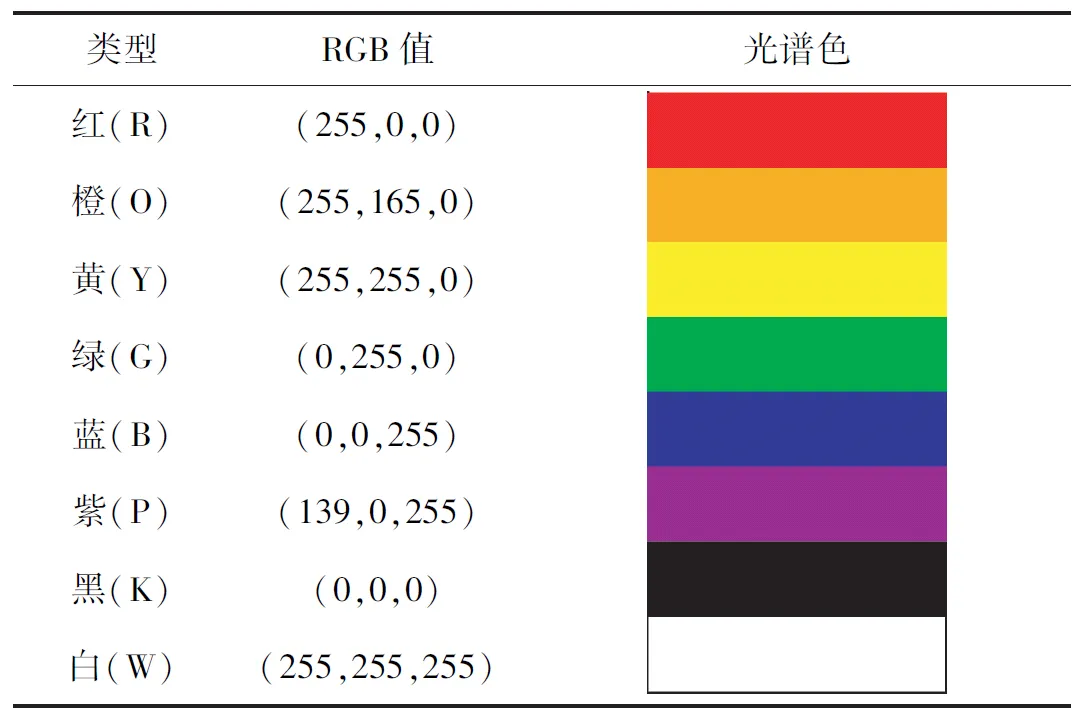
表1 八基色参照图表
2.2 混色组合选择


表2 一次色混合
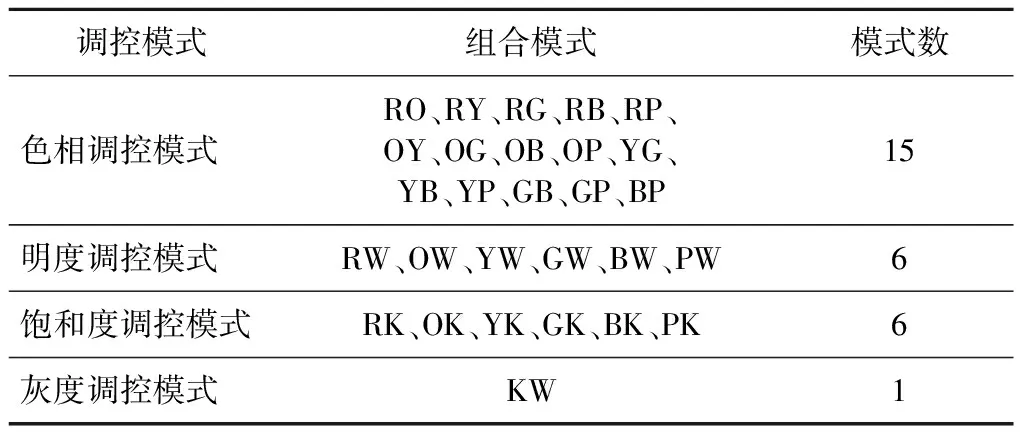
表3 二次色混合
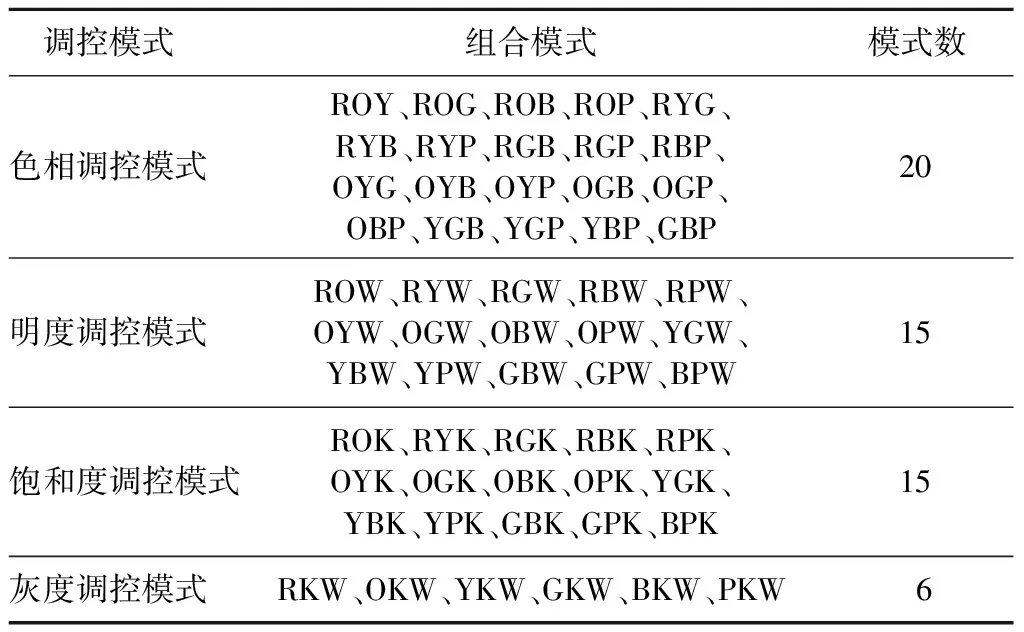
表4 三次色混合
2.3 三基色混色模型及网格点颜色值
假设CMY颜色空间任意3点α、β、γ的颜色值分别为α(Rα,Gα,Bα)、β(Rβ,Gβ,Bβ)、γ(Rγ,Gγ,Bγ),以1/n为梯度将α、β、γ的3点构成的三角形进行网格化划分,则网格点的颜色值为Ti,j(RTi,j,GTi,j,BTi,j),则各网格点的颜色值可由下式求得:
(6)
(7)
(8)
式中,i,j=1,2,…,n-1,n,n+1;i+j≤n+2。
3 段彩纱及其织物的纺制
纺制段彩纱必须进行段彩纱的外观设计(包括分段色彩与色彩分段规律设计)、段彩纱的规格设计(线密度及捻度)、段彩纱的纺纱工艺设计。首先以黄—紫—白、绿—红—紫、黑—绿—白和蓝—黄—橙3色粗纱为配色基色做出三基色混色色谱,然后分别进行3色、5色、7色和11色段彩纱的外观设计、段彩纱的规格设计、段彩纱的纺纱工艺等工作,采用纺制的段彩纱生产针织布样。
3.1 三基色粗纱混色色谱设计
采用的混色色谱如图3所示,分别为黄—紫—白、绿—红—紫、黑—绿—白、蓝—橙—黄三基色色谱,分别以此作为粗纱三基色,进行段彩纱设计。
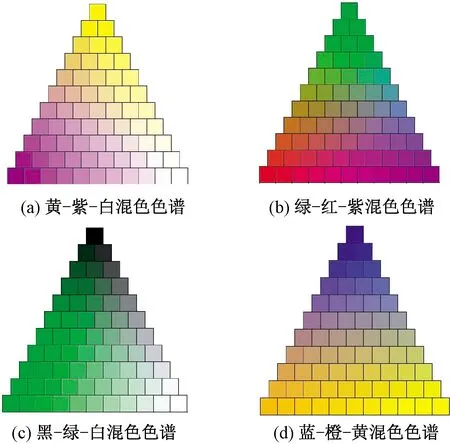
图3 三基色混色色谱
3.2 段彩纱的色彩设计
段彩纱各个纱段的色彩设计是其纺纱过程中必不可少的环节,3色段彩纱的颜色值、每段纱长度的详细参数见表5,其示意图见图4(a);5色段彩纱的颜色值、每段纱长度的详细参数见表6,其示意图见图4(b);7色段彩纱的颜色值、每段纱长度的详细参数见表7,其示意图见图4(c);11色段彩纱的颜色值、每段纱长度的详细参数见表8,其示意图见图4(d)。

图4 段彩纱示意图
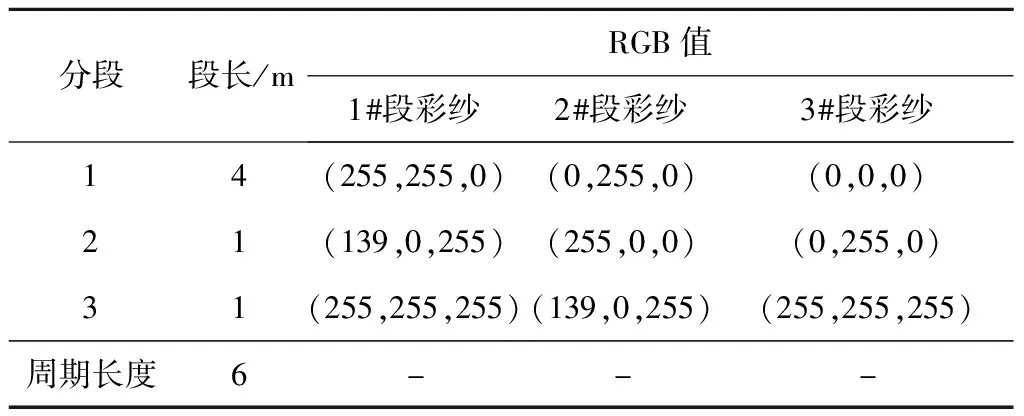
表5 3色段彩纱色彩对照表
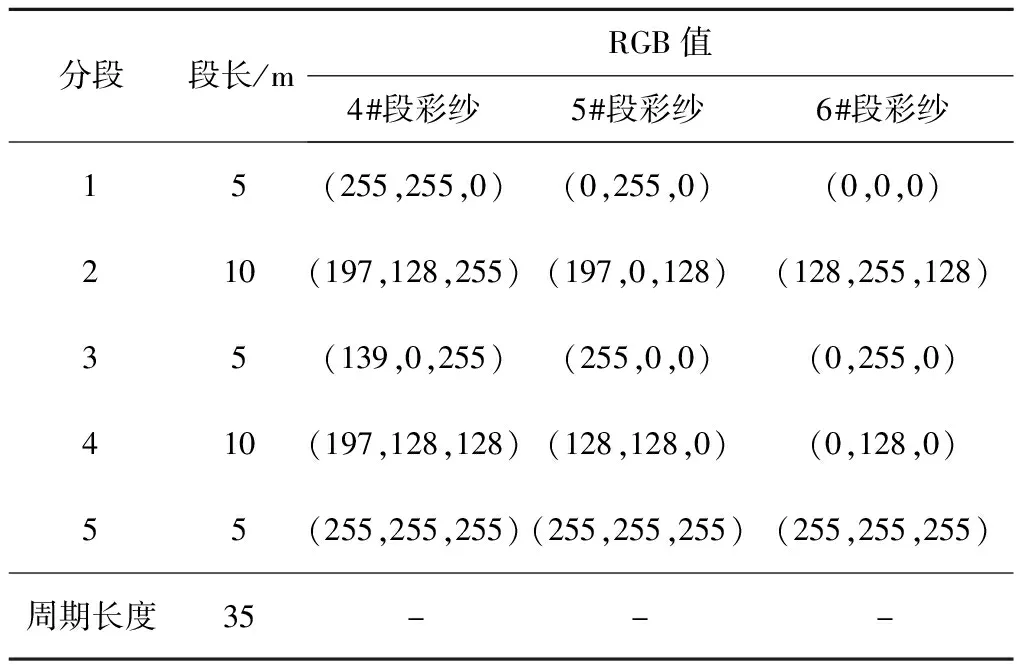
表6 5色段彩纱色彩对照表
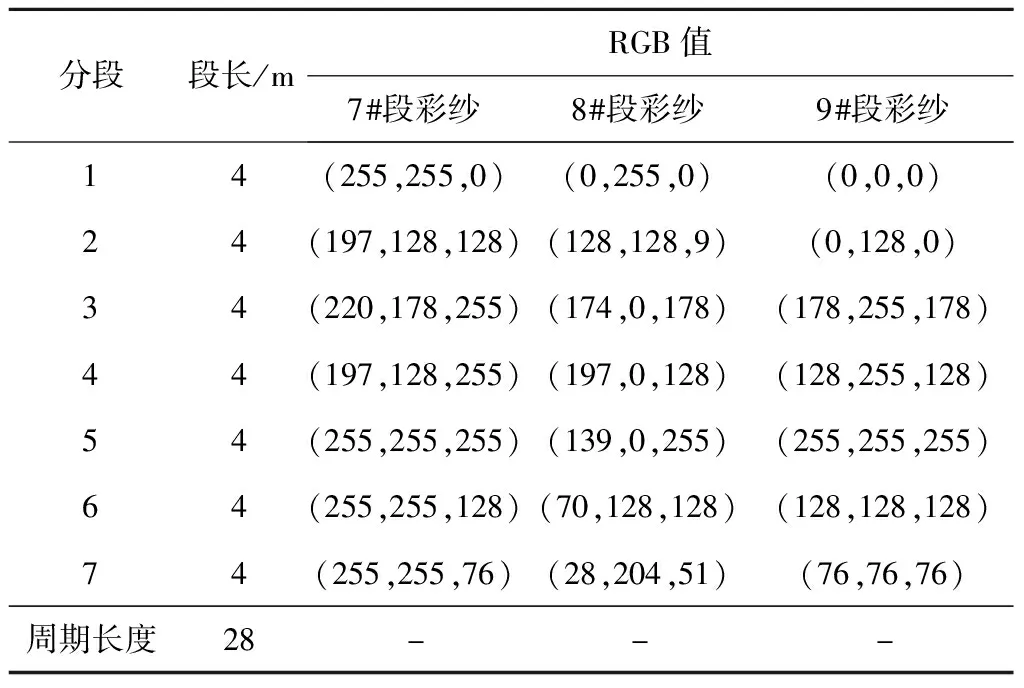
表7 7色段彩纱色彩对照表
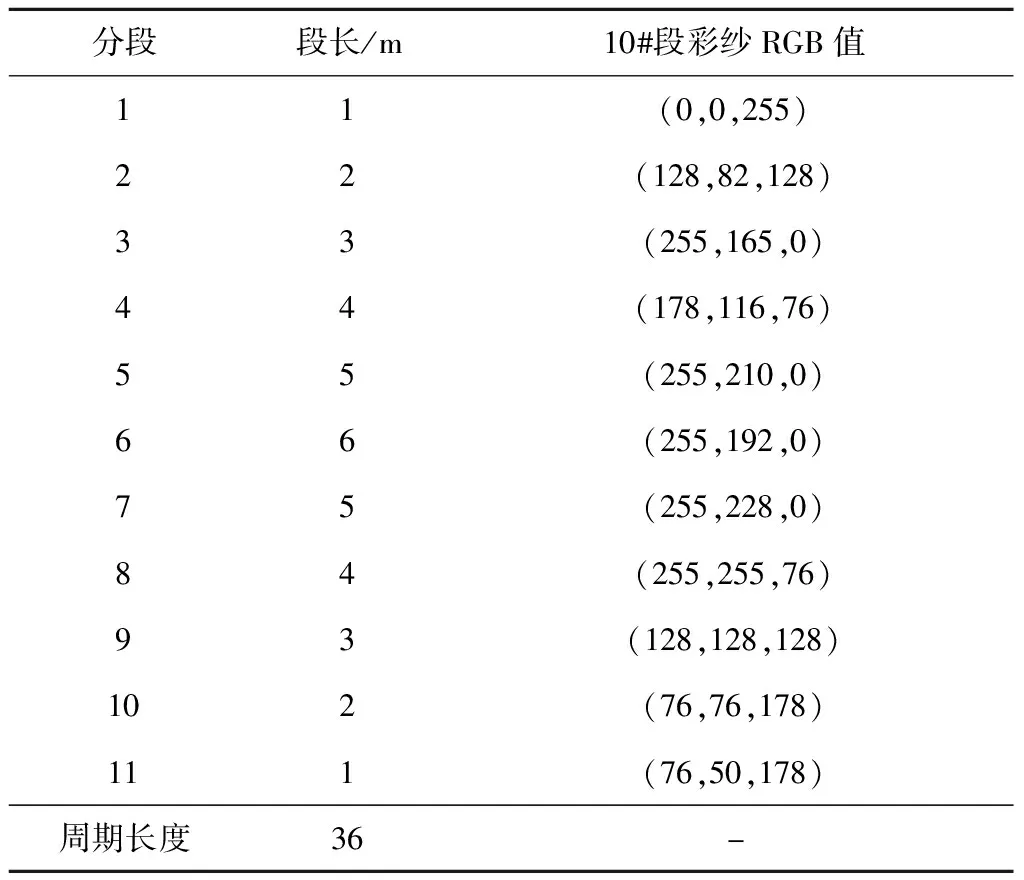
表8 11色段彩纱色彩对照表
3.3 段彩纱的规格设计
段彩纱规格设计主要包括线密度和捻度,此次设计的3色、5色、7色、11色段彩纱的线密度均为18.2 tex,捻度均为70.3捻/(10 cm),捻系数均为300,捻向均为Z捻。
3.4 段彩纱的纺纱工艺设计
本次实验在JWF1551三通道数控环锭细纱机(经纬纺织机械股份有限公司)上进行段彩纱的纺制,其中,3色段彩纱的牵伸工艺见表9,用来纺制1#段彩纱、2#段彩纱、3#段彩纱;5色段彩纱的牵伸工艺见表10,用来纺制4#段彩纱、5#段彩纱、6#段彩纱;7色段彩纱的牵伸工艺见表11,用来纺制7#段彩纱、8#段彩纱、9#段彩纱;11色段彩纱的牵伸工艺见表12,用来纺制10#段彩纱。

表9 3色段彩纱牵伸比
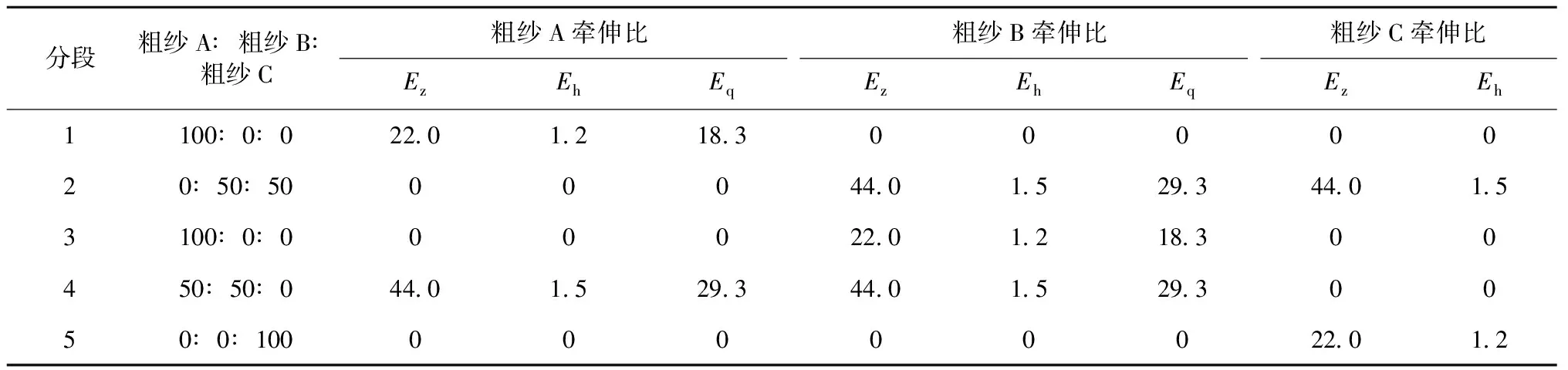
表10 5色段彩纱牵伸比
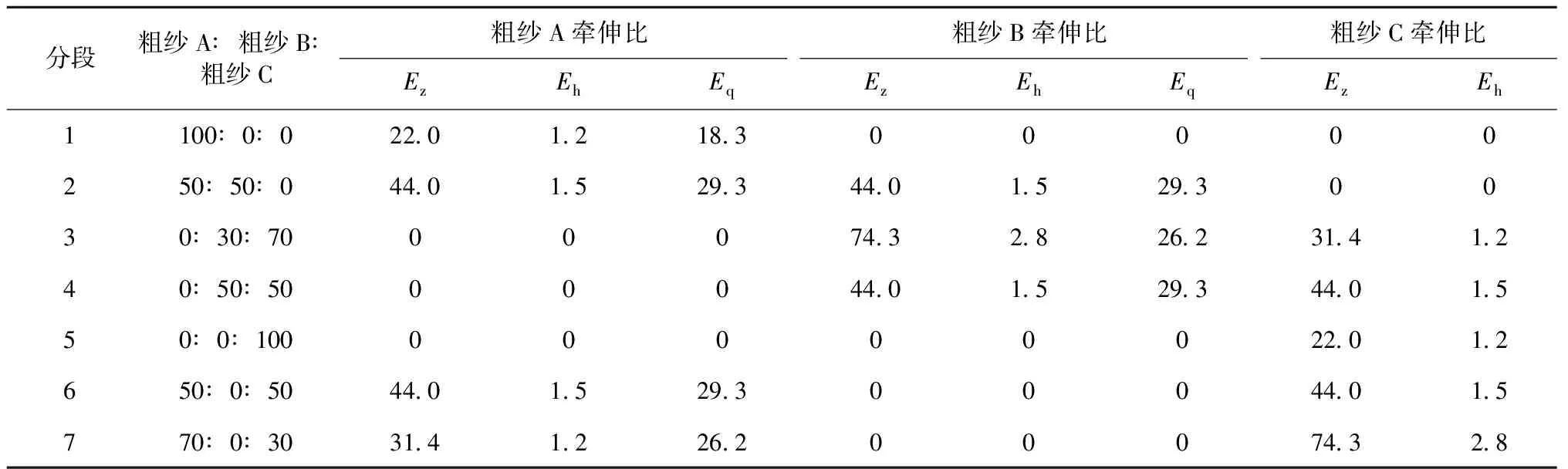
表11 7色段彩纱牵伸比
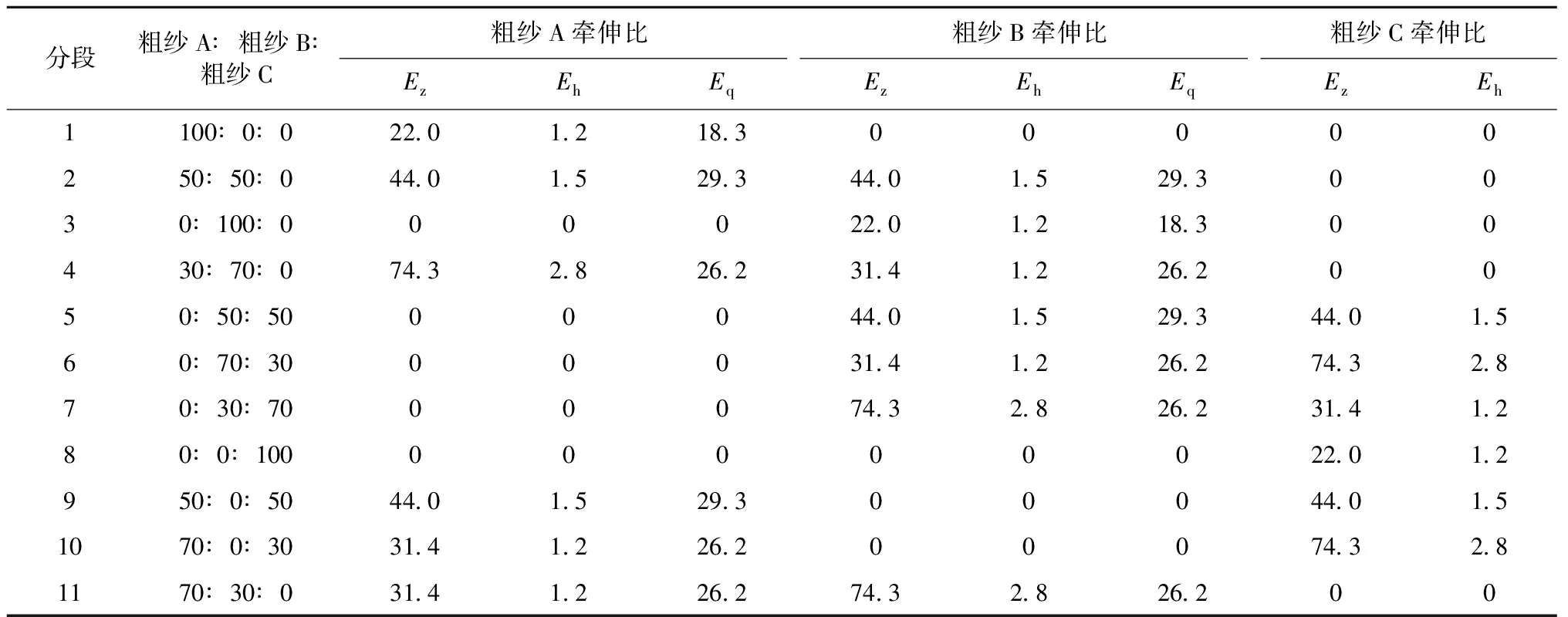
表12 11色段彩纱牵伸比
3.5 段彩纱织物展示
用16 G 宏成 HC21K 型纬编圆机(无锡市宏成纺织机械电子有限公司)对上述段彩纱进行上机织造,织物如图5~8所示,在此次纺纱和织造过程中,首先根据色谱选择相应的颜色,然后设定不同的混纺比,可得到不同外观的段彩纱织物。在纺纱过程中,由于颜色的选择会直接导致布面条纹效果不明显,为避免这种问题,应尽量选择色差较大的颜色,这样可更好地显示段彩织物的外观效果。
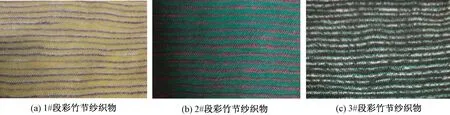
图5 3色段彩纱织物
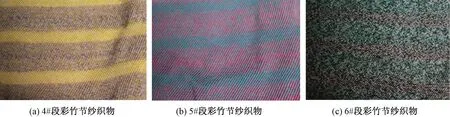
图6 5色段彩纱织物
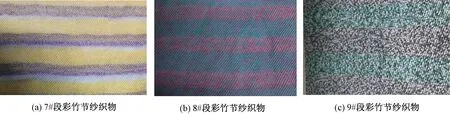
图7 7色段彩纱织物
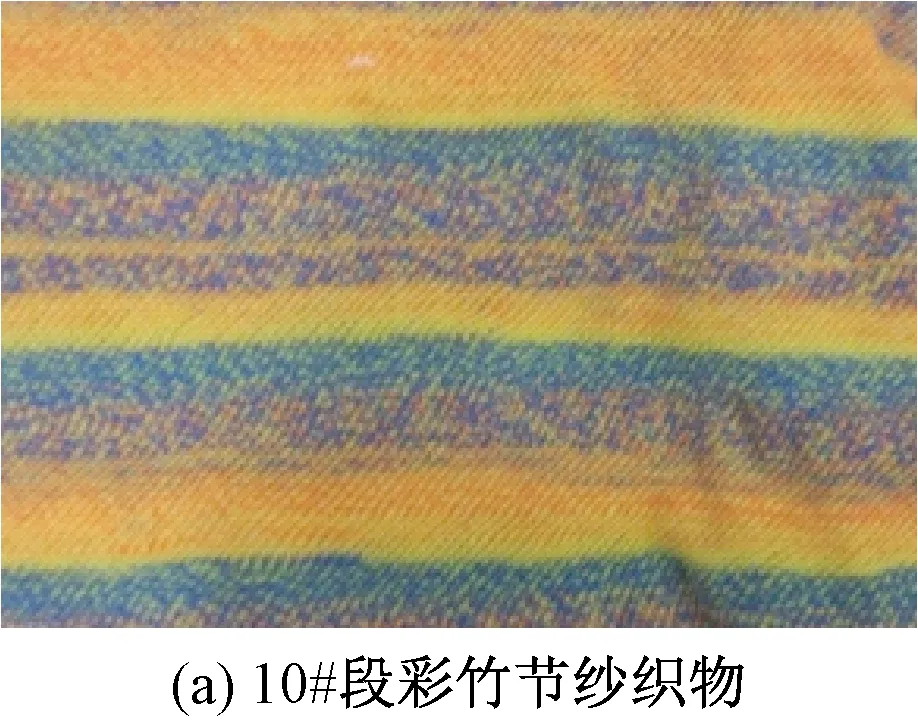
图8 11色段彩纱织物
4 结束语
本文采用了三通道环锭细纱机,以红、橙、黄、绿、蓝、紫、黑、白为基础色,构建了一套色谱体系。接着从色谱体系中选择合适的颜色来进行段彩纱的设计,并进行上机实验。实验结果表明,这种设计方法所设计的纱线品种多样,适合工厂大批量、多品种和连续化的生产,同时也为段彩纱的设计提供了一种新的思路与方法,具有较好的实用性。
