浅谈机器视觉
2020-12-07杨文桥郑力新
杨文桥,郑力新
(1.华侨大学工学院,泉州362021;2.华侨大学工业智能化与系统福建省高校工程研究中心,泉州362021)
0 引言
为了使机器人具有像人一样对周围环境感知与判断的能力,以及计算机视觉技术方法与应用的迅速发展,全球机器视觉市场正处于急速扩张阶段。由于机器视觉具有高效率、高自动化、高可靠性等特点,其应用范围非常广泛,涵盖了军事、农业、制造业等各个行业。国内机器视觉起步较晚,自动化程度和技术含量相对较低,市场也远远没有饱和,再加之“中国制造2025”的提出,使得机器视觉将成为一片红海。
1 机器视觉定义
据统计,人类获取外部世界的信息80%来自于视觉,这体现视觉是人类观察与认识世界的最重要方式[1]。同时也体现了视觉包含大量信息,人类对视觉信息的利用率之高的特点,而充分利用这些优点,使得机器能够像人一样认识世界,成为人类的梦想。随着计算机技术以及基于计算机技术相关产业地快速发展,以人视觉系统为基础的仿生工程也逐步发展起来,在这一过程中形成了“计算机视觉”这一新兴学科。计算机视觉研究的目标是通过一张或者多张图像认知周围的环境,使之不仅能够完成人类视觉一样的功能[2],还能够完成人眼不能够胜任的任务。
那什么是机器视觉?可以简单的理解为机器和视觉组成的系统。在没有“机器视觉”这个概念时,工厂里的设备,公路上行驶的车辆都可以称为“机器”,一种没有智慧的“机器”。但给“机器”加上视觉之后,就像人类一样有了“眼睛”,再通过给予基本的逻辑判断与处理能力,进而使之具有像人类一样的智慧。
机器视觉偏向于计算机视觉技术的工程应用,这不同于纯粹的计算机视觉理论[3]。机器视觉建立在计算机对周围环境感知的基础之上,具有类似于大脑对图像处理加工识别的功能,但又不限于此,其还具有对图像处理后判断以及执行相关动作的功能。由此可以将机器视觉视为在对特定环境感知下,做出相应的判断和动作的系统。从图1 可以看出机器视觉所处的应用技术层面。
从学科属性上看,机器视觉属于综合应用型学科,涉及图像处理技术、机械工程技术、控制技术、电光源照明技术、光学成像技术、传感器技术、模拟与数字视频技术、计算机软硬件技术(图像增强和分析算法、图像卡、I/O 卡等)等技术[4]。涉及范围之广,学科之多,在一定程度上增加了入行的难度。
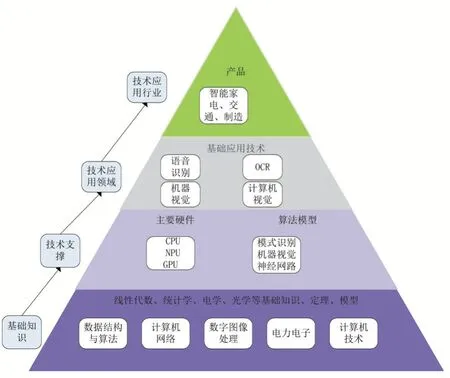
图1
2 机器视觉系统的基本工作原理
机器视觉系统的工作原理与人的运动方式比较相似:人通过眼睛观察到目标,然后经过大脑处理并做出相应的判断,最后由大脑发出指令使身体做出相应的动作。在工业领域中,镜头、摄像机与图像采集卡相当于眼睛,图像处理系统则相当于大脑,控制机构与执行机构相当于手脚等器官。具体的工作过程为图像获取、图像传输、图像处理,根据图像处理结果选择执行决策、传输控制信息、执行机构执行命令[5]。其基本流程如图2 所示。
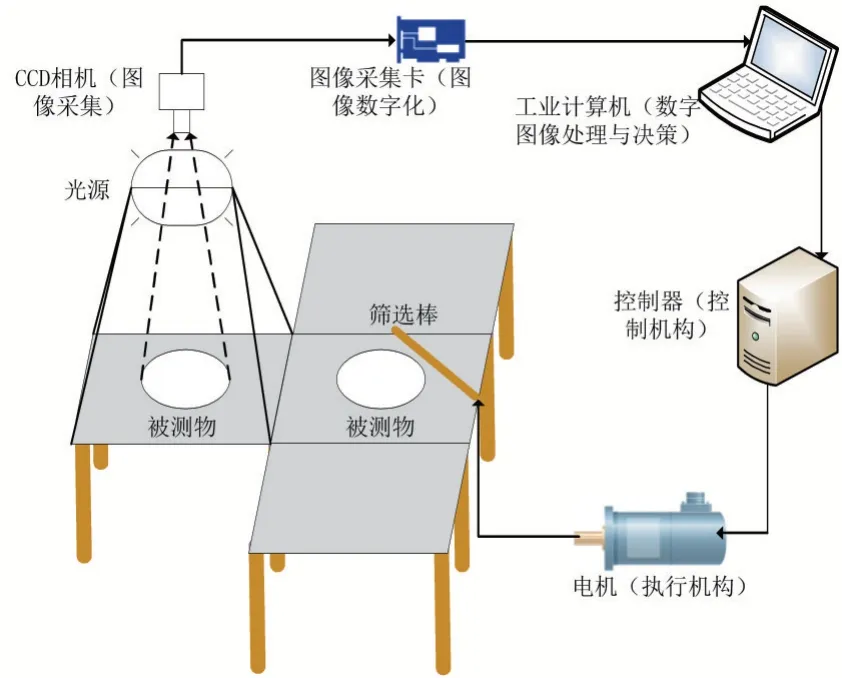
图2 机器视觉工作流程
机器视觉系统通常以计算机为中心,主要有光源控制模块、图像捕捉模块、图像处理模块、智能决策模块以及执行机构。其基本组成如图3 所示。
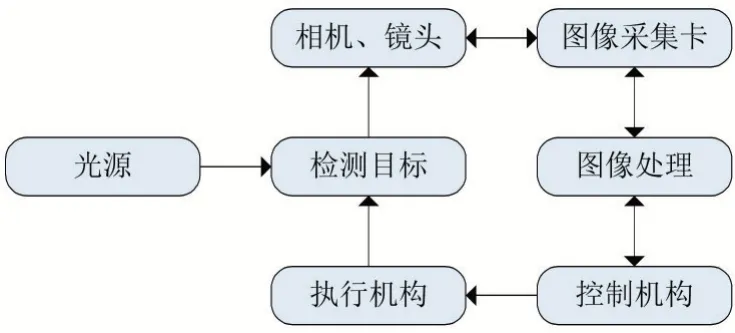
图3 机器视觉系统
3 基本工作过程
(1)被测对象到达一个固定的位置(通常是摄像机的视野中心),然后向图像采集卡发出触发脉冲。
(2)图像采集卡接收到脉冲信号后,分别将触发信号传输给相机和光照系统。
(3)光源系统响应并打开曝光机构,再打开摄像机进行图像抓取,灯光的曝光时间长于相机捕获图像的时间。
(4)图像采集卡接收模拟信号并通过A/D 将其数字化,将转化后的数据存储于计算机的内存中。
(5)计算机根据需求对图像进行处理分析、识别,并返回判断结果或者逻辑控制值。
(6)将逻辑控制值通过I/O 口传输给相应的控制机构(一般为PLC),而控制机构通过现场总线接口控制执行机构(一般为电机),最终完成产线需求任务。
4 机器视觉系统组成
光源:是影响机器视觉系统输入的重要因素,它直接影响输入数据的质量和应用效果[6]。主要目的是使重要特征和非必要特征产生最大的对比度,即将目标的重要特征显现出来,而同时将不需要的特征抑制掉,最终形成对处理过程最佳的图像效果。这样一方面减少了图像算法的复杂度,另一方面保证捕获图像的稳定性,提高了系统的精度。所以一般在选择光源时,会考虑光源的对比度、亮度和颜色等基本要素。除此之外,还要根据工作环境的要求,例如视场及工作距离来选定用何种光源。
镜头:用于聚集光线使目标能够在相机CCD 或者COMS 上呈现出清晰的图像。作为成像器件,通常要与相机、光源配合使用,因此在选择镜头时一般要考虑整个环境要求。镜头的选择是建立在客户的需求之上,一般会考虑视野大小、光学放大倍数、工作距离、景深要求以及与相机相配合的一些参数,如芯片大小、相机接口方式(C 接口与CS 接口方式)等,所以选择相机的镜头是一个非常考究的事情。
工业相机:属于图像采集单元,将光学图像转化为模拟/数字图像,再将相应的信号传输给图像采集卡。与民用相机相比,具有输出图像质量高、抗干扰能力强、可长时间工作等优点,其核心部件是用以接收光线的CCD 或者CMOS 芯片。在选用相机的过程中,首先考虑的参数就是分辨率,这个参数的选取受检测精度以及视野大小的限定,其次考虑的就是帧率了,该参数的选定与当前检测速度有关,相机的帧率一定要大于或者等于检测速度,再之就是曝光方式的选择。对于目前做目标检测与识别来说,为了识别准确,防止拖影,要选择全局曝光;对于通过抓取图片识别的,可以选择全局曝光与卷帘曝光方式。最后考虑其余的参数的,例如,用CCD 还是CMOS,用网口还USB,像素的深度又是多少,不过这些参数的选择对于最终的实验效果影响不是很大。
图像采集卡:是连接工业相机(图像采集)与电脑(图像处理)两大板块的重要组件,用于将捕获的信号存储于计算机,相当于眼睛的视觉神经。
图像处理系统:根据实际需求所设计的一套处理被测物体图像的算法,并输出相关的系统逻辑运动控制信号,属于机器视觉的核心。在实际中根据不同的应用场景,会开发出不同的图像处理系统和算法,不过也有比较通用的软件如德国的Halcon。
控制机构:接受来自计算机图像处理后反馈的逻辑控制信息,用于控制执行机构,主要使用PLC 或者工控机。
执行机构:对最后的指令进行执行,直接作用于被测物体,一般将机械臂或者电机作为执行机构。该部分一般与控制机构构成同一整体。
5 机器视觉系统的应用领域
机器视觉作为机器人的眼睛,其伴随着人工智能的快速发展,进入到了一个发展阶段,主要体现在机器视觉系统在工业、农业、医疗、交通等行业的广泛应用。由于机器视觉自身的优点,使得在精度、速度和质量等方面比工人更具有优势,在平均成本上也有所降低。下面具体阐述机器视觉在农业智能化、制造业异常检测、纺织业上的应用。
(1)机器视觉的主要应用之一:农业智能化
机器视觉在农业中的应用主要体现在农业机器人、农作物病虫害监视和农产品质量检测三个方面[7]。以农产品为目标,经过目标检测、定位、识别后,自动化设备到达指定位置,最后通过柔性夹爪或者吸附设备来完成对农产品的采摘。在检测过程中不仅利用农产品颜色、大小、形状和气味等特征,有时还会利用如密度、酸碱度、导电率等特性。其中Abundant Robotics(美国)公司最具有典型性,该公司通过真空来“抓取”如苹果等易碎的水果。
农作物病虫害监视是运用机器视觉技术实时分析农作物叶、茎干、果实表面,并将分析结果反馈至技术员以供指导生产活动使用,一般情况下也可自主实施。其中比较典型的是大疆MG-1S 农业植保机,其可以实现作业规划、飞行实时管理等任务。
农产品质量检测通常应用于分级与分拣。例如根据水果的大小、颜色等将其分为一、二、三等,也可以将农产品中不符合要求或者有损伤的筛选出来,完成这样的任务通常是一个完备的机器视觉系统。
(2)机器视觉的主要应用之二:尺寸与缺陷检测
机器视觉常被应用于工业中的异常检测以及尺寸测量,而其中最主要的应用领域则是像PCB 印制板检查、车门缝隙检测和电池虚焊、隐裂、断栅检测等。这方面的视觉检测通常要求比较高,精度可以达到毫米级,所以对检测的现场环境极高。机器视觉的应用解决了人工视觉检查产品质量效率和生产率低的问题,同时也降低了疲劳所带来的的误判率。
(3)机器视觉的主要应用之三:纺织业
目前在鞋革加工制造行业中,几乎所有的涂胶工序都是由手工来完成的[8],而制鞋流程中不可避免的会使工作人员接触到有毒有害的原材料,再加之现有生产环境恶劣、生产成本上升,使用何种新技术解决喷涂等问题成为了亟待解决的问题。现有的解决方案中有采用工业机械手和3D 视觉相结合的方式,该方案实现了高精度、高稳定性的涂胶,这一方面做的比较好的是Pixoel 鞋底涂胶系统。
除以上应用领域之外,机器视觉技术还可以应用于智能交通、医药行业、安防等其他领域,具体情况如表1。
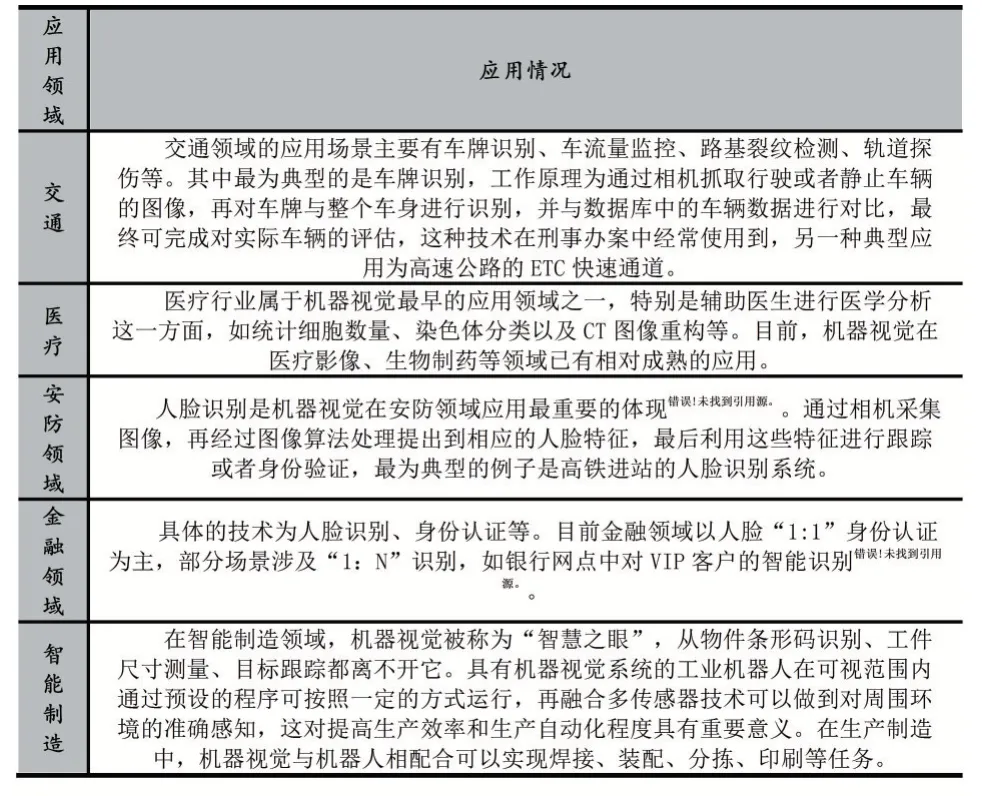
表1
6 结语
如今,机器视觉仍然是个如火如荼的研究领域,虽然国内主要集中在应用、代理、二次开发的基础上,但已经超越了传统的检验领域,向着更深层次、更为多元化的方向发展;并且越来越多的应用机器视觉公司开始在提供解决方案的基础之上成立自己视觉部门,逐渐向更深的领域钻研。同时,也在结合多技术,向着数字化、智能化发展。
