五通道数控环锭纺纱系统构建及纺制花式纱机制分析
2020-12-15高林郁李增润刘曰兴王立强
武 臣,薛 元,高林郁,李增润,刘曰兴,王立强
(1.江南大学 纺织科学与工程学院,江苏 无锡 214122;2.经纬智能纺织机械有限公司,山西 晋中 030601;3.愉悦家纺有限公司,山东 滨州 256623)
五通道数控环锭纺纱系统将不同原料或不同颜色的5根粗纱作为喂入对象,经异步牵伸、交替组合、梯度配比、混合加捻的工序,可纺制出形态、色彩和结构时序变化的纱线,如混色纱、段彩纱、渐变纱、竹节纱、段彩竹节纱以及双渐变纱等,再通过后期织造工艺形成特殊的布面效果,是柔性化纺纱工艺技术的一大特色。
本文研究内容主要有五通道数控环锭纺纱系统的组成结构、纺纱原理、纺纱机制,以及多通道纺纱混色模式与混色色谱,是对柔性化纺纱技术的补充,可为柔性化纺纱的发展提供参考。
1 五通道数控环锭纺纱系统的构建
通过构建9轴联动系统组成机电一体化的五通道数控环锭纺纱系统,其主要由纺纱机械系统、纺纱控制系统和纺纱伺服系统构成。纺纱机械系统是细纱机的执行机构,包括五通道异步牵伸机构、加捻机构和卷绕成型机构。纺纱控制系统主要由上位机触摸屏、下位机及控制程序组成,根据工艺要求对9轴联动的纺纱系统实施协同控制。伺服驱动系统主要由与各执行机构对应的伺服电动机、变频电动机及其伺服驱动器、变频器、编码器、减速器等组成[1-2]。
1.1 机械系统构建
五通道数控环锭纺纱执行机构如图1所示,数控多通道环锭纺纱执行机构是多自由度交互式牵伸—加捻—卷绕纺纱装置。从空间区域来看,多通道数控纺纱执行机构包含多根粗纱的导纱集束与异步牵伸区、多根须条合并为单根须条的集聚区、纱线加捻区、纱线卷绕区等4部分。从完成的纺纱功能来看,多通道数控纺纱执行机构包含多通道集束导纱装置、多通道异步牵伸装置、多通道集聚装置、加捻和卷绕装置,分别完成对异步喂入的多根粗纱进行集束导纱、异步牵伸、集聚、加捻、卷绕等功能。
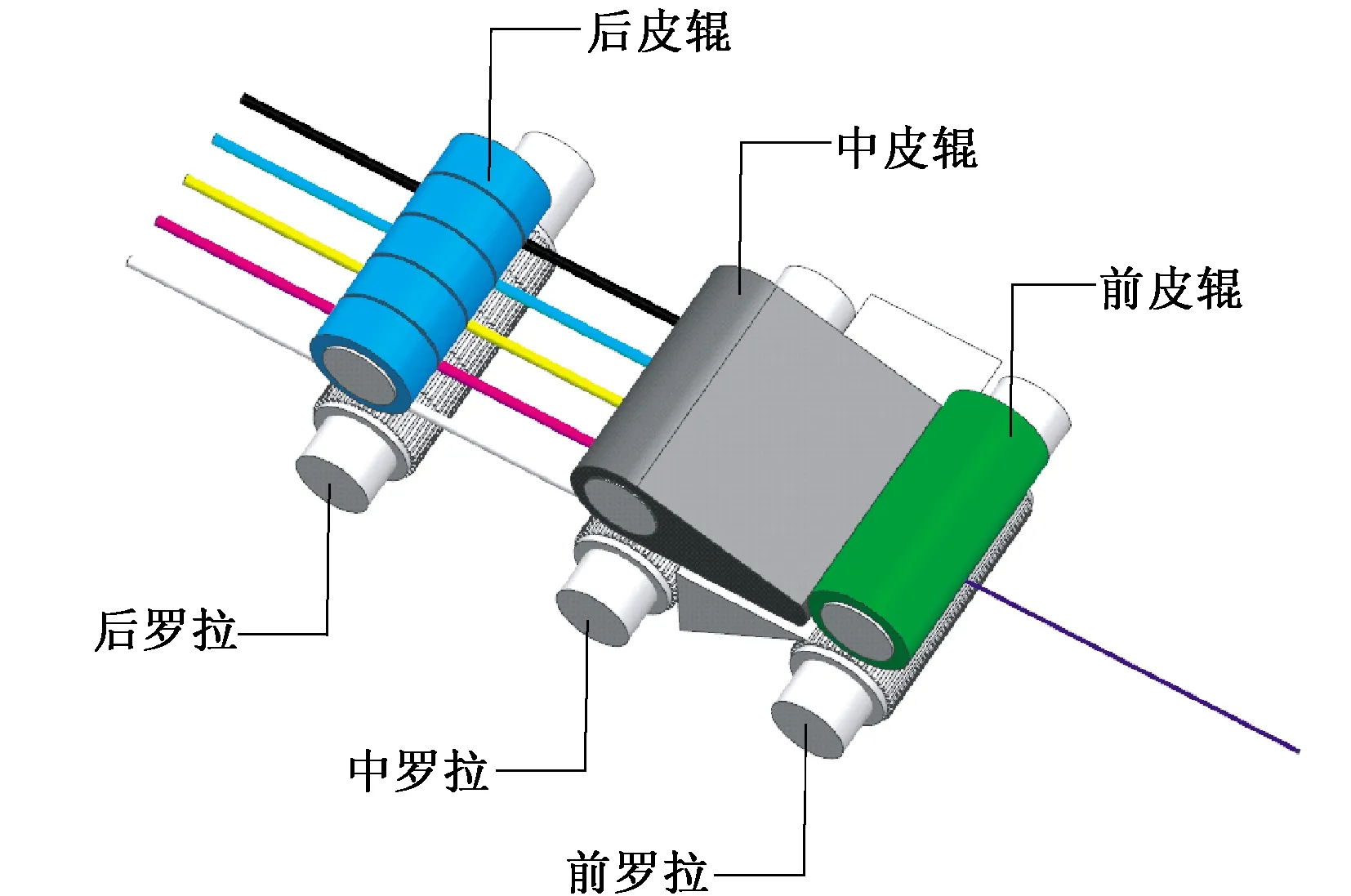
图1 五通道数控环锭纺纱执行机构图
五通道数控环锭纺纱系统通过PLC(中央处理器)协调控制9个伺服电动机驱动5根后罗拉、1根中罗拉、1根前罗拉、1个锭盘和1个钢领板完成牵伸、加捻、卷绕等纺纱工艺动作,其中:由5个独立后罗拉与对应的独立后皮辊组成5个后罗拉钳口,中罗拉与中皮辊配合构成中罗拉钳口,前罗拉与前皮辊配合构成前罗拉钳口,由此构成五通道牵伸机构;由锭子、钢丝圈、导纱钩构成加捻机构,锭子与钢领板构成卷绕成型机构。
5根粗纱由5个后罗拉钳口以不同的速度喂入牵伸区,在后牵伸区与前牵伸区分别经中罗拉和前罗拉的2次牵伸并通过中集合器和前集合器的2次集聚,将5根不同粗细的须条并合成一根须条经前罗拉钳口输出进入加捻区并被逐步加捻最后成纱,然后绕过导纱钩并通过锭子、钢丝圈及钢领板的协同作用,将成型纱线卷绕在纱管上[3]。
1.2 控制系统构建
五通道数控环锭纺纱控制系统分为硬件部分与软件部分。硬件部分由上位机、下位机及通讯接口组成。根据人机交互模式需求,上位机由远程电脑、中央控制室或本地工控机、触摸屏等组成,上位机主要完成人机交互功能,通过键盘或触摸屏输入运行环锭细纱机所需要初始参数(设备初始参数、原料初始参数、运行初始参数)、纱线的规格参数(线密度、混纺比、捻度、长度)、纺纱工艺参数(牵伸倍数、捻系数、成型动程及级升)及设备运行参数(罗拉速度、锭子速度、钢领板速度)等。
下位机由PLC组成,下位机接受上位机的指令并将其转换成相应时序的信号并分别发送至相应的驱动器,驱动器再将其转换成脉冲电压(或电流)信号,进而对五通道数控环锭纺纱系统进行精确控制。
上位机与下位机之间的通信,如以触摸屏为上位机,则采用RS232串口通信或RS485串行通信;如以微型计算机为上位机,则采用传统D形式的串行通信或PROFIBUS-DP形式的双线通信,使用程序开发工具实现PLC和上位机的通信。
软件部分包括上位机触摸屏程序和下位机PLC程序[4-5]。
1.3 伺服系统构建
五通道数控环锭纺纱伺服系统如图2所示,五通道数控环锭纺纱系统的牵伸运动、加捻运动、卷绕运动是依托下位机PLC控制前罗拉、中罗拉、5个后罗拉的伺服驱动器与钢领板、锭盘的伺服驱动器实现。通过人机交互界面发送指令到PLC,PLC将指令转化为伺服驱动器可以识别并接收的数据模拟量,伺服驱动器根据模拟量发送模拟信号到伺服电动机进而控制伺服电动机的运转,编码器再将电动机运转情况反馈给中央处理器完成九轴联动的五通道纺纱工作循环[6],限位开关设计为机器操作按钮进行开、停纺纱机。
2 五通道数控环锭纺纱原理
2.1 工作原理
五通道数控环锭纺纱系统融合数字化技术与信息化技术,可在线控制伺服电动机运转,实时改变机器运行参数,实现5个后罗拉、1个中罗拉、1个前罗拉的独立转动,5根不同的纱线分别经5个后罗拉同步喂入、异步牵伸、交互变色、梯度配色,然后经中罗拉、前罗拉牵伸,并在前罗拉处形成加捻三角区,最终形成在形貌上有粗细变化、在颜色上有斑斓变化、在结构上有松紧变化的花式纱线[7]。
2.2 成纱原理
2.2.1 异步牵伸原理
(1)
2.2.2 成纱线密度
牵伸后的5根须条合并加捻形成纱线,如果不考虑捻缩效应,其线密度为ρy(tex),见式(2)(3)。
(2)

(3)
2.2.3 各通道混纺比
经五通道异步牵伸得到的5根须条合并后加捻形成纱线,各通道混纺比Ki,见式(4)(5)。
(4)
(5)
2.2.4 成纱捻度
设锭子转速为nd(r/min,)钢丝圈速度为nt(r/min),管纱卷绕半径为dx(cm),纱线卷绕速度为nw(r/min),则纱线卷绕方程见式(6),纺纱时纱线捻度方程见式(7)。
nw=nd-nt×Vq/(πdx)
(6)
Tw=nd/Vq-1/(πdx)
(7)
3 五通道数控环锭纺纱调控机制
3.1 五通道牵伸比调控机制
五通道数控环锭纺纱系统中,控制系统与伺服系统联合调控前罗拉、中罗拉及5个后罗拉的线速度,若5个后罗拉和中罗拉、前罗拉的线速度分别为V1、V2、V3、V4、V5、Vq,则各通道牵伸比见式(8)。
(8)
因此,只需通过伺服控制系统调控7个罗拉的线速度V1、V2、V3、V4、V5、Vq,即可调控各通道牵伸比及总牵伸比。
3.2 成纱线密度调控机制
五通道环锭纺纱系统成纱线密度见式(9)。
(9)
因此,通过调控5个通道的牵伸比e1、e2、e3、e4、e5,即可调控五通道环锭纺纱系统的成纱线密度。
3.3 成纱混纺比调控机制
将不同原料或不同颜色的5根粗纱ρ1、ρ2、ρ3、ρ4、ρ5喂入五通道环锭纺纱牵伸系统,5根粗纱经牵伸、并合、加捻后成纱线密度为ρy,各通道混纺比见式(10)。
(10)
因此,通过调控5个通道的牵伸比e1、e2、e3、e4、e5,即可调控五通道环锭纺纱系统的成纱混纺比形成多彩纱线。
3.4 成纱捻度调控机制
五通道环锭纺纱系统纱线的捻度见式(11)。
Tw=nd/Vq-1/(πdx)
(11)
因此,通过调控锭子的转速nd和前罗拉的线速度Vq,即可调控五通道环锭纺纱系统的成纱捻度。
4 五通道数控环锭纺纱五基色混色色谱构建
4.1 五通道异步牵伸环锭纺纱成纱颜色值

4.2 五通道环锭纺纱五基色混色模式构建
选取五基色彩色纤维α、β、γ、δ、ε,分别进行单通道、二通道、三通道、四通道、五通道纺纱,可分别得到五基色的一次色、二次色、三次色、四次色、五次色。五基色混色纺纱模式如表1所示[8]。
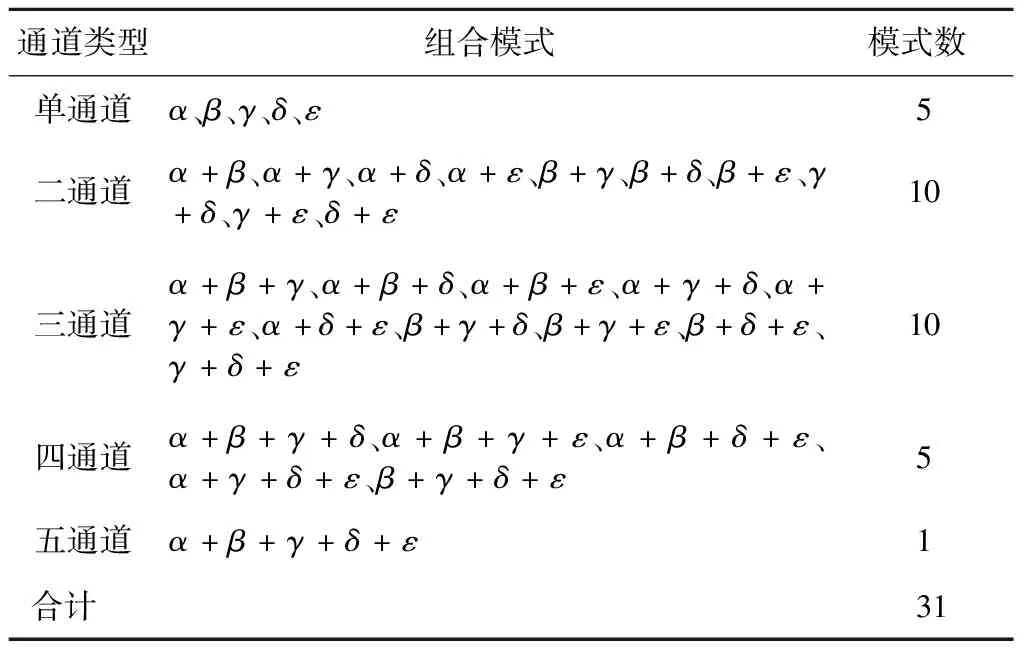
表1 五基色混色纺纱模式
4.3 五通道环锭纺纱五基色混色色谱构建
针对五基色彩色纤维α、β、γ、δ、ε,其颜色值为α(Rα,Gα,Bα)、β(Rβ,Gβ,Bβ)、γ(Rγ,Gγ,Bγ)、δ(Rδ,Gδ,Bδ)、ε(Rε,Gε,Bε),每种彩色纤维取样质量为Mα、Mβ、Mγ、Mσ、Mε,且Mα=Mβ=Mγ=Mσ=Mε。
将各彩色纤维质量Mα、Mβ、Mγ、Mσ、Mε进行离散化处理并构建如下质量序列:
0,1/255×Mα,2/255×Mα,…,(i-1)/255×Mα,…,254/255×Mα,Mα0,1/255×Mβ,2/255×Mβ,…,(j-1)/255×Mβ,…,254/255×Mβ,Mβ0,1/255×Mγ,2/255×Mγ,…,(τ-1)/255×Mγ,…,254/255×Mγ,Mγ0,1/255×Mδ,2/255×Mδ,…,(ξ-1)/255×Mδ,…,254/255×Mδ,Mδ0,1/255×Mε,2/255×Mε,…,(ω-1)/255×Mε,…,254/255×Mε,Mε
(i,j,τ,ξ,ω=1,2,3,...,254,255,256)。
设Eα、Eβ、Eγ、Eδ、Eε为五基色纤维混合比,则:
Eα=[(i-1)]/[(i-1)+(j-1)+
(τ-1)+(ξ-1)+(ω-1)]
Eβ=[(j-1)]/[(i-1)+(j-1)+
(τ-1)+(ξ-1)+(ω-1)]
Eγ=[(τ-1)]/[(i-1)+(j-1)+
(τ-1)+(ξ-1)+(ω-1)]
Eδ=[(ξ-1)]/[(i-1)+(j-1)+
(τ-1)+(ξ-1)+(ω-1)]
Eε=[(ω-1)]/[(i-1)+(j-1)+
(τ-1)+(ξ-1)+(ω-1)]
则五基色纤维混合后的颜色值求解如下:
或:
5 基于五通道数控环锭纺纱系统生产特种花式纱
5.1 纱线的结构参数
表达纱线宏观形貌特征的参数称为纱线的结构参数,具体包含:纱线的线密度ρ(tex);捻度Tw(捻/m);色纤维混纺比Eα、Eβ、Eγ、Eδ、Eε;粗细节长度L(mm)。
5.2 数字化纱线模型构建
纱线是细而长的纤维集合体,其结构参数(线密度、混纺比、捻度)决定了纱线的形貌(粗细变化)、色彩(混纺比)、力学性能(捻度)等性质[9]。表示纱线宏观形貌特征的参数称为纱线的结构参数,具体包含:纱线的线密度ρi(tex),捻度Tw(捻/m),色纤维混纺比Eα、Eβ、Eγ、Eδ、Eε,粗细节长度L(mm),则纱线的数字化模型可表示为:(ρi,Twi,Eαi,Eβi,Eγi,Eδi,Eεi,Li),(i=1,2,…,n),或者表示为如下矩阵:
5.3 基于结构参数的纱线分类
五通道数控环锭纺纱系统采用在线方式调节纱线结构参数(纱线线密度、捻度、色纤维混纺比、段长等)可以在色彩、粗细、捻度3个维度沿长度方向进行规律变化,将多种色彩、形态及结构集成在1根纱线上生产特种花式纱线。
基于上述机制和纺纱平台,可精准控制五色粗纱混纺比保持恒定,以任一混色比纺制线密度恒定的全色谱彩色纱;可精准控制五色粗纱混纺比按照指定规律变化,纺制色彩分段分布、线密度恒定的全色谱段彩纱;可精准控制五色粗纱混纺比按照渐变方式变化,纺制色彩渐变分布、线密度恒定的全色谱渐变纱;可精准控制五色粗纱混纺比按照渐变方式变化,纺制色彩渐变分布、线密度分段变化的全色谱双渐变纱;可精准控制五色粗纱混纺比恒定不变,纺制色彩恒定分布、线密度分段分布的全色谱竹节纱;可精准控制五色粗纱混纺比及线密度分段变化,纺制色彩、线密度均分段变化的全色谱段彩竹节纱[10]。
基于Photoshop软件模拟纱线外观,纱线外观模拟图见图3。
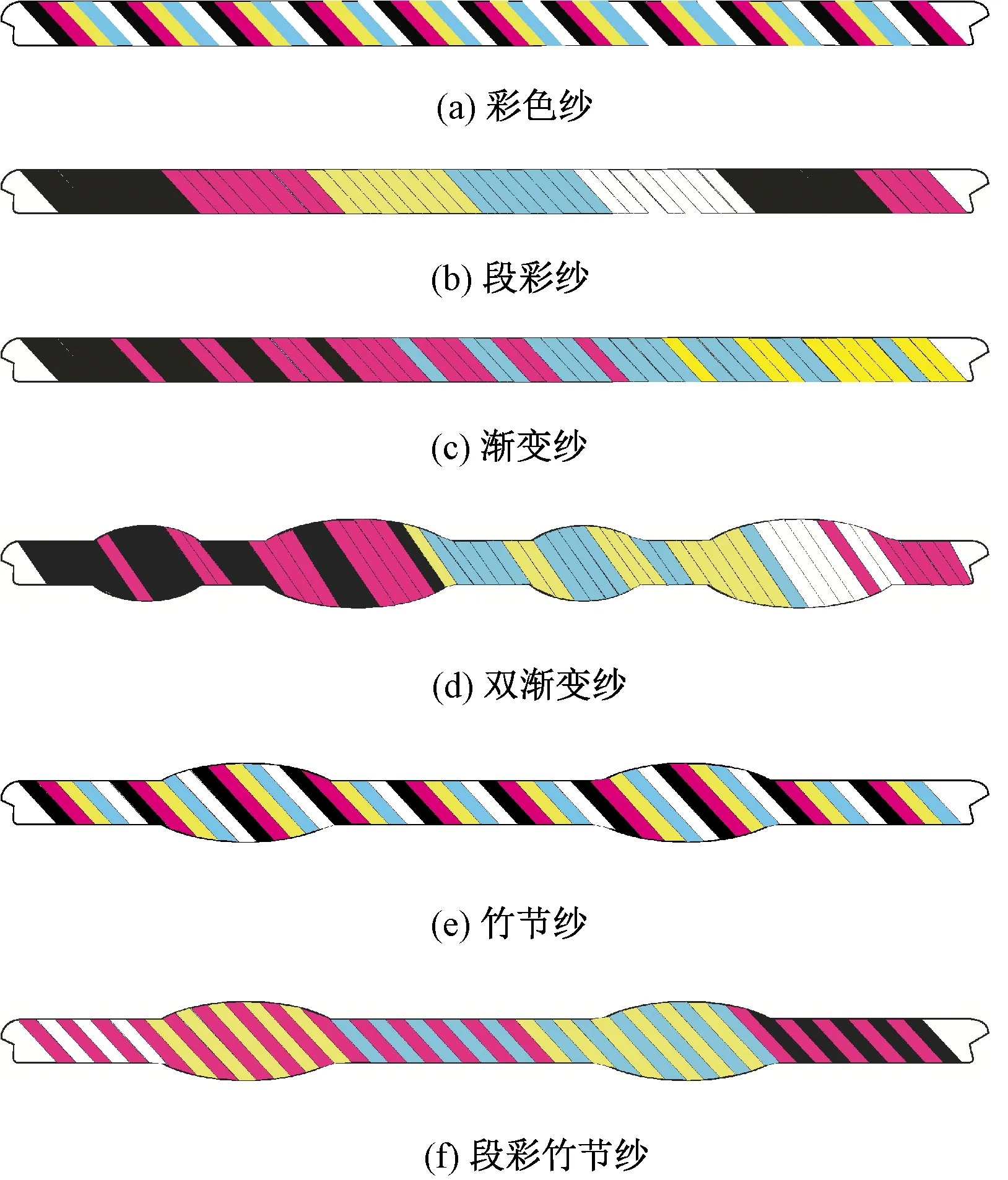
图3 纱线外观模拟图
6 结束语
本文以发展柔性化纺纱技术为出发点,研讨了五通道数控环锭纺纱系统,系统采用PLC与伺服驱动器数字化协调控制的方式,以纺纱原理与混色模式、混色色谱为理论依据,通过线密度调控机制、混纺比调控机制等成纱机制控制成纱的形状、颜色,可以实现多品种纱线的一体化加工,生产混色纱、段彩纱、渐变纱、竹节纱、段彩竹节纱以及双渐变纱等花式纱,较现有纺纱技术,五通道数控环锭纺纱系统生产的彩色纱混配颜色更加多彩,纱线形状更加多样,但此系统并不完善,依然存在人工智能化程度低,纺纱生产参数控制不精确,五基色混色色谱的可视化、花式纱线的品种设计等亟待解决的问题。
