新型无粘结剂聚晶氮化硼材料的飞秒激光加工研究
2020-12-08陈俊云赵灼铮赵智胜SOLDATOVAlexander
陈俊云,赵灼铮,赵智胜,SOLDATOV Alexander V.
(1.燕山大学 机械工程学院,河北 秦皇岛 066004;2.燕山大学 亚稳材料制备技术与科学国家重点实验室,河北 秦皇岛 066004;3.燕山大学 车辆与能源学院,河北 秦皇岛 066004;4. 吕勒奥理工大学 工程科学与数学系,瑞典 吕勒奥 SE-97187)
0 引言
聚晶立方氮化硼(Polycrystalline Cubic Boron Nitride, PcBN)具有硬度高、韧性好、耐磨性高等优点,在加工黑色金属时的材料去除效率可以达到金刚石的10倍,经济效益显著,综合加工成本相对较低[1]。因此,PcBN在切削、磨削等加工领域的应用十分广泛,也是非常有潜力的超硬刀具原材料。但是目前工业上所使用的PcBN材料都含有金属或陶瓷粘结剂,粘结剂的存在一定程度上提高了聚晶块材的断裂韧性(3~6 MPa·m0.5),但会降低其硬度(Hv30 GP左右),并且导致其耐磨性和热稳定性显著降低。最近燕山大学高压科学中心田永君科研团队在工业压力下(5~7 GPa)合成出了无粘结剂的聚晶氮化硼块材,它的物理性能优于工业上广泛应用的PcBN材料,硬度和断裂韧性分别达到Hv=40~50 GPa、KIC=8~10 MPa·m0.5,另外空气中抗氧化温度大于1 200 ℃[2]。因此新型聚晶氮化硼块材将成为铁基金属、硬质合金等零部件精密和超精密切削的重要刀具材料,该材料的高效率、高精度加工技术亟待进一步探索。
目前飞秒激光技术广泛应用于工业、军事、医疗等领域,尤其在超硬材料的加工方面优势显著。这是因为它的瞬时能量非常高[3],而且作用时间极其短[4],对材料的去除效率高,性能稳定,对非加工区域无附加影响,可以实现精准的靶向加工。如SUZUKI等[5]使用飞秒激光对圆柱形单晶金刚石进行了加工,通过三维加工技术制造了用于加工非球面模具的金刚石铣刀,然后使用该铣刀对无粘结剂的平面碳化钨模具进行了切削实验,获得的模具精度约为100 nm。AMAMOTO等[6]采用波长为1 060 nm的脉冲激光对纳米多晶金刚石刀具的成形技术进行了探究,通过在中心立柱上安装能够聚焦激光束的镜面阵列,并按照CAD/CAM系统计算出的路径对工件表面进行扫描,成功地开发了一种适合于纳米多晶金刚石刀具的激光加工技术。YOSHINORI等[7]使用200 kHz的飞秒激光对无结合剂的多晶金刚石进行了球头铣刀制备实验,通过激光磨削法对多晶金刚石进行了抛光加工,刀具的表面几乎没有出现石墨化现象。WARHANEK等[8]使用飞秒激光对聚晶金刚石进行了镗孔刀具加工实验,通过与电火花加工法的对比分析,发现了飞秒激光具有无磨损去除材料的优势。可以看出,飞秒激光技术的脉冲宽度小、热效应低,非常适合超硬材料刀具的高精度制造。因此,本文采用飞秒激光加工技术,通过实验研究新型聚晶氮化硼块材的加工特性及材料去除机理。
1 实验设备和样品
实验中所用的材料是新型聚晶氮化硼圆柱形块材,其性能参数如表1所示。

表1 无粘结剂聚晶氮化硼性能参数Tab.1 Performance parameters of polycrystallineboron nitride without binder
本实验基于WOP公司开发的FemtoLAB飞秒激光微加工系统,该系统主要由三部分组成,即激光加工部分、操作平台部分、辅助装置部分。激光加工部分包括掺钛蓝宝石飞秒激光发射器、激光传送单元等。飞秒激光系统的工作原理如图1所示,飞秒激光束首先由掺钛蓝宝石飞秒激光器发射,在激光传送单元和反射镜的共同作用下,改变运动的方向,使其可以投射在被加工物体的表面;然后利用计算机控制聚焦元件进行对焦;通过控制操作平台的高精度移动,并借助于CCD摄像机对样品加工表面进行精确地定位和实时监控,各个部分协同配合,共同完成加工过程。然后使用扫描电子显微镜(SEM, Scios, Thermo Fisher)对聚晶氮化硼材料烧蚀孔与微槽的形貌进行了检测,使用原子力显微镜(AFM, Dimension Icon, Bruker公司生产的型号)对聚晶氮化硼的表面粗糙度进行了检测。
2 烧蚀阈值计算和烧蚀孔形貌
2.1 烧蚀阈值计算方法及单脉冲阈值
飞秒激光加工聚晶氮化硼材料时,只有当能量密度超过某一临界值后才能产生有效的材料去除,这个临界值就是烧蚀阈值。激光的能量密度低于烧蚀阈值就不会产生烧蚀;另一方面能量密度过高,则会使材料表面因过度烧蚀产生各种缺陷,因此烧蚀阈值是控制材料去除效率及加工精度的重要参数。所以本文首先通过理论计算和单点烧蚀实验研究聚晶氮化硼材料的烧蚀阈值。
飞秒激光束在空间的能量分布近似于高斯函数分布,如图2所示,其空间能量的表达式为[9]
(1)
式中,R为飞秒激光束的最小截面半径;d为测量点到飞秒激光中心的距离;I0为飞秒激光中心的峰值能量密度。
当飞秒激光烧蚀区域的直径为D时,飞秒激光去除材料所需的最小能量密度为Ik,Ik就是材料的烧蚀阈值,它们之间的关系式满足
(2)
通过整理可以得到

(3)
飞秒激光的脉冲能量为
(4)
飞秒激光的功率与脉冲能量的关系为

(5)
式中,f为脉冲重复频率;P为激光的功率。
根据以上公式可以推出
(6)
结合式(4)与(7)可以得出
D2=2R2ln(Ft)-2R2ln(Fk),
(7)
取D2与lnP的线性关系式:

(8)
这里通过多组实验测量不同功率的飞秒激光束烧蚀聚晶氮化硼后得到的圆孔直径,再通过直线拟合及计算分析,就可以得到聚晶氮化硼单脉冲烧蚀阈值Ik,相关实验参数如表2所示。
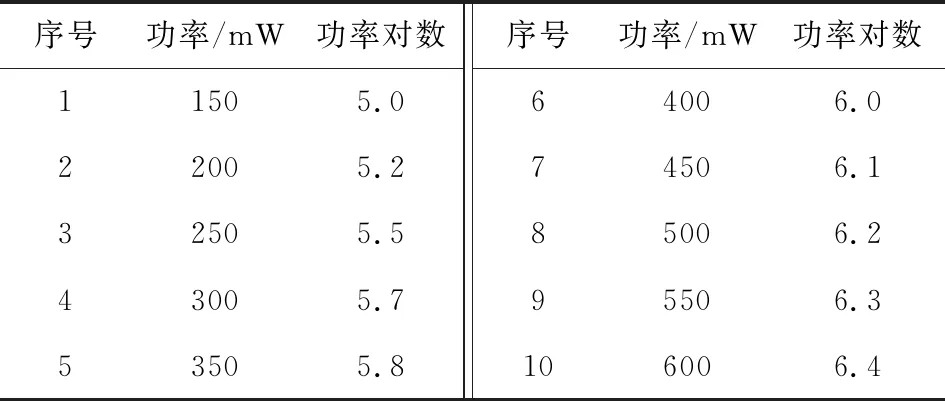
表2 计算飞秒激光烧蚀阈值的实验参数Tab.2 The experimental parameters for calculating ablation threshold of femtosecond laser
通过改变飞秒激光的相关参数对聚晶氮化硼材料进行单脉冲烧蚀阈值实验,结果显示随着飞秒激光的功率递增,所得的烧蚀直径越来越大,并且烧蚀直径的平方与飞秒激光功率的对数存在线性关系,如图3所示。根据对烧蚀阈值的理论分析以及实验结果计算,得到聚晶氮化硼的单脉冲烧蚀阈值为0.593 J/cm2。
2.2 多脉冲烧蚀孔的形貌分析
飞秒激光在不同功率下加工聚晶氮化硼样品后的表面形貌如图4所示,在低功率加工材料时飞秒激光的去除机理是以弱烧蚀为主,被加工区域附近没有残留碎屑、裂纹及其他缺陷,如图4(a)和(b)所示,表明此时在聚晶氮化硼表面进行的是熔化与汽化过程。当激光功率达到40 mW时,在被加工区域的侧壁开始出现周期性纳米条纹结构,如图4(c)和(d)所示,这是因为先入射的飞秒激光在材料内部有辐射残余[10],并且这种辐射残余在材料内部以电磁波的方式进行传递,当它们与后面入射的飞秒激光发生干涉作用后就会导致材料侧壁的能量吸收不均匀,对材料产生破坏作用,生成大量的纳米条纹结构。在高功率条件下,被加工区域的侧壁还出现了重铸颗粒,见图4(d),这种现象表明采用高功率加工时,材料会出现相变现象,这是因为在一瞬间飞秒激光具有很高的峰值功率,随后激光会迅速地将能量传递给内部电子,内部电子发生电离后产生自由离子,当电离产生的离子与晶格发生碰撞后就会将能量传递给晶格,晶格的温度会随着能量的积累而升高,然后晶格的高温导致材料出现相变现象。
3 激光加工微槽及平面的实验分析
采用飞秒激光对聚晶氮化硼进行直线微槽加工,通过改变飞秒激光的入射功率、扫描速度研究不同实验参数对微槽的形貌、尺寸的影响规律。然后通过平面加工实验分析飞秒激光的加工精度。实验结果也可以为飞秒激光加工聚晶氮化硼的材料去除效率提供参考。
3.1 飞秒激光参数对微槽尺寸的影响
如图5 所示,随着入射功率的增加,微槽的宽度越来越大。由于飞秒激光束的高斯分布,激光束中心位置的能量最高,距离中心越远的位置能量越低,所以在入射功率很低的条件下只有光束中心附近的区域才有材料去除,而其他区域的能量密度低于烧蚀阈值。当功率逐渐增大时,飞秒激光的能量密度超过烧蚀阈值的区域也逐渐扩大,即材料去除面积增加。并且入射功率逐渐提高时,激光里携带的光子数量也在不断增加,当光子的数量增大到一定程度后,电子就会与大量的光子发生反应形成多光子电离。多光子电离的效率与飞秒激光的强度密切相关,激光强度越高则多光子电离的效率就越高。此外当飞秒激光的功率较大时,种子电子就会吸收能量使动能不断地提升,当种子电子撞击原子后就会产生两个新的自由电子,当此过程循环发生后自由电子的数目就像雪崩一样快速增长,形成雪崩电离[11],从而提高了材料去除的速率。所以高功率条件下聚晶氮化硼的材料去除效率较高。
从图6可以看出,随着飞秒激光扫描速度的增加,直线微槽的宽度逐渐减小,这是因为当飞秒激光扫描速度变大时光斑的重叠率下降,在同一位置、单位时间内激光的能量密度与光斑的重叠率成反比。所以当激光扫描速度提高后,被加工材料表面辐射的激光能量密度降低,即在相同入射功率下聚晶氮化硼的材料去除量减少。
3.2 微槽形貌及材料去除机理分析
当扫描速度为0.1 mm/s,不同激光功率条件下的微槽形貌如图7所示。
激光功率为200 mW时聚晶氮化硼槽底部出现了大量的沉淀物,如图7(a)所示,这是因为低功率无法使底部的材料被充分地烧蚀,而且此时加工出的直线槽内部空间偏小,导致了一部分被激光烧蚀后的残留物无法及时从母体材料上脱落逸出,最后在材料底部不断堆积形成沉淀物。当激光的入射功率增加到300 mW后,可以看到直线槽整体形貌良好,底部的材料可以有效去除,侧壁没有出现裂纹,说明此时聚晶氮化硼处于弱烧蚀状态,材料的去除方式以熔化、汽化为主。如图7(c)和(d)所示,激光功率高于400 mW时微槽侧壁出现了裂纹,表面质量非常粗糙。这是因为此时入射功率很强,导致作用在槽内部的激光能量密度过高,远远超过了烧蚀阈值,在材料的去除过程中发生了库伦爆炸[12]现象。也就是在激光强大的能量场作用下分子经过多次电离后会产生价态更高的离子,然后在其内部强静电场力的作用下,高价态的离子会生成更小的离子,并且离子的动能有了很大的提升,加快了从母体材料脱离的速度,当库伦爆炸的冲击波向外扩散后产生了大量的裂纹。此时,聚晶氮化硼的去除机理为快速熔化、快速汽化与库伦爆炸相结合的方式。
根据图7,激光功率300 mW时微槽的加工形貌较好,在此条件下分析扫描速度的影响,发现当扫描速度为1.0 mm/s时,聚晶氮化硼表面微槽的成形质量较好。如图8所示,直线槽的侧壁相对比较平整,没有出现较大的凹坑结构、颗粒物或裂纹,边缘比较清晰,加工质量较好。这说明此时被加工材料的内部不存在大量的热量积累,飞秒激光的能量可以被材料正常吸收。
3.3 飞秒激光加工平面的结果分析
根据上一节的实验结果,选用入射功率300 mW、扫描速度1.0 mm/s对聚晶氮化硼平面进行了激光加工,采用原子力显微镜(AFM)检测加工表面,结果如图9所示。
可以看出,飞秒激光加工的聚晶氮化硼表面较为平整,表面粗糙度为0.156 μm,这说明飞秒激光加工技术能够满足新型聚晶氮化硼刀具的制造精度要求。
综上所述,飞秒激光的入射功率对聚晶氮化硼的加工结果有着重要的影响。激光的入射功率高则材料去除效率高,但是会使材料表面发生过度烧蚀现象,严重破坏材料表面的微观结构,还会激发材料的内部缺陷,对其晶体结构造成不可逆的损伤。如果激光的入射功率很低,则加工效率下降,甚至不能有效地去除材料。扫描速度也是聚晶氮化硼加工中的重要参数,在扫描速度较高的条件下,激光束的重叠率很低,造成飞秒激光光斑过于分散、能量密度低。然而,低扫描速度会造成入射激光过于集中,重叠率过高使多束激光在很小的区域内反复烧蚀,进而破坏材料的内部结构,形成裂纹、凹坑、重铸颗粒等表面缺陷。在合适的入射功率和扫描速度条件下,能够在聚晶氮化硼表面获得亚微米级的表面粗糙度。
4 结论
本文采用飞秒激光加工技术研究了新型聚晶氮化硼材料的烧蚀工艺、形貌特征及材料去除机理,主要结论为:
1) 基于实验和理论计算得出聚晶氮化硼的单脉冲烧蚀阈值为0.593 J/cm2。
2) 激光功率和扫描速度是影响聚晶氮化硼加工形貌的两个重要参数,随着激光功率的提高微槽的宽度逐渐增加;扫描速度增加则微槽的宽度逐渐减小。
3) 功率高于40 mW时,在孔壁上形成了大量的周期性条纹结构;低能量密度时聚晶氮化硼材料主要以熔化、汽化为主,即弱烧蚀的形式去除,能量密度较高的条件下主要去除机理为快速熔化、快速汽化与库伦爆炸相结合的方式。
4) 飞秒激光加工中,激光功率越高则材料去除效率越高,扫描速度主要影响加工表面的能量密度即加工质量。在合适的激光参数下,能够在聚晶氮化硼表面获得亚微米级的表面粗糙度。
