Nb对NiTi微激光焊缝组织M-A相变温度的影响*
2020-12-08尹立孟孙松伟陈玉华
苏 倩,尹立孟,孙松伟,陈玉华
(1. 南昌航空大学 无损检测技术教育部重点实验室,南昌 330063; 2. 重庆科技学院冶金与材料工程学院 重庆 4013311; 3. 南昌航空大学 江西省航空构件成形与连接重点实验室,南昌 330063)
0 引 言
NiTi合金是应用最广泛的形状记忆合金之一,不仅因其优异的形状记忆效应和超弹性,同时它具有良好的阻尼、抗腐蚀、生物相容性等特点,在航天航空、医疗器械及仪器仪表等领域具有潜在应用价值[1-4]。然而,NiTi-SMA的马氏体-奥氏体(M-A)相变温度易受组织化学成分、热循环等因素影响,导致与母材相变温度点不一致[5-7],影响NiTi-SMA焊接结构的实际应用。
NiTi-SMA的M-A相变温度点即:马氏体相与奥氏体相的起始(Ms, As)与终了(Mf, Af)温度点[8]。采用表面处理技术,杨成功[9]等在NiTi基材上镀镍,同时时效处理,获得焊缝相变温度与基材相变温度相近的激光焊接接头,而镍元素易导致焊缝形成脆性相,如Ni3Ti,从而恶化接头力学性能[9]。王蔚[6]探索向焊缝引入Ce和La,结果表明,M-A相变温度点Ms、Mf及As、Af,因焊缝引入稀土元素的而升高,且接头机械力学性能也表现出相同趋势[6]。然而,La和Ce具有放射性,且价格昂贵,距离实际应用有待进一步研究。综上所述,无较好方案解决NiTi-SMA激光焊焊缝金属相变温度改变的问题。
国内外学者注意到Nb元素对NiTi-SMA性能有一定影响,并已展开广泛研究[10-12]。Min Piao[13]研究了三元NiTiNb合金的微观组织和Ms温度。随着Nb元素的增加Ti50-x/2Ni50-x/2Nbx的微观组织:B2相→初始B2相+共晶体→共晶体→初始Bcc相+共晶体[13]。NiTi-SMA的相变温度的改变是因为Nb元素加入改变了基体Ti元素与Ni元素的比例。Jing Li[14]研究了Nb添加量对NiTi-SMA组织及性能的影响。结果表明,NiTi-SMA基体未发生变化,随着Nb含量的升高,基体中形成β-Nb和TiNb,同时基体母相衍射峰强度变弱[14]。综上所述,NiTi-SMA的微观组织、相变温度、机械力学性能等受Nb元素的影响较大,但鲜有报道焊缝组织及性能受Nb元素的影响。
本文采用Nb丝填充材料实现板厚0.2 mm的NiTi-SMA激光微焊接,并对焊缝金属焊后热处理。探索Nb对焊缝微观组织及M-A相变温度的影响。为调控NiTi-SMA激光焊焊缝组织及相变温度提供理论指导和数据支撑。
1 试 验
1.1 试验原材料
本文采用板厚0.2 mm的热轧态Ti-49.4% Ni(at.%, 简称NiTi-SMA)形状记忆合金,尺寸:30 mm×20 mm×0.2 mm,纯Nb丝直径0.1 mm作为填充材料,向焊缝引入Nb元素。为了去除NiTi-SMA表面的氧化膜,采用HF:HNO3:H2O=1∶4∶5混合溶液浸泡3 min,清洗晾干。试验材料物理性能如表1所示。

表1 试验材料物理性能
1.2 试验过程
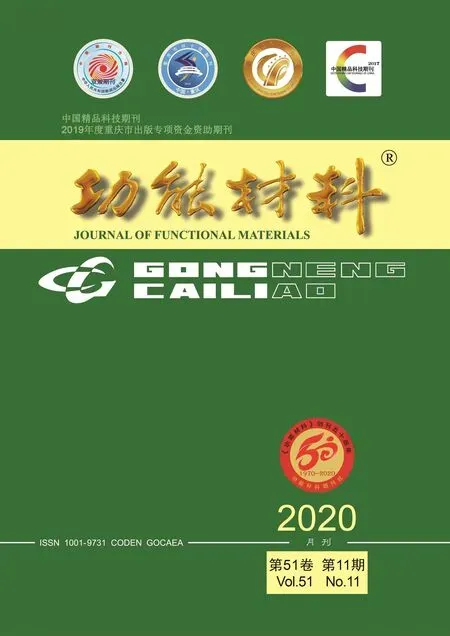
采用激光平均功率为80 W的SL80型Nd:YAG激光焊接系统,焊接过程采用氩气保护(10 L/min),焊前排除保护罩内空气,如图1所示。根据前期试验结果,选取最佳焊接参数,脉冲宽度8.0 ms、脉冲频率3.0 Hz、焊接速度0.3 mm/s,焊接功率10.4 W。时效处理采用SX3-14-10箱式电阻炉,时效温度600 ℃,保温时间1 h,空冷。
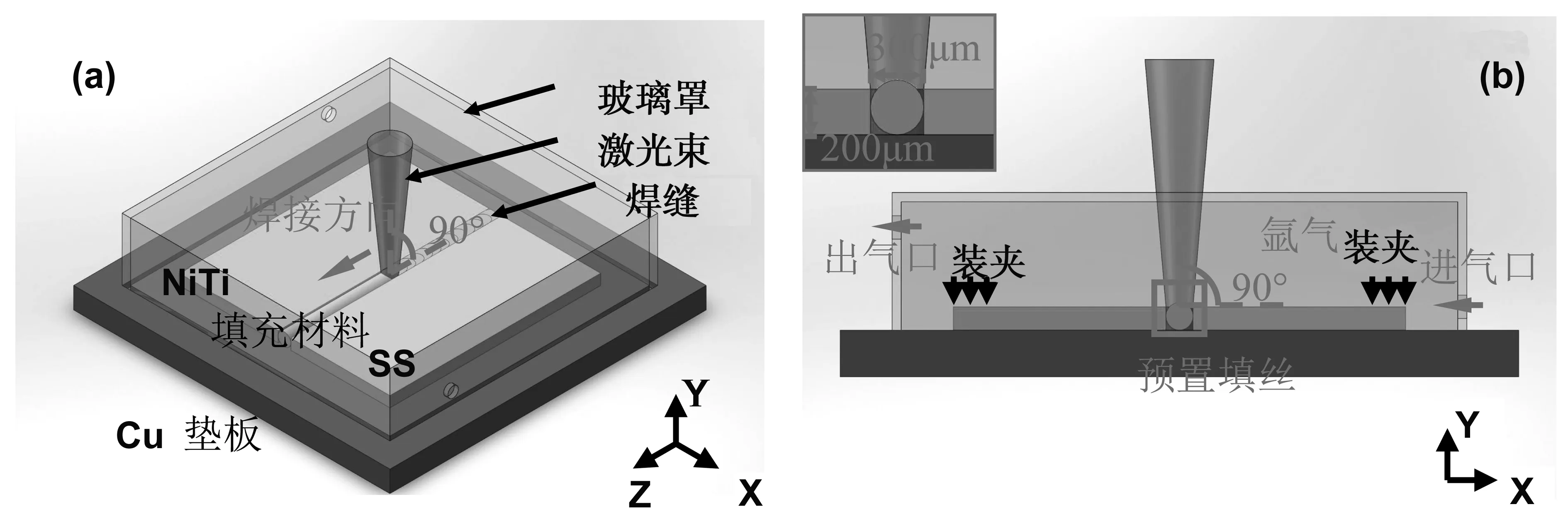
图1 焊接方法示意图Fig 1 Schematic of laser welding method
1.3 分析及表征
制备金相试样,混合酸:HF∶HNO3∶H2O=1∶4∶5腐蚀10~15 s,采用倒置金相显微镜(MR5000)、型场发射扫描电镜(NOVA NANOSEM 450)及其附带的型能谱分析仪(OXFORD X-Max)分析接头微观组织、微区衍射仪(Rigaku Rapid IIR)分析接头物相组成,并采用差式扫描量热仪(200F3)测试焊缝微观组织M-A相变温度,测试温度:-150 ℃~100 ℃,升/降温速率:10 ℃/min,降温使用液氮。
2 试验结果
2.1 Nb对焊缝微观组织的影响
NiTi/Nb/NiTi接头横截面的宏观形貌,如图2所示,接头近似对称,由NiTi-SMA母材-焊缝-NiTi-SMA母材组成。Nb熔点(2468 ℃)较形状记忆合金NiTi母材(1 310 ℃)高,因此,部分Nb丝未完全熔化;同时,焊缝呈“碗状”,如图2(a)所示。熔合线附近晶粒呈柱状晶,受夹具及背部垫板快速散热的作用,熔合线固液界面过冷度大,液态金属凝固速度快,故易形成垂直于熔合线的柱状晶。焊缝中引入Nb元素,导致含Nb低熔点共晶易聚集于NiTi相界,形成低熔点液相层,减缓NiTi-SMA晶粒生长速率,获得细小的等轴晶[4,15]。此外,焊缝出现岛状的宏观偏析,如图2(b)所示。分析认为,Nb元素加入后,焊缝金属与NiTi-SMA母材熔点产生较大差异造成的[4,15]。图2(c)中a、b点EDS结果如表2所示。其中,点a处元素成分为Ti:48.57%、Ni:48.40%、Nb:3.03%,该区域的Ni、Ti原子比为1.00∶1.00;点b处元素成分为Ti:48.13%、Ni:48.41%、Nb:3.46%,该区域的Ni、Ti原子比为1.006∶1.00,两点处Ni、Ti原子比相近。而NiTi-SMA母材原子成分比为Ti:49.7%、Ni:50.3%,母材的Ni、Ti原子比为1.01∶1.00,可以看出焊缝中Ni、Ti原子比与母材差异不大。在一定程度上增大了焊缝组织Ti原子含量。

图2 NiTi/Nb/NiTi接头的横截面形貌不同脉宽:(a)接头宏观形貌;(b)A区放大图;(c)B区放大图Fig 2 Macroscopic morphology of NiTi/Nb/NiTi joint:(a) Macroscopic morphology of the joint; (b) Enlarged view of area A; (c) Enlarged view of area B

表2 图2(c)中各点EDS结果(原子比,%)
焊缝中心位置的XRD测试结果如图3所示,结果表明,焊缝金属主要有B2、B19′和NbTi组成,B19′相出现与焊缝Ti原子相对含量增大有关,Ti原子含量增大可提升Ms相变温度点。然而,NbTi的形成将消耗基体中Ti原子,导致焊缝金属基体中的Ti含量降低,降低基体NiTi相中Ti/Ni原子比[2,5]。

图3 NiTi/Nb/NiTi接头焊缝XRD测试结果Fig 3 XRD patterns of the weld metal of NiTi/Nb/NiTi joint
2.2 Nb对焊缝M-A相变温度的影响
焊缝与母材DSC测试结果,如图4所示,结果表明,在DSC冷却过程中,母材和焊缝相变过程为:B2→R→B19′,在奥氏体向马氏体转变过程中均出现R相,R相的 形成,是因为奥氏体形成R-相势垒低于奥氏体直接形成马氏体势垒。加热过程中:B19′→B2相变过程不出现中间相R-相。焊缝在加热或冷却过程中的放热峰或吸热峰均较母材小。
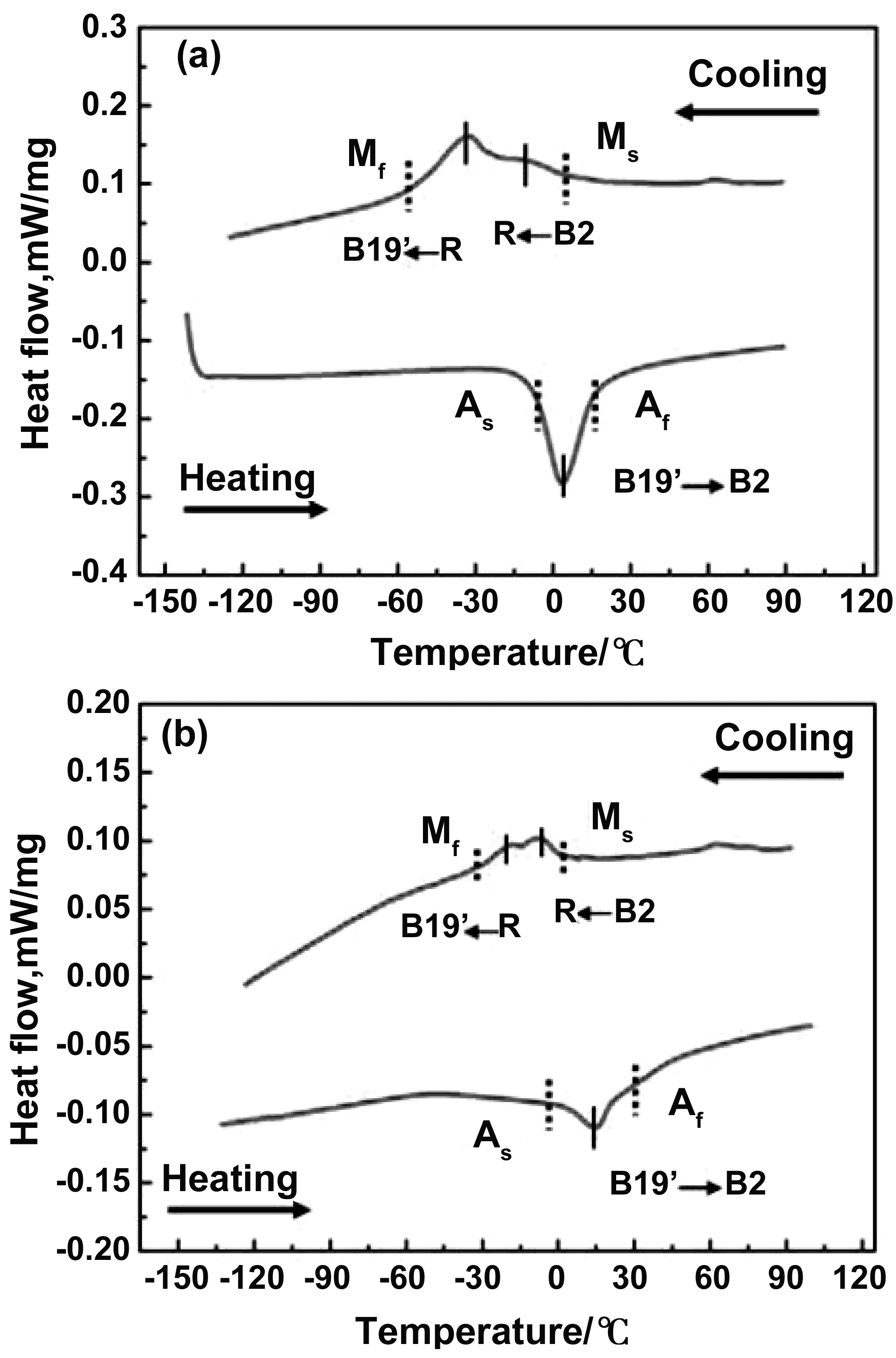
图4 DSC测试曲线:(a) NiTi母材; (b) NiTi/Nb/NiTi接头焊缝金属Fig 4 DSC test curve:(a) NiTi-SMA base metal; (b) The weld metal of NiTi/Nb/NiTi joint
2.3 时效处理对焊缝金属M-A相变温度的影响
时效处理温度600℃,保温时间1h,空冷后,对焊缝XRD测试,其结果如图5所示。焊缝B19′经过时效处理后被消除,同时焊缝析出Ni4Ti3。Ni4Ti3被认为是NiTi与NiTi3之间的中间相,Ni4Ti3的析出会影响M-A相变温度[2,5]。时效处理导致焊缝析出Ni4Ti3这一现象,在前人工作中已被多次证实[16]。

表3 NiTi母材以及焊缝金属相变温度点测量值(℃)

图5 600 ℃焊后热处理接头焊缝金属XRD测试结果Fig 5 XRD patterns of the weld metal of PWHT at 600 ℃
时效处理后,焊缝DSC测试结果,如图6所示,结果表明,600℃时效处理导致焊缝金属逆相变过程中出现R相。分析认为,该时效处理温度下,焊缝析出Ni4Ti3,导致M-A相变过程中出现R-相[17-18]。600 ℃时效处理后,焊缝相变温度点分别为:As=-7.08 ℃,Af=38.67 ℃,Ms=18.77 ℃,Mf=-51.54 ℃,相变滞后As-Ms=-25.85 ℃。NiTi母材相变(表3):As=-8.23 ℃,Af=16.61 ℃,Ms=12.36 ℃,Af=-50.32 ℃,相变滞后As-Ms=-20.59 ℃。因此,“Nb元素调控 +600 ℃时效处理”可调控NiTi形状记忆合金焊缝组织M-A相变温度,使焊缝M-A相变温度与母材相变温度趋于一致。

图6 600 ℃焊后热处理接头焊缝金属DSC测试曲线Fig 6 DSC test curve of the weld metal of PWHT at 600 ℃
3 讨 论
为了得到与母材相变温度相近的焊缝金属,“添加0.10 mm Nb丝+时效处理”是一种可行的方法[5]。根据马氏体相变理论,当T=Ms时,ΔGA→M(T)=0,并由化学自由能得平衡温度T0=ΔH/ΔS,可将Ms、As相变温度点分别表示为式(1)、(2)[5,18]:
(1)
(2)

焊缝微观组织化学成分因添加Nb丝而发生改变,Nb元素引入焊缝,形成NbTi金属间化合物,可降低基体中Ti的含量,导致基体Ni、Ti比发生改变,从而影响焊缝组织M-A相变温度。同时,部分Nb固溶于基体母相中,置换掉基体B2相中的Ti,进一步降低Ti/Ni比例,改变M-A相变温度[5,19-20]。合金基体中Ti/Ni原子比降低,影响T0减小,因此,焊缝添加的Nb元素可使焊缝金属的Ms、As下降[5,19]。

600 ℃时效处理使焊缝金属的Ms点温度升高,分析认为,时效处理消除了部分焊接残余应力,降低了焊缝应力水平,并且减小焊缝组织位错密度。因此,低的位错密度和小的残余应力条件下,马氏体相变更易发生,从而使得Ms升高[4-5]。600 ℃时效处理,焊缝金属析出Ni4Ti3相,使得焊缝金属基体中Ni/Ti原子比降低,会使得T0数值变大[5,19]。根据式(1)、(2)可知,T0数值变大使得Ms、As点降低。综上所述,在多因素影响下,“Nb元素调控 +600 ℃时效处理”复合方法最终可使Ms相变温度点升高。
4 结 论
(1)添加Nb丝,在脉冲宽度8.0 ms、脉冲频率3.0 Hz、焊接速度0.3 mm/s,焊接功率10.4 W时,可获得无缺陷的NiTi/Nb/NiTi激光微焊接头。焊缝微观组织主要由B2、B19′、NbTi、Nb以及(NiTi, Nb)固溶体组成。600 ℃时效处理后接头焊缝组织主要由B2、Ni4Ti3组成。
(2)复合法处理焊后接头获得焊缝金属的As=-7.08 ℃,Ms=18.77 ℃,与母材相变温度接近,认为“Nb元素调控 +600 ℃时效处理”是一种可行的复合方法。
(3)焊缝组织中添加Nb元素,焊缝组织形成NbTi,时效处理,焊缝基体析出Ni4Ti3,该复合方法可提升Ms相变温度。