“背包式”反应精馏集成过程研究进展
2020-12-07陆佳伟孔倩汤吉海张竹修崔咪芬陈献乔旭
陆佳伟,孔倩,汤吉海,2,张竹修,崔咪芬,陈献,乔旭,2
(1 南京工业大学化工学院,材料化学工程国家重点实验室,江苏南京210009;2 国家“江苏先进生物与化学制造协同创新中心”,江苏南京210009)
反应精馏(RD)是化学工业过程强化技术的成功典范之一。其将化学反应与精馏分离耦合在同一单元设备中同时进行,一方面利用精馏促进反应进行,提高转化率与选择性,降低过程能耗,节省设备投资;另一方面通过反应强化精馏分离,有效利用反应热、提高能量利用率,实现近沸或共沸体系的分离[1-3]。迄今为止,RD 技术已经在酯化[4]、醚化[5]、氯化[6]等可逆、连串反应中实现成功应用,并衍生出一系列先进RD 技术,如分隔壁反应精馏[7]、微波反应精馏[8]以及超重力反应精馏[9]等。然而,反应精馏的单元过程高度耦合导致其可用操作窗口小,同时受到反应条件、分离条件、设备尺寸以及催化剂装填方式等多方面约束[1,10],限制了其更广泛的应用,真正实现工业化的产品与过程依旧较少。
对此,有学者[11-13]提出将反应从塔内移至塔外进行,并构建了新型侧反应器-精馏塔集成结构(side-reactor column configuration,SRC),如图1所示[12]。侧反应器如同背包连接于(反应)精馏塔外部,通过循环流股实现两者质量、能量的相互交换,这种新型集成结构被形象地称为“背包式”反应精馏集成过程。由于反应与精馏在空间上相互独立,因而呈现出更多的优点:①能够突破传统反应精馏技术对于工况的限制(例如高压反应与减压精馏),拓宽应用范围[14];②反应量可以自由调整,易于实现反应能力与分离能力的最佳匹配[15-16];③反应器与精馏塔可以独立设计,催化剂装填、更换方便,易于工程放大[17-18]。

图1 “背包式”反应精馏不同集成结构
“背包式”反应精馏集成过程中侧反应器与精馏塔集成方式的灵活性,操作条件的可调控性,使其具有广泛的应用范围,但也导致系统设计变量增多,非线性程度加大,使得过程设计、优化与控制难度增大[19]。对此,本文从“背包式”反应精馏与传统反应精馏的等效性分析出发,综述了“背包式”反应精馏在模拟、优化、自动控制领域的研究进展,并归纳了该项技术的应用案例,以期为该技术的发展提供参考与借鉴。
1 等效性分析
传统反应精馏过程中,反应与精馏在塔板上同时进行,属于同一空间内的连续耦合,而对于“背包式”反应精馏过程,化学反应从塔内反应塔板转移至塔外侧反应器中进行,两者处于不同空间位置,属于离散集成。在集成方式具有显著差异性的情况下,SRC 过程与RD 过程是否具有等效性,能否达到一致的强化效果,成为SRC 过程应用首要关注的问题。
对此,研究者们分别从可逆反应与连串反应两个角度,对RD过程与SRC过程所能实现的强化效果,即转化率与选择性,以及两种集成过程塔内的温度、组成分布进行了探究。Ouni等[10]分别设计了甲基叔戊基醚(TAME)、异丁烯二聚的RD工艺以及SRC 工艺,结果发现,通过优化侧反应器操作参数,SRC 可以达到与RD 过程相一致的转化率以及选择性(TAME生产中,转化率达到90%;异丁烯二聚中,转化率达到99%,选择性达到95%)。王振松等[20]探究了甲酸与环己烯酯化生产甲酸环己酯的RD工艺以及SRC工艺,结果表明当两者具有相同的塔板数与再沸器热负荷,且SRC 过程侧反应器台数等于RD 过程反应塔板数,侧反应器温度、压力以及催化剂装填量等于反应塔板工艺条件时,两种集成过程塔内的温度与组成分布具有明显一致性,如图2(a)与图2(b)所示,且新鲜进料环己烯的转化率均接近100%。此外,针对连串反应,丁良辉等[21]以甲苯氯化体系为例,对RD 与SRC 过程的性能进行了对比,结果表明当塔板数与塔釜再沸蒸汽量相同时,采用4台侧反应器的SRC过程与采用7 块反应塔板的RD 过程塔内温度与组成分布具有明显一致性,如图2(c)与图2(d)所示,且塔釜产品的摩尔纯度皆可达到95%。由此可见,RD 过程反应与分离的集成,实质是质量与能量的集成,而非局限于将两者耦合在同一单元设备中进行操作,反应器与精馏塔离散集成的SRC 过程依然可以达到与连续耦合的RD过程相一致的强化效果。

图2 RD与SRC强化可逆、连串反应塔内温度、组成分布对比
此外,Luyben 等[22-23]进一步通过理想四组分可逆反应体系,对“背包式”反应精馏与传统反应精馏进行性能比较,指出SRC 集成过程的经济优势得益于侧反应器与精馏塔工况可以灵活选择,从而解决了传统反应精馏反应与分离温度不匹配的问题。丁良辉等[21]和徐骏等[24]分别研究了处于相同工况以及不同工况的甲苯氯化SRC工艺,结果表明,当SRC 处于不同工况时(反应与精馏各自处于最佳工况),能够提高产品纯度1 个百分点,提高产能60%以上,具有显著优势。由此可见,对于SRC过程,由于反应与分离的操作工况可以自由调节,更利于实现反应能力与分离能力的最佳匹配,从而获得理想的强化效果。
2 过程设计与优化
2.1 稳态模型与模拟
尽管“背包式”反应精馏具有广泛的应用前景,但在技术开发初期,需要建立严格的数学模型对集成过程进行可行性分析、设计优化以及经济评估。“背包式”反应精馏过程的稳态模型可由两部分构成,即精馏塔模型以及反应器模型[25-27]。两者都有成熟的计算理论与方法,对于精馏塔模型,常规的平衡级模型、非平衡级模型[28]以及非平衡池模型[29]依旧适用;对于反应器模型,则可以根据反应体系,结合实际动力学模型与反应器类型(全混流反应器以及活塞流反应器等)进行描述。然而,由于“背包式”反应精馏集成过程存在较多循环流股,且方程非线性程度高,模拟收敛较为困难。对此,有学者开始研究模型简化方法以加速收敛,主要包括Murphree 板效率改进模型以及独立反应量改进模型。
2.1.1 Murphree板效率改进模型
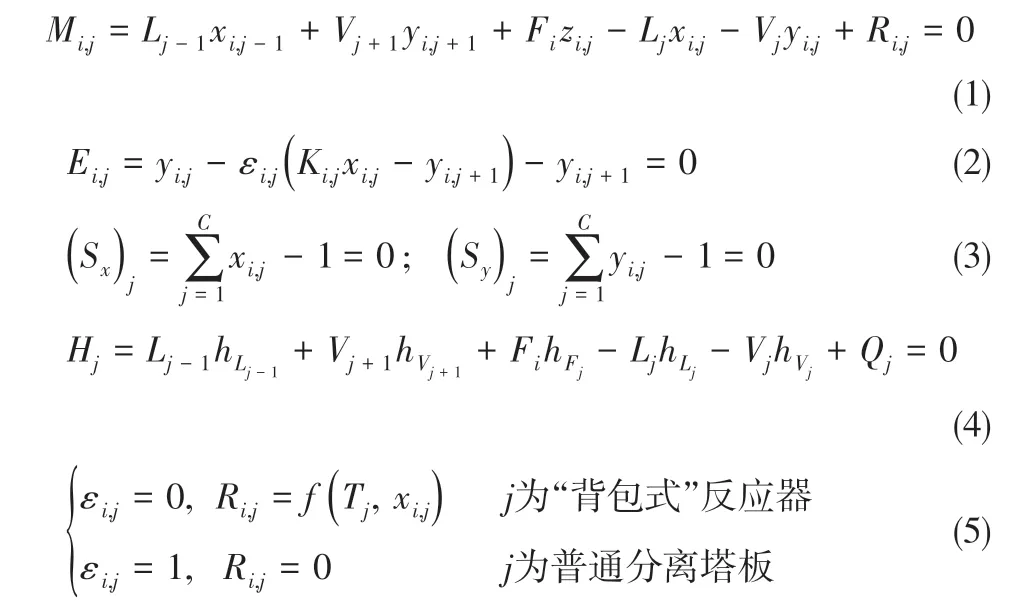
对于“背包式”反应精馏过程,由于与精馏塔相连接的侧反应器仅发生化学反应而不存在分离能力,周娇等[30]和刘彬彬等[31]提出将侧反应器当作一块没有分离能力的塔板插入与之相连接的塔板之间,并依此建立了Murphree 板效率改进模型。模型方程如式(1)~式(5)所示,其中,Murphree 板效率ε被用于衡量精馏塔板的分离能力,普通塔板的Murphree板效率设置为1且无反应发生,代表侧反应器的塔板Murphree 板效率设置为0 且有反应发生,此时,“背包式”反应精馏集成过程的模型与传统反应精馏塔MESHR 模型相类似。将其应用于模拟带有5个侧反应器的“背包式”反应精馏合成乙酸甲酯过程,与原多循环回路模型相比,模拟结果保持一致,但是收敛所需迭代次数从480次降至9 次,明显缩短了迭代收敛时间[31]。但是,该方法仅适用于塔板液相全采出时的“背包式”反应精馏集成过程模拟,对于液相部分采出或反应液返回至采出塔板上方的“背包式”反应精馏过程并不适用。
2.1.2 独立反应量改进模型
丁良辉等[32]认为“背包式”反应精馏过程模拟收敛困难是由于热力学与动力学模型的耦合加大了系统方程非线性程度,因此需要提供较好的初值才能获得稳定解。对此,提出将外部反应器内发生的反应量作为独立可控变量进行设计,称为“独立反应量”[32-34]。以典型连串反应为例,集成过程的平衡级模型如图3所示,将A的进料流量设为独立反应量进行单独设定,通过式(6)~式(13)的求解,就可完成对主、副产物转化率的计算,完成侧反应器部分模拟,避免反应动力学的直接使用,降低模型非线性程度。该方法被用于模拟甲苯氯化生产氯化苄“背包式”反应精馏工艺,模拟结果与中试结果相吻合[35],证明了独立反应量假设的合理性。由于连串反应体系可以假设反应物之一完全转化并将其作为独立反应量,因此该方法对于连串反应的“背包式”反应精馏工艺具有较好的适用性。
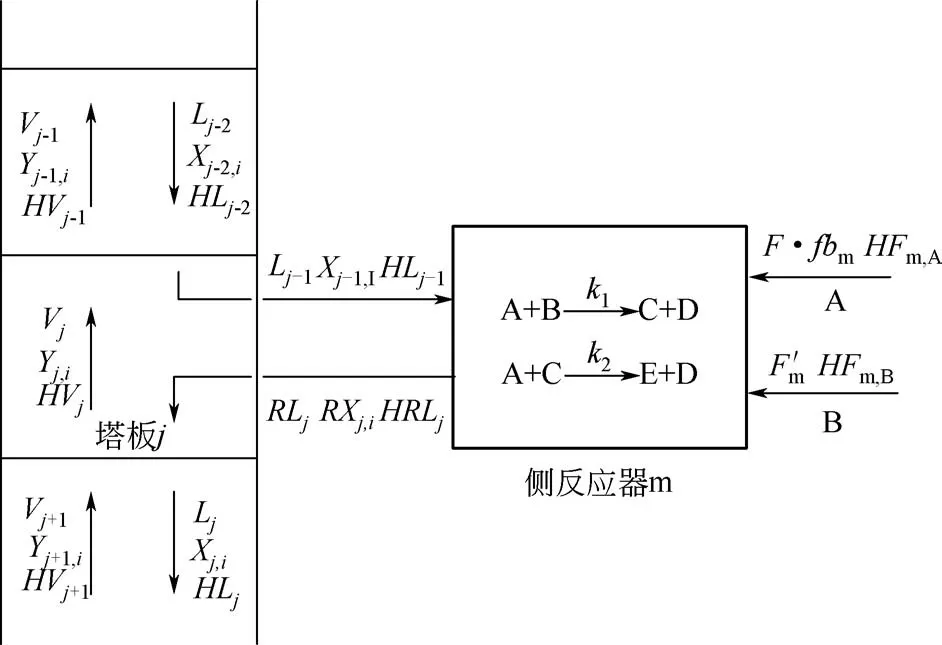
图3 平衡级模型示意图
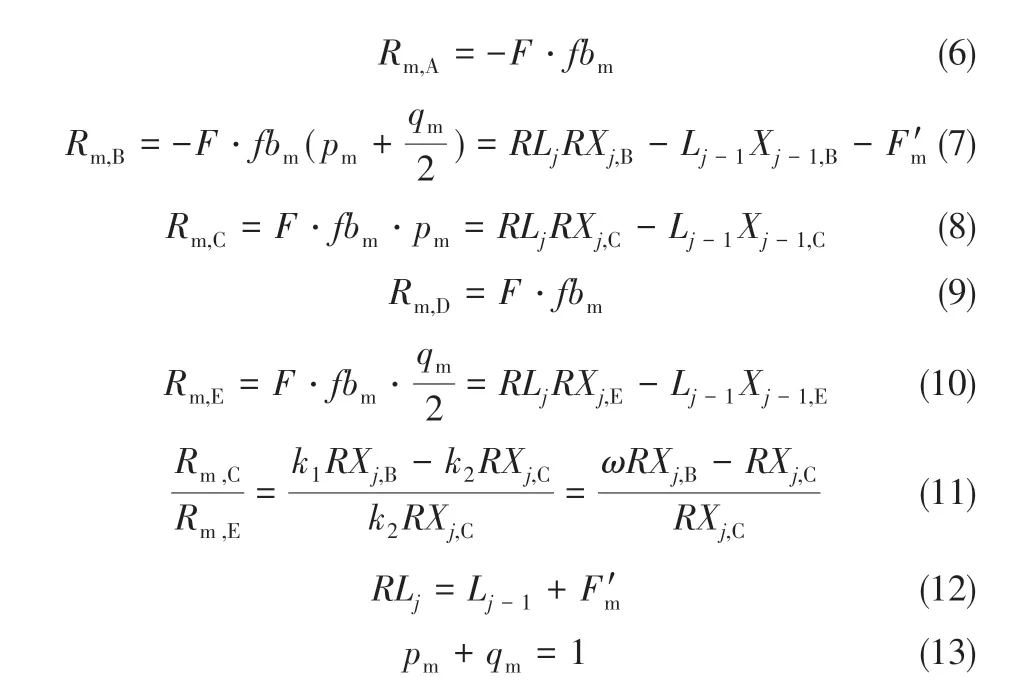
式中,Rm,i代表组分i 在侧反应器m 中的反应量,其中,F·fbm代表A 在反应器m 中的反应量,即独立反应量;F′m是B 在侧反应器m 中的进料流率;pm、qm分别是侧反应器m 中A 对产物C、E 的分配系数;RLj与RXj,i分别是离开反应器m 进入塔板j的液相流率及其组成;Lj与Xj-1,i分别为精馏塔内离开第j块塔板的液相流率及其组成。
2.2 优化设计方法
为了充分发挥“背包式”反应精馏集成过程的技术潜力,需要通过优化使其反应能力与分离能力达到最佳匹配。“背包式”反应精馏集成过程的待优化参数包括精馏段塔板数、提馏段塔板数、反应器台数、反应器间隔塔板数、反应体积等结构参数以及反应温度与压力、精馏压力、进料位置、进料比、回流比等操作参数[36]。其中,对于采用绝热侧反应器的“背包式”反应精馏过程,精馏压力会直接影响进入侧反应器的反应液温度,导致反应能力发生改变,因此精馏压力的优化尤为重要[37]。另外,对于过量反应物进料以及多反应产物的“背包式”反应精馏过程,往往需要通过循环过量反应物或副产物从而提高原料转化率或目标产物选择性,但过高的循环量会提高操作费用,因此需要通过优化获得最佳循环量[38]。目前“背包式”反应精馏集成过程的优化方法主要分为两类:序贯优化法以及混合整数非线性规划法(MINLP)。
2.2.1 序贯优化法
序贯优化法具有操作简单、实施方便等优点,是目前使用最为广泛的“背包式”反应精馏优化设计方法[39]。但是随着优化变量的增加,该方法计算量会呈现指数级加大。对此,丁良辉等[32]提出了耦合Powell 算法的新型序贯优化方法,如图4 所示。该方法中,将待优化变量分为置于优化外层的离散变量以及置于优化内层的连续变量,其中外层离散变量采用序贯优化法进行迭代优化,而内层的连续变量则通过Powell算法进行直接优化,能够有效提高序贯优化法优化效率。

图4 耦合Powell算法的序贯优化法迭代[32]
2.2.2 混合整数非线性规划法(MINLP)
“背包式”反应精馏集成过程的待优化变量包含连续变量以及离散变量,并且系统中反应动力学与气液相平衡(精馏)的耦合表现出强非线性关系[32],因此“背包式”反应精馏集成过程的优化问题实际是一个混合整数非线性规划问题,优化目标为考虑设备投资与操作费用权衡的年度总成本。但是,侧反应器与精馏塔不同的集成方式会呈现多种结构方案,导致流程具有不确定性,优化模型的建立与求解十分困难[19]。目前为止,有关这方面的研究较少,而现有的优化求解算法,从特性上可以分为确定性算法以及随机算法。
确定性算法可以利用问题的解析性质产生确定的无限或者有限点序列使其收敛于局部或全局最优解,如分支定界算法(BB)[40]、广义Bender 分解算法(GBD)[41]以及外逼近/等式松弛/罚函数算法(OA/ER/AP)[42]等。该类算法利用了问题的解析性质,拥有较高的计算效率,但是面对复杂非凸问题,往往会面临严重收敛问题,并且容易陷入局部最优解。Gangadwala 等[43-44]针对“背包式”反应精馏集成过程,在固定侧反应器台数与精馏塔总塔板数的基础上建立了相应MINLP模型用于优化设计,指出经过优化可以明显降低生产成本,但是无法保证结果为全局最优。李云鹏等[42]针对理想连串反应的“背包式”反应精馏集成过程建立了MINLP 优化模型,并采用OA/ER/AP 算法求解,在优化基础上进一步探究了相对挥发度对集成结构的影响。但是塔板数与侧反应器台数的优化导致模型方程出现大量0、1 变量,需要提供较好的初值才能完成优化模型的求解。
随机算法是近年来新发展起来的一种优化方法,具有高效性、鲁棒性等优点[45]。由于算法只需提供目标函数值,对于一些未知结构(黑箱模型)的优化问题也同样适用。常见的随机算法包括模拟退火算法(SA)[46]、遗传算法(GA)[47]以及蝙蝠算法(BA)[19]等。陆佳伟等[19]利用改进蝙蝠算法(IBA)耦合流程模拟器建立了“背包式”反应精馏的MINLP 优化设计方法,并以乙酸甲酯与月桂酸甲酯的“背包式”反应精馏工艺优化为例,证明了该方法的可行性。但是该方法需要大量适应度评估,导致计算量较高,当过程优化变量较多时,该方法具有明显局限性。
3 动态模拟与控制
3.1 动态模拟
动态模拟能够真实反映装置生产情况,在扰动响应分析、装置开停车操作优化、控制策略设计以及间歇、半间歇工艺设计等方面具有重要指导意义。薄翠梅等[48]基于HYSYS 平台建立了甲苯氯化“背包式”反应精馏的动态模拟系统,探究了进料配比失调、回流量过低以及塔釜加热量不足等故障扰动下的动态特性,获得了有效的故障响应数据,能够为工业上集成过程故障诊断提供依据。孙玉玉等[49]研究了间歇“背包式”反应精馏集成过程的动态特性以及参数影响规律,表明相比大多传统间歇反应精馏仅仅配置一台反应器,配置多台侧反应器能够更好地实现反应能力与分离能力的最佳匹配。
3.2 控制策略与结构
目前,传统反应精馏过程的控制理论与策略研究每年呈现稳步增长,研究领域也从传统的比例-积分-微分控制法(PID)逐步发展到先进的模型预测控制法(MPC),这些研究也给“背包式”反应精馏控制策略的设计带来了更多的启示[50]。
Al-Arfaj 等[51-52]针对理想两产品(两种反应物相对挥发度处于两种产物之间)反应精馏工艺,通过组合不同的控制变量和操作变量,前后提出了7种PID 控制结构(CS1,塔顶、塔釜产品纯度作为控制变量,回流比、再沸器热负荷作为操作变量;CS2,塔顶、塔釜产品中杂质作为控制变量,回流比、再沸器热负荷作为操作变量;CS3,单端产品纯度作为控制变量,回流比或者再沸器热负荷作为操作变量;CS4,反应段两端反应物浓度作为控制变量,两种反应物进料流量作为操作变量;CS5,提馏段灵敏板温度作为控制变量,再沸器热负荷作为操作变量;CS6,塔顶产品纯度作为控制变量,上端反应物进料为操作变量;CS7,两块灵敏板温度作为控制变量,两种反应物进料流量作为操作变量),并进一步对比分析了不同控制结构下的闭环控制效果,总结了各个控制结构的优缺点与适用场合。Kaymak 等[53]采用上述控制结构中的两种(CS5 与CS7)对“背包式”反应精馏集成过程进行控制性能研究。结果表明,在两种控制策略下,“背包式”反应精馏体现出与传统反应精馏相类似的动态响应特性,其中CS5能够实现过程的有效控制,而CS7则会破坏系统稳定性,改变精馏塔的操作条件。柏杨进等[54-55]对比了控制塔釜产品组成(控制结构1)、控制塔釜温度(控制结构3,图5)以及恒定加热量(控制结构2)三种策略在苯氯化“背包式”反应精馏过程中的控制效果。结果如图6所示,表明在进料扰动下,恒定加热量不能有效控制产品质量,而控制塔釜组成与控制塔板温度都能实现良好控制,保证产品质量,但前者引起塔釜温度波动更小。Tsai 等[56]设计了以灵敏板温度调节变比值的控制策略用于“背包式”反应精馏生产乙酸乙酯过程,研究表明该控制策略在进料流量扰动以及组成扰动下具有良好的性能表现,其动态响应特性也与传统反应精馏类似。薄翠梅等[57]也进行了类似研究,在“背包式”反应精馏生产乙酸甲酯工艺中采用以产品组成调节变比值的控制策略,同样可以实现良好的控制效果。
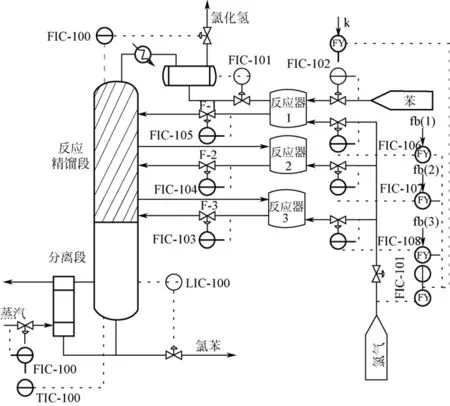
图5 苯氯化“背包式”反应精馏过程塔釜温度控制[55]

图6 不同控制结构下苯氯化“背包式”反应精馏过程动态响应曲线[54]
上述研究表明,“背包式”反应精馏在动态模拟中表现出与传统反应精馏相类似的动态响应特性,因此传统反应精馏的控制结构对于“背包式”反应精馏控制策略设计具有很强的借鉴作用。迄今为止,有关“背包式”反应精馏集成过程在动态模拟与控制策略方面的研究成果依旧处于起步阶段,未来仍需科研工作者进一步深入研究。
4 应用领域
传统反应精馏由于反应与精馏处于同一设备单元,在应用上存在诸多局限性,如反应与精馏操作工况(温度与压力)需一致,反应空间受精馏设备尺寸限制,同时还会面临催化剂失活,装填、更换困难等工程实际问题[1,12]。相比之下,“背包式”反应精馏集成过程由于反应与精馏在空间上的独立性,能够有效突破上述限制,尤其适用于具有下述特征[12]的反应体系:①反应与分离所需工况不一致;②反应物与产物挥发度序列不理想;③反应速率慢或反应强吸热;④催化剂装填量大或持液量大;⑤催化剂装填、更换困难。下文将从不同工况反应与精馏集成技术的应用以及便捷的催化剂装填与反应器设计应用两个角度对“背包式”反应精馏的案例进行总结。
4.1 不同工况反应与精馏集成技术的应用
4.1.1 加压反应-常压(较高压)精馏集成用于苯烷基化反应
苯与丙烯的烷基化反应是目前生产异丙苯的主要工艺路线。由于该反应在高温高压下进行(150~240℃、0.7~3.5MPa)[58],采用传统反应精馏技术强化该工艺时,反应精馏塔需要在加压下操作,导致塔釜温度过高(约220℃),需采用高品位加热介质,操作花费大。对此,施俐等[59]采用“背包式”反应精馏技术建立了加压反应-常压精馏集成生产异丙苯新工艺,如图7 所示,其中侧反应器在0.7MPa、150℃下操作,精馏塔在常压下运行。与传统加压反应精馏过程相比,该工艺能够降低塔釜温度60℃,节省单位产品成本16.8%。
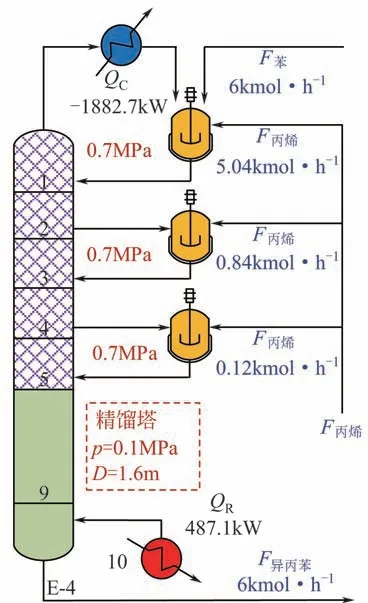
图7 加压反应-常压精馏集成生产异丙苯工艺流程
Hussain 等[60]建立了苯(B)与乙烯生产乙苯(EB)的“背包式”反应精馏新工艺,如图8所示,其将绝热高压侧反应器(2MPa)与加压精馏塔(0.4MPa)相集成,并将加压精馏塔与后续分离乙苯-二乙苯(DEB)的真空精馏塔进行热集成。结果表明,相比采用釜式反应器的先反应后分离工艺,能够节省年度总费用38.3%。

图8 加压反应-较高压精馏集成生产乙苯工艺流程[60]
4.1.2 较低温度反应-较高温度精馏集成生产乙酸叔丁酯
乙酸与异丁烯酯化生产乙酸叔丁酯属于原子经济反应,原子利用率理论可达100%。然而,该反应为可逆反应,受热力学平衡限制,并且伴随有异丁烯二聚副反应。为抑制副反应发生,反应需要在较低温度下进行(约30℃)[61],然而乙酸叔丁酯与乙酸常压下沸点分别为96℃与118℃,因此该体系具有反应温度低、精馏温度高的特点,传统反应精馏难以适用。对此,汤吉海等[62-63]提出利用“背包式”反应精馏构建较低温度反应-较高温度精馏集成新工艺,如图9所示,采用两台侧反应器连接于精馏塔下部,侧反应器操作温度维持在30℃,而精馏塔在常压下运行,温度操作范围为91~117℃,塔顶采出产品乙酸叔丁酯。由于侧反应器温度远低于精馏塔,采用换热器对反应器进出物料进行换热从而提高热量利用率。采用“背包式”反应精馏进行过程强化,能够使新鲜乙酸进料转化率达到99.9%,乙酸叔丁酯选择性达到97%。

图9 较低温度反应-较高温度精馏集成生产乙酸叔丁酯工艺流程[62]
4.1.3 常压反应-减压精馏集成生产有机氯化物
有机氯化反应是生产有机氯化物的直接方法,但该过程往往是一个连串反应,存在转化率低、目标产物选择性低等问题。采用传统反应精馏强化有机氯化反应时,由于塔内温度过高,导致氯气溶解度较低,氯化反应速度较慢,甚至不发生反应[64]。同时,为保证氯气在反应段有足够停留时间,必须控制氯气以较低流速通入精馏塔,导致反应能力受到很大限制。相比之下,常压反应-减压精馏集成技术是一种更为有效的强化手段,能够为氯化反应提供足够的反应空间。目前为止,该技术已被成功应用于(氯代)氯化苄[65]、(氯代)二氯化苄[66]以及四/五氯乙烷[64,67]等一系列有机氯化物的工业生产。
4.2 便捷的催化剂装填与反应器设计应用
4.2.1 持液量或催化剂装填量大
环己烯水合是生产环己醇的主要工艺路线,工业上通常采用浆料反应器进行反应,但是环己烯在水中极低的溶解度导致单程转化率仅为11%左右[68]。为了打破化学平衡限制,反应精馏似乎是一个可行的选择。然而,Ye 等[69]研究发现由于环己烯水合反应速率较慢,同时催化精馏塔内商业催化填料相比浆料催化剂尺寸较大,受内扩散阻力影响导致催化效率仅为0.36左右,远低于理想状态(理想状态为1)。这使得反应精馏强化该反应虽然理论可行,但实际需要在精馏塔内装填大量催化剂,几乎无法实现。对此,Ye 等[69]提出采用“背包式”反应精馏技术强化环己烯水合反应,如图10所示,采用一台侧反应器连接于精馏塔顶部,在侧反应器中装填催化剂可以不受限制,同时能够使用细颗粒浆料催化剂。经济评估表明,采用“背包式”反应精馏工艺可以节省年度总费用11.4%。
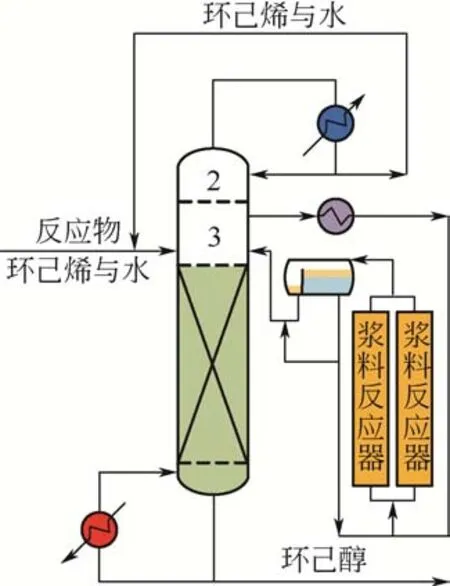
图10 “背包式”反应精馏生产环己醇工艺流程[69]
在甲醇(MeOH)与2-甲基-1-庚烯(MH)醚化反应精馏工艺中,同样存在催化剂装填量过大的问题。Hussain 等[70]分别研究了传统反应精馏以及“背包式”反应精馏对该反应的强化效果,结果表明传统反应精馏为了达到理想的2-甲氧基-2-甲基庚烷(MMH)收率,需要较大的塔板持液量以及催化剂装填量,导致精馏塔直径增大,设备投资增加。相比之下,采用一台侧反应器的“背包式”反应精馏,如图11 所示,由于催化剂装填在侧反应器中,精馏塔直径较小,同时由于反应在最佳工艺条件下进行,所采用催化剂量也低于传统反应精馏使用量,因此年度总费用节省了15.7%,具有明显优势。
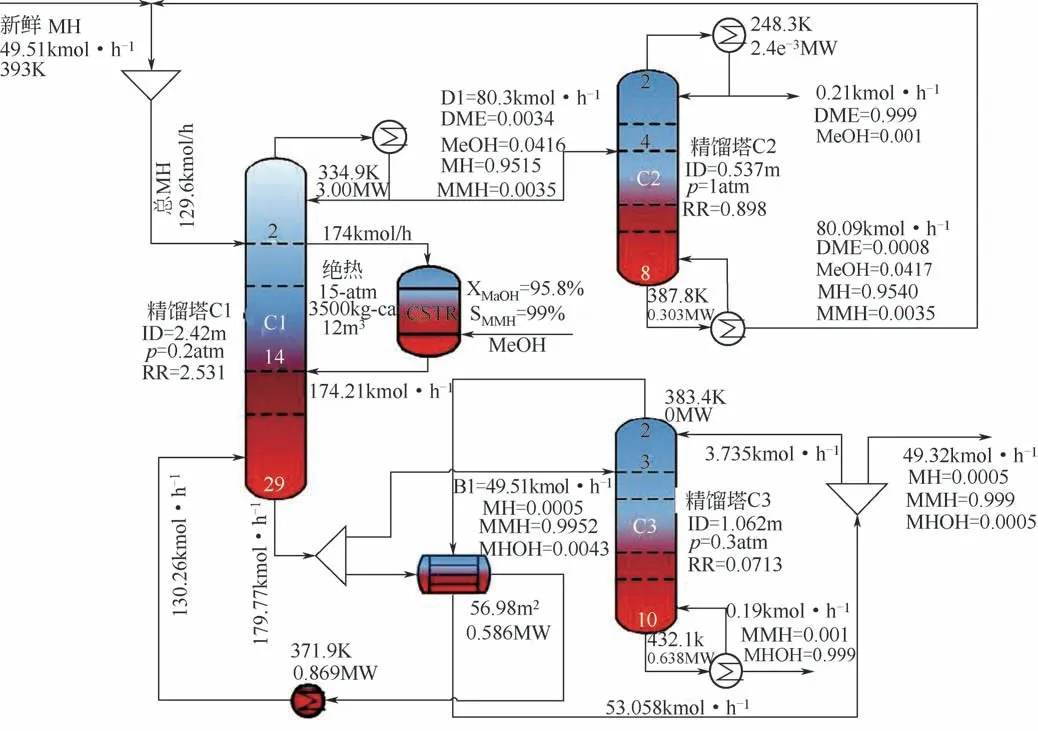
图11 “背包式”反应精馏生产MMH工艺流程[70]
另外,对于酶催化反应,考虑到酶催化反应速率较慢,需要较大的持液量以保证足够的停留时间,“背包式”反应精馏同样具有较好的应用前景[71]。Au-Yeung等[72]基于该技术建立了卧式反应蒸馏装置,如图12所示,将其用于(R/S)-丙二醇正丁醚(PnB)与(R/S)-丙二醇单甲醚乙酸酯(PMA)酯交换制备(R/S)-丙二醇正丁醚乙酸酯(PnBA)与(R/S)-丙二醇单甲醚(PM)。该装置采用6 根垂直玻璃管作为贮液器,液体从底部流出通过隔膜泵打入装有固定脂肪酶催化剂的固定床反应器,并在27℃下进行反应,反应液循环回上方蒸汽室内与右侧流入的PMA 蒸汽进行逆流接触。蒸汽室左侧蒸汽进入后续冷凝器中完全冷凝,液相产物则在第6根玻璃管底部采出。实验结果表明,从1号到6号玻璃管,(R)-PnBA 的对映体过量值从89.9%降低至50.9%,(S)-PnBA 的质量分数则从0.62%增加到8.03%,同时反应生成的(S)-PM极少,使得(R)-PM的对映体过量值始终维持在较高纯度(大于99.8%)。利用上述卧式反应蒸馏装置,首次实现了4种手性对映体的一次性合成,通过后续分离即可获得4种高纯度的单一手性对映体化合物。
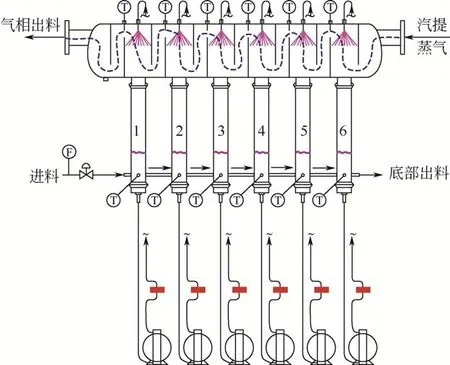
图12 制备4种手性对映体的卧式反应蒸馏装置[72]
4.2.2 关键设备设计/维护困难
丙二醇单甲醚乙酸酯(PGMEA)是一种绿色溶剂,可由丙二醇甲醚(PGME) 与乙酸甲酯(MeOAc)进行酯交换获得,该反应可采用反应精馏技术进行过程强化。然而在实际操作中,由于采用均相甲醇钠碱催化剂,较小的粒径导致其无法直接装填在精馏塔内部。同时,甲醇钠碱催化剂不溶于反应混合物,操作过程中会有大量催化剂沉积在填料或塔盘表面,精馏塔维护难度较大[73]。对此,Hussain 等[73]提出采用“背包式”反应精馏工艺代替传统反应精馏工艺,如图13 所示,采用一台侧反应器连接于精馏塔中部。经济评估表明,“背包式”反应精馏相比传统反应精馏年度总费用提高了5%,但由于采用侧反应器可以避免上述催化剂沉积问题,同时设备维护方便,在工程实现上具有明显优势。
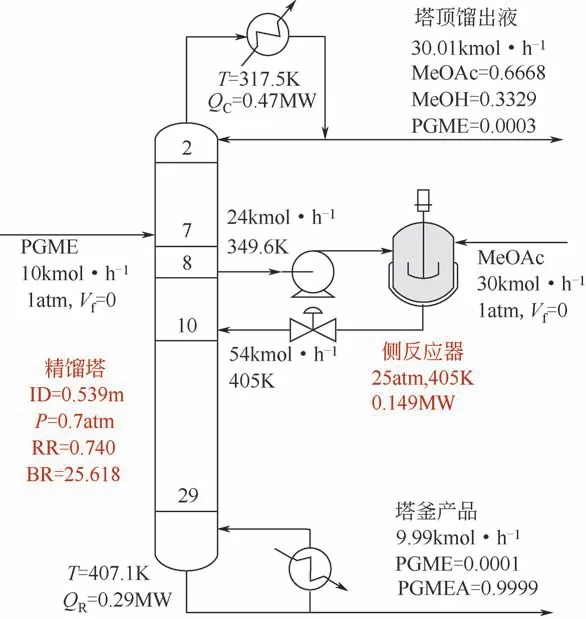
图13 “背包式”反应精馏生产丙二醇单甲醚乙酸酯工艺流程[73]
甲醇与CO2直接合成碳酸二甲酯(DMC)是目前生产DMC 最有前景的工艺之一,同时能够实现CO2高值化利用,但是该反应受热力学限制,产品收率低。研究表明,通过高效脱除产物水,能够有效促进甲醇与CO2的直接合成[74]。然而,该反应为气相反应,在塔内设计与布置气相反应区较为复杂,传统反应精馏在气相反应方面的应用具有较大限制。对此,Hu 以及Wu 等[75-76]提出了一种外接气相固定床侧反应器的“背包式”反应精馏集成工艺,如图14所示,通过精馏作用实现产物DMC 与水的原位脱除,以及反应物CO2与甲醇的富集,从而打破化学平衡。在此基础上,进一步引入辅助反应[环氧乙烷(EO)水合制备乙二醇(EG)]强化原流程,结果表明,采用环氧乙烷水合辅助的“背包式”反应精馏工艺,能够将反应转化率从10%提高至99%以上,具有明显的强化效果。
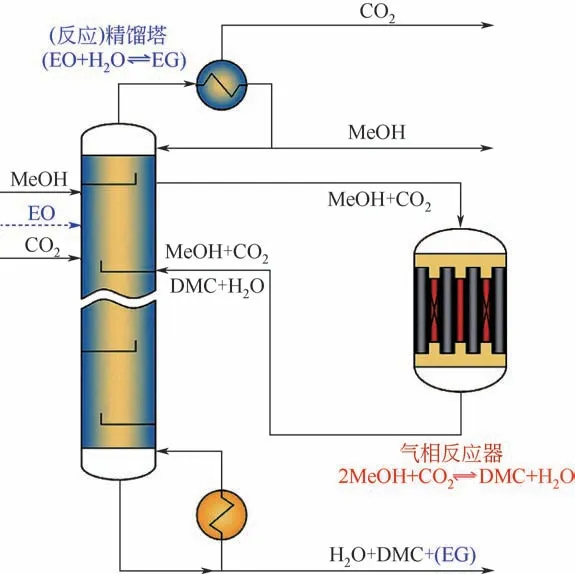
图14 环氧乙烷水合辅助的“背包式”反应精馏生产DMC工艺流程[75]
5 结语
“背包式”反应精馏集成技术是传统塔内耦合反应精馏技术的进一步拓展,由于反应与精馏处于不同空间位置,能够突破传统反应精馏在工况、设备等方面的限制,拥有更广泛的应用前景。但是,目前“背包式”反应精馏技术的开发处于初级阶段,未来仍需要从以下几个方面进一步加强“背包式”反应精馏集成技术的研究。
(1)在优化设计理论方面,目前大部分研究采用序贯优化法对“背包式”反应精馏集成过程进行优化设计,但该方法计算量大、优化时间长,对于大规模流程难以适用。未来,需要进一步开发适用于“背包式”反应精馏的高效MINLP 优化设计方法,并将优化对象从单一的“背包式”反应精馏拓展至全工艺流程,以厂级生产成本为优化目标,通过全流程分层解耦、单元模型重构等技术,实现“背包式”反应精馏与其他流程的同时优化。
(2)在自动控制方法方面,目前主要采用传统的PID控制方案,通过对被控变量、操作变量以及控制结构的合理选择,实现最佳控制性能。但由于“背包式”反应精馏集成过程具有强烈非线性以及耦合性,对于复杂体系,常规控制方法难以满足控制目标要求。对此,将先进过程控制技术,如模型预测控制(MPC)技术应用于“背包式”反应精馏集成过程是未来一个重要的研究方向。
(3)在能量综合利用方面,目前有关“背包式”反应精馏的研究相对较少。由于侧反应器与精馏塔各自处于不同工况下操作,两者之间存在较大温度差异,使得系统中形成多股不同品级的能量。未来,一方面可以通过调节反应器与精馏塔之间的热交换形式,实现反应热以及多品级能量的综合利用;另一方面,也可以将“背包式”反应精馏与分隔壁精馏、热泵精馏等现有热集成技术相耦合构建新型工艺,从而进一步提高能源利用效率。
(4)在研究体系方面,酶催化反应体系是未来“背包式”反应精馏的一个重要发展方向。由于酶自身耐受温度以及催化活性的限制,酶催化反应对反应温度、压力以及反应时间有着苛刻的要求,难以达到传统反应精馏反应分离工况相一致的要求。相比之下,“背包式”反应精馏对于强化酶催化反应体系呈现巨大的优势。
(5)在工业应用方面,尽管“背包式”反应精馏技术在很多体系中的可行性得到了验证,但是大部分研究都停留在理论模拟阶段,未来仍需加强有关“背包式”反应精馏的实验研究以及相关中试验证,从而推动该技术的工业化应用。
“背包式”反应精馏集成过程是一种新型的过程强化技术,有效弥补了传统反应精馏的不足。本文分别从等效性分析、过程设计与优化、动态模拟与控制以及应用领域四个方面对“背包式”反应精馏集成过程进行了评述,并总结了今后的主要发展方向。相信随着“背包式”反应精馏技术研究的不断深入,其必将在化工过程强化以及节能减排领域发挥更大作用。
