一组无负压供水设备不锈钢管件的焊接工装设计
2020-12-06王明威吴坤
王明威 吴坤

摘 要:本文对无负压供水设备不锈钢管件规格进行说明,对不锈钢管件的焊接工艺进行了分析,设计了一组焊接工装,保证了无负压供水设备不锈钢管道焊接工艺要求。
关键词:无负压供水;不锈钢管道;管道焊接;焊接工装
中图分类号:TH122文献标识码:A文章编号:1003-5168(2020)28-0074-03
Welding Scheme Design of Stainless Steel Pipe Fittings
for Non Negative Pressure Water Supply Equipment
WANG Mingwei WU Kun
(Zhengzhou University of Business,Zhengzhou Henan 451400)
Abstract: In this paper, the specification of stainless steel parts for non negative pressure water supply equipment was described, and a scheme for welding of stainless steel pipe fittings was provided to ensure the welding process requirements of stainless steel pipes for non negative pressure water supply equipment.
Keywords: no negative pressure water supply;stainless steel pipe;pipe welding;welding tooling
1 无负压供水设备概述
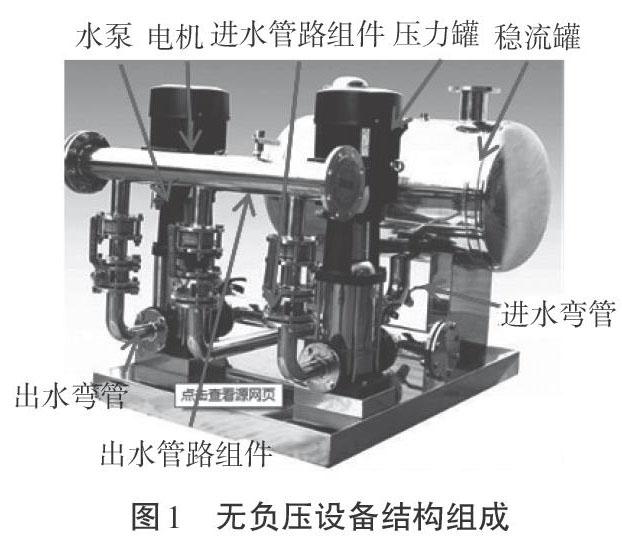
无负压供水设备一般是指无负压变频供水设备或变频无负压供水设备,是直接连接到供水管网上的增压设备。其特点是节能供水,是一种直接与市政自来水管网连接,对自来水管网不会产生任何副作用的二次给水设备,在市政管网压力的基础上直接叠压供水,具有全封闭、无污染、占地量小、安装快捷、运行可靠、维护方便等诸多优点,被广泛应用于高层建筑供水系统中。无负压设备结构组成如图1所示,其进水管路组件﹑出水管路组件﹑进水弯管﹑出水弯管等均采用食品级304不锈铁钢材质焊接而成,各管路的焊接质量关系着无负压设备性能高低。
2 无负压供水设备管路种类
无负压供水设备的管路按功能和结构分为进水管路组件﹑出水管路组件﹑弯管组件三类。
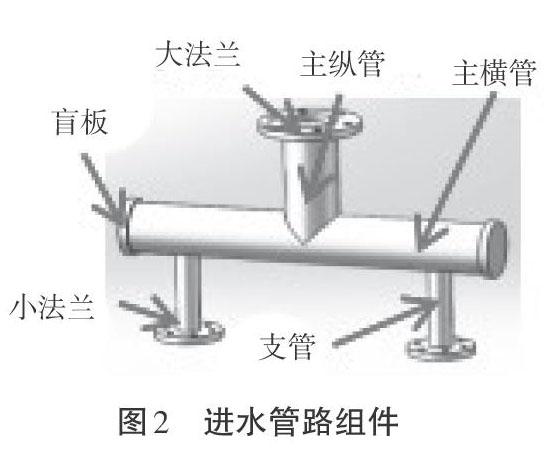
2.1 进水管路组件
根据无负压设备型号的不同,进水管路组件包括一控二和一控三两大类,由主纵管﹑主横管﹑支管﹑大法兰﹑小法兰﹑盲板等焊接而成,如图2所示。无负压设备中电机的功率和泵的扬程不同,对应的管路的直径也不同,法兰尺寸也有多种规格。进水管路组件中主纵管和主横管公称直径有DN200﹑DN100﹑DN150﹑DN125﹑DN80等。
2.2 出水管路组件
出水管路组件包括一控二和一控三两类,图3为一控二出水管路,由大法兰﹑主横管﹑小法兰﹑支管组成。出水管路组件没有主纵管,主横管公称直径规格有DN200﹑DN100﹑DN150﹑DN125﹑DN80等,对应的法兰和支管也有多种尺寸规格。
2.3 弯管组件
弯管组件由直管﹑弯管和法兰焊接而成,如图4所示,弯管公称直径有DN100﹑DN80﹑DN65(主管公称直径DN200),DN80﹑DN60﹑DN50(主管公称直径DN150),DN65﹑DN50﹑DN40﹑D32(主管公称直径DN125和DN100),DN50﹑DN40﹑DN32(主管公称直径DN80)。
3 管路组件焊接工装设计
3.1 焊接工艺
无负压设备管路组件焊接包括环缝焊接和相贯线焊接。其中,管法兰﹑弯管与直管﹑管与盲板之间的焊接为环缝焊;主纵管与主横管﹑支管与主横管之间的焊接为相贯线焊接。弯管与直管﹑管与盲板﹑相贯线焊接采用单面焊双面成型焊接方法,管法兰采用双面均进行环缝焊的方法,采用先点焊后满焊的方式进行。焊接方法采用氩弧焊(TIG),焊接正面保护气采用Ar(95%)+H2(5%),纯氩等离子气、纵缝背面保护气和托罩气体均采用Ar(99.99%),环缝背保护采用整体通气的形式,使用液N2[1]。无负压供水设备管件规格型号较多,焊接工装采用通用工装与专用工装相结合的方式,焊接方式采用人工点焊加自动设备满焊。管路采用4轴激光切割机下料,批量下料前进行试切组对纠偏,相贯线之间的组对要对下料管件进行组对后标示,下料的管件尺寸精度为±0.5 mm,管路组对精度为±0.5 mm,组对时相贯线缝隙精度保持在±0.5 mm,管子焊前根据氩弧焊焊接标准做好表面清洁工作。在无负压供水设备中,主管管径DN125﹑DN100和弯管规格DN125﹑DN100量大,其他规格量较少,进水管路组件和出水管路组件焊接采用专用焊接工装,其他规格型号管路组件焊接采用通用焊接工装。
3.2 通用焊接工装设计
通用工装满足不同规格管件小批量焊接,要具有柔性。无负压供水设备中量小管路焊接工装采用标准三维柔性焊接平台实现,管件焊接的组装和定位具有灵活性。三维柔性平台大面有两个方向,四周边可用作垂直方向的安装,可以实现三维立体组合。其孔系特点是从平台到附件都是标准孔,与快速定位锁销配合使用能够实现快速精确定位。其附件包括平台﹑角铁﹑定位角尺﹑定位平尺﹑V型定位块﹑调高器﹑调整垫片﹑压紧器﹑锁紧销等。可根据不同尺寸的同类产品的工装任意组合及调整,也可根据不同类的产品进行新的组合。平台表面均布Φ28孔,焊渣可通过孔轻易清理,依托表面均布孔位,可以方便地在任意位置安装定位和压紧件,变换无负压供水设备管路型号时,平台可以重复使用。无负压设备管路组件焊接通用焊接工装设计主要任务是对三维柔性平台的标准件进行选型设计。最终设计选型的焊接工装如图5所示。根据无负压供水设备管路的最大尺寸,三维柔性焊接平台设计选型规格为:长×宽=2.4 m×1.2 m。调整地脚用来调平平台上表面;支腿用来支撑平台,给平台一个适当高度方便作业人员焊接;平尺(规格300×50×25)用来定位调节;锁紧销(规格28×50)用来定位;手柄式压紧器(规格180°)用来压紧进水管件,L角尺用来定位盲板,V型块起支撑管件的作用。焊接工装设计原则是以主管中心線为基准进行定位组对精度满足焊接工艺±0.5 mm的要求,工装零件的空间要能满足氩弧焊枪头的焊接空间,盲板内壁开的有环形槽与管件精确组对L角尺靠紧固定。当管件的尺寸和规格改变时,选择不同的三维柔性平台的标准附件安装组合[2]。
3.3 专用焊接工装设计
3.3.1 管法兰专用焊接工装设计。主管管径为DN125﹑DN100的进出水管件产量大,其管法兰在三维柔性焊接平台组对焊接效率低,需要设计专用焊接工装更合适,采用手柄式压钳压紧,具有压紧力大、方便操作的特点。主管和主管法兰采用定位销进行定位,与法兰孔的配合间隙为正0.2~0.3 mm;支管和支管法兰用支管辅助定位钳口,主管和支管底部管法兰点焊工装上有5 mm的凸台,保证管法兰焊接内部焊缝空间余量,由定位销和快速压钳组合定位和固定方便,便于点焊操作。点焊完成后的管法兰要装夹在两轴变位机上通过焊接机器人进行自动焊接,将管及管法兰固定在焊接变位机上,调节焊接机头至焊接位置,通过变位机的旋转,完成管管之间的焊接。
3.3.2 相贯线专用焊接设计。主管管径DN125﹑DN100的进出水管的相贯线焊接产量大,需要设计专用的工装。专用点焊焊接工装如图6所示:焊接平台采用Q235-A材质进行时效处理,上表面平面度公差保证0.2 mm。主管管径DN125﹑DN100不同长度的进出水管件,限位板滑道保证长度可调;法兰限位板定位;支管支撑座和主管支撑座用于管件支撑。支管支撑座安装孔为长条孔,可以根据管件的下料批次误差进行微调。压紧钳口的口径有DN125和DN100两种,可以根据焊接管件规格进行更换,该焊接工装的设计基准为主管中心线和支管中心线,法兰限位板可以在滑道上移动,法兰限位板底座上有锁紧销实现法兰限位板的定位锁紧,滑道上有标示记号对应不同的管件型号,可以满足各種长度规格的进出水管件相贯线人工点焊要求。点焊完成后的进出水管放在机器人工作站上进行自动化满焊,相贯线满焊工装如图7所示,单轴变位机与焊接机器人联动,旋转工作台上固定好支撑座,支撑座有多种型号可调,满足不同规格进水管管件的满焊要求,支撑座上安装压紧钳口固定进出水管件。
4 结语
无负压供水设备中的进水管件﹑出水管件﹑弯管等规格型号较多,如何满足焊接工艺要求,本文对管道工件种类、工件产量的多少进行详细分析之后,结合人工点焊和焊接机器人自动焊的工艺思路,设计出通用点焊焊接工装和专用点焊与满焊工装,为其他管道产品焊接工装设计提供了一种思路。
参考文献:
[1]陈永馀.浅析XMW型智能无负压供水设备在某高层建筑的应用[J].福建建材,2015(10):77-79.
[2]曾庆志,吕卫阳,王国锋.蓝普锋RPC系列PLC在高层无负压供水系统中的应用[J].自动化博览,2014(6):88-89.
