基于智慧工厂解决方案的显示屏玻璃制程智能生产线设计
2020-11-27朱永波徐利君
朱永波,徐利君
(1.湖南宇环智能装备有限公司,长沙410100;2.湖南机电职业技术学院,长沙410151)
0 引言
随着信息技术与先进制造技术的高速发展,我国智能制造装备的发展迅速,以新型传感器、智能控制系统、工业机器人、自动化成套生产线为代表的智能制造装备产业体系初步形成,一批具有知识产权的重大智能制造装备实现突破,本项目以玻璃显示屏的研磨抛光为重点研究内容并逐步拓展到整个手机显示屏行业,引入工业4.0 的概念,并运用物联网、大数据、云计算等先进技术,最终实现数控装备行业智能化、信息化、无人化的升级和突破[1]。目前兴起的玻璃研磨抛光制程其工作环境差,劳动强度大,且玻璃易碎的特点也容易出现危险事故,这些特点迫使产业装备升级并最终实现无人化。
目前智能手机显示屏行业欣欣向荣,玻璃的特性决定了必须通过研磨抛光才能达到产品的精度,但单纯的抛光效率及其低下,通过多年的探索和研究以及和用户的深入交流,提出了磨削的工艺制程,大大缩短了精抛光的时间。目前各生产厂家都是单工艺集中加工,带来物流转运的时间和人力成本巨大,通过集中各工序的智能化生产线可以解决这个难题[2]。
1 产品特性分析
高端手机显示屏通常采用康宁玻璃,其产品具有以下几种特点:薄,成品0.6 mm 厚左右;脆,强化后的应力值在600 MPa 左右;硬,表面莫氏硬度达到8H;难加工,最后精加工去除量0.01 mm,精抛时间约为20 min;精度高,表面光洁度达到10 nm。一般玻璃从毛坯到成品的总去除量为0.3 mm 左右,所有整个过程耗时较长,为了提高生产效率,一般需要选用不同的加工设备组合来保证。由于手机玻璃的用量较大,故设备需求用量也非常大,属于劳动密集型产业。将传统的单工序集中生产方式改为多工序集中的生产单元,加入自动化和信息化,形成智慧生产的模式可以大大提高生产效率和节约人力成本。
2 加工工艺
在与用户反复交流和现场的工艺验证后,根据材料特性和加工精度及加工效率的匹配,选用合适的加工设备;再根据设备的特性和加工精度进一步进行工艺分解,确定选用精密磨削和精密抛光作为主要加工手段,辅助以自动化设备,其确定主要工艺路流程有:(1)粗磨双平面0.18 mm;(2)精磨双平面0.1 mm;(3)精抛双面0.02 mm;(4)清洗磨削和抛光的残留液;(5)玻璃表面烘干;(6)加工尺寸厚度在线检测。
2.1 粗精磨双平面
粗磨合精磨均采用立式双端面磨床作为加工设备(图1、图2),上下砂轮采用高耐磨性树脂砂粒皮,送料转盘连续送料,根据检测数据可以进行数据反馈,砂轮自动补偿,可以达到高效生产的效果。

图1 粗精磨设备图
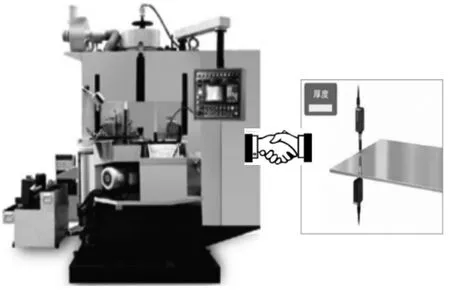
图2 设备和检测数据交互
2.2 精抛双平面
采用立式双面研磨抛光机(图3),其结构分为上盘、下盘、太阳轮及内齿圈分开控制,系统采用全闭环控制,可以时时压力监控和调整,龙门结构可以承受超大压力,三级过滤系统有效分离杂质,避免二次划伤。

图3 精抛光设备
2.3 磨削液清洗和烘干
无论是磨削还是抛光都需要磨削液和抛光液作为加工介质,由于其中介质是粉末状,呆干涸后会凝固在玻璃表面难以去除,所以及时清洗对产品的质量至关重要。本工序采用风刀型玻璃自动清洗机(图4),分为冷水清洗、毛刷清洗、热水清洗、风刀吹干、热风烘烤等工序。最大程度保证前一工序的残留液不留到下一工序,保证产品质量。

图4 清洗烘干设备
2.4 加工尺寸在线检测
磨削精度保证是加工重要的环节,由于砂轮是消耗品,需要通过补偿来保证精度,传统方式是采用计时和计件的方式来进行补偿。本设计采用高精密双探头的形式来进行在线检测(图5),时时补偿的方式,可以大大提高产品的合格率。

图5 检测补偿示意图
3 加工工艺流程
如图6、图7 和图8 所示,通过主要加工工艺的研究,用户提出了“基于智能工厂解决方案的显示屏研磨抛光制程智能生产线”系统解决方案的需求,需要达到如下技术要求。(1)设备可连续性加工,根据储料箱的容量,定时补充和收走产品,设备会根据生产状况可自动提示上料和收料。加工数量会自动记录并保存在系统,并通过网络可同步上传至云端服务器。(2)通过CCD 视觉系统对产品外观进行检测,可检测划伤及崩边等缺陷并通过趋势判断提示设备可能需要进行砂轮的修整。检测到玻璃破碎时可以及时警报。(3)设备加工参数及检测数据可在线实时监控,可诊断调整,并可输出可以全程管理。(4)设备可实现自动化上下料,留有与清洗制程无缝连接口,带有与相。关系统的连接端口,为未来新增功能提供链接接口。(5)设备产线可控可管,具备实现智能化生产车间的条件[3]。

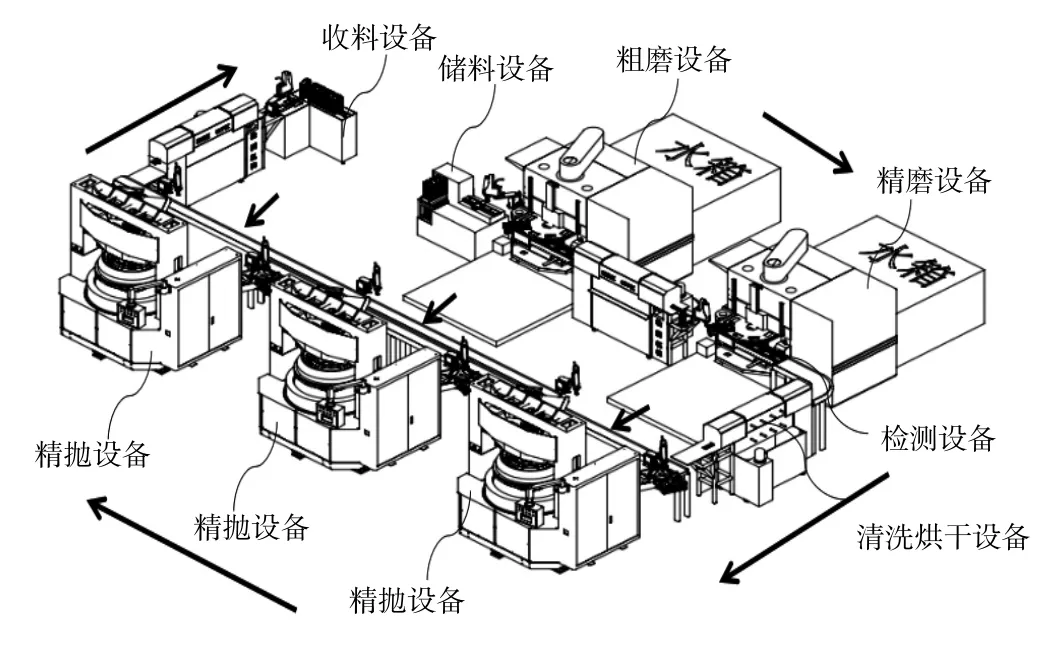
图8 抛光制程工艺简图
4 控制系统设计
对生产流程的管理进行数字化升级,生产的整个过程进行可视化管理和监控,系统的智能部件和设备通过网络连为一体,应用基于研磨抛光生产线的MES 系统,以可编程逻辑控制器PLC 作为过程状态和工艺、质量参数采集的基本单元,以工业现场总线和以太网构建基本网络,将生产现场的信息进行集中整合,控制层主要负责生产过程中的自动控制和数据采集及初步分析,贯穿于整个生产制造环节及存储等环节[4]。如图9,产品的生产过程全部通过网络传到企业的管理系统,实现每件产品从来料到成品的可追溯性,MES 系统通过ERP 系统传输来的订单信息,将需要准备的各种物料通过网络传输各个部门和单元,覆盖生产计划优化、滚动调度、实时数据库、数据校正、成本控制、库存管理自动化、在线调优和优化控制、质量控制,实现生产计划优化、滚动调度、实时数据库、数据校正、库存管理自动化、质量控制[5]。主要要求如下:(1)具备自动化+数字网络化云端技术控制;(2)设备参数及检测数据实时在线监控及调整、输出;(3)具备实现自动上下料、无缝连接清洗制程、智能化无人生产、相关系统端口及新增智能功能接口;(4)具备智能化生产车间可控可管条件。
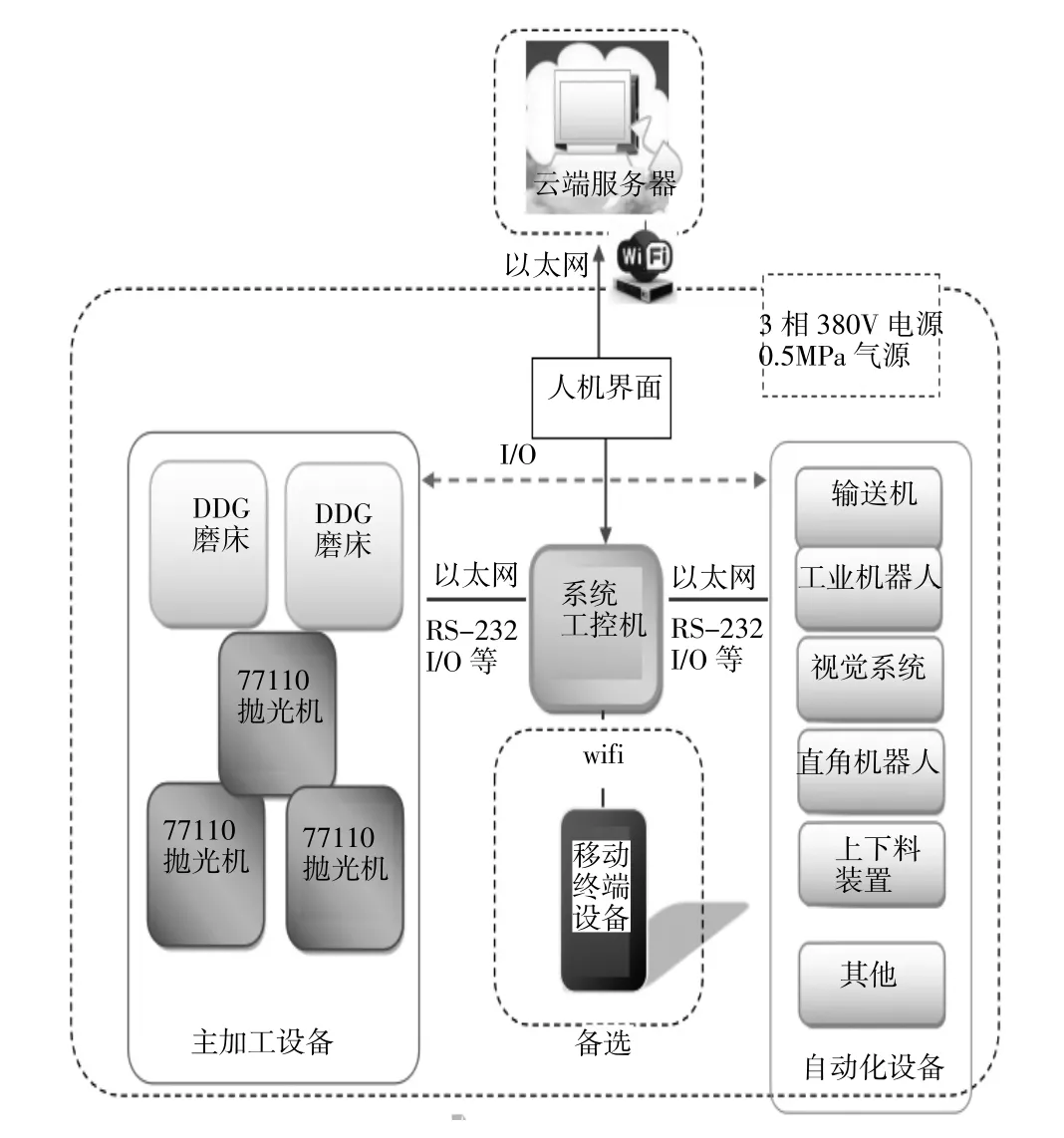
图9 系统控制简图
5 结束语
“基于智能工厂解决方案的显示屏研磨抛光制程智能生产线”紧密结合磨削机床的生产工艺,以无人和安全生产为设计理念,利用智能传感器、机器智能识别系统、机器人、智能专用设备、在线检测系统等智能部件,实现机器人自动上下料、自动磨削及各工序的信号交互与设备联动,具有从原料到磨削成品全自动输出等一系列功能。智慧工厂、智能化生产线是未来产业升级、结构调整不以人的意志为转移的大趋势。机器代替人工换来的高效、高质量的产品优势,为企业转型升级带来了新的机遇和挑战[6]。