螺旋焊管引熄弧板制作装置的开发
2020-11-26杨永郑兆君
杨永,郑兆君
(山东胜利钢管有限公司,山东淄博255082)
1 问题的提出
国民经济的高速发展离不开石油、天然气等能源的支撑, 目前东部沿海发达地区石油、天然气的需求量与供应量仍存在巨大的缺口[1-3],钢管作为石油、天然气的长距离运输的主要方式,高标准、高质量钢管需求量也逐渐加大[4]。当前国内主要螺旋焊管生产单位大多采用传统的一步法生产工艺,其最大的不足就是生产速度慢、效率低下。为了破解这个难题,我公司引进了国际先进的两步法生产工艺(又称预精焊生产工艺),相比于传统的一步法生产工艺,两步法最大的优势就是生产速度快,生产速度是一步法的3~6倍。成型和焊接分步进行,避免了传统螺旋焊管生产中容易出现热裂纹、夹渣等问题,容易得到高质量焊缝[5]。预精焊工艺流程如图1所示。
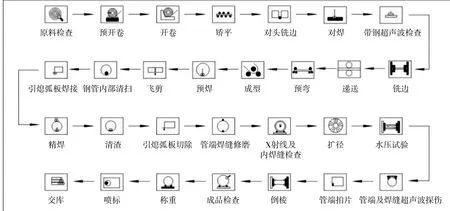
图1 预精焊工艺流程图
由于成型预焊和精焊是分开进行的,为了提高焊接质量和减少材料消耗,必须在成型后的钢管两端分别焊接引熄弧板,引熄弧板的弧度和钢管的弧度最好是完全一致。从对头管上切割下来的弧形板由于成型残余应力使钢板产生弹性变形,因此不能直接焊接在钢管上。必须采用机械加工的方法消除弧形板的残余应力,使引熄弧板的弧形尽可能地与钢管弧形一致。本文针对此问题,开发了螺旋焊管引熄弧板制作装置。
2 引熄弧板的制作过程
2.1 引熄弧板工作原理
本文以生产φ508×10.1、材质为L555的螺旋焊管为例。坯料规格:320 mm×510 mm。L555板材材料参数:厚度为10.1 mm;屈服应力为555~705 MPa;抗拉强度为625~825 MPa;屈强比为0.93。
为了保证焊接可达性,在确定焊接位置并实施焊接[6],焊接前先将一块板材用手工电弧焊点焊到所要焊接焊缝的一端,然后埋弧焊是从该板材上开始引弧,等电弧移动到所需加工的焊缝时,焊接的电流、电压和电弧都比较稳定,此时焊接的焊缝质量比较好,缺陷少,等焊接完成后,在熄弧板上结束焊接。引熄弧板的焊接方式如图2所示。
为获得和钢管一样弧度的引、熄弧板,必须对引熄弧板进行压力加工,引熄弧板的加工和变形过程如图3和图4所示。
2.2 引熄弧板制作装置
引熄弧板制作装置主要由两大部分构成:液压压力机,模具。
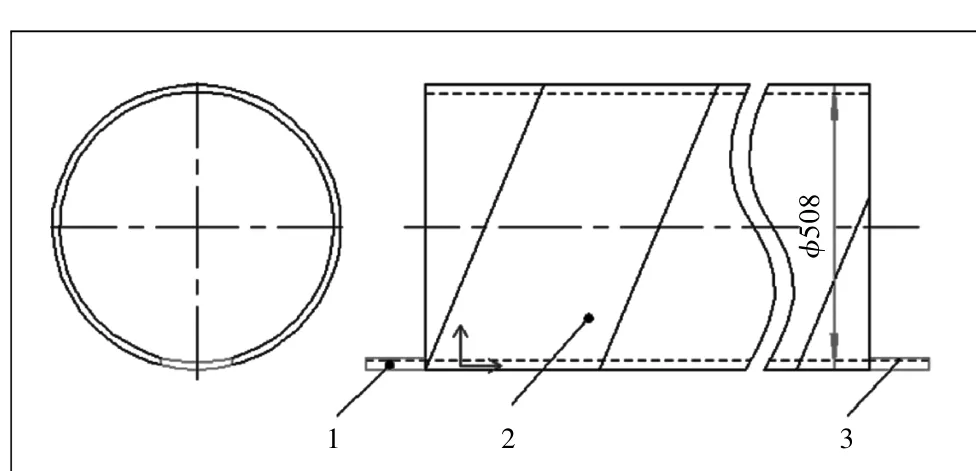
图2 引熄弧板的焊接方式
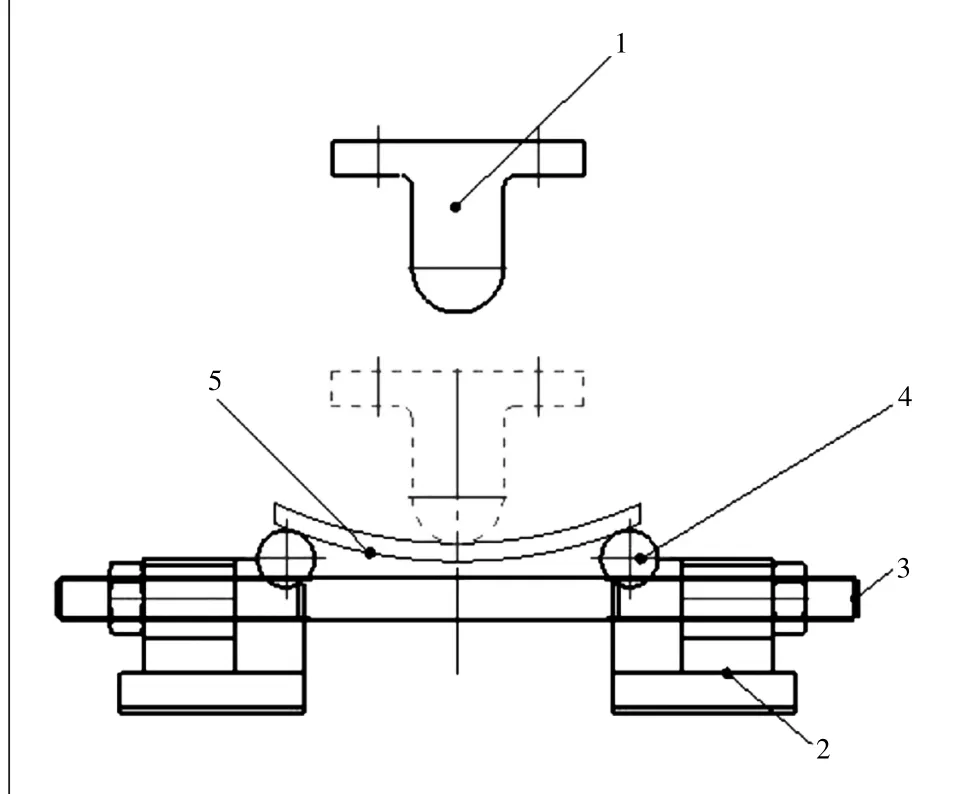
图3 引熄弧板的加工过程
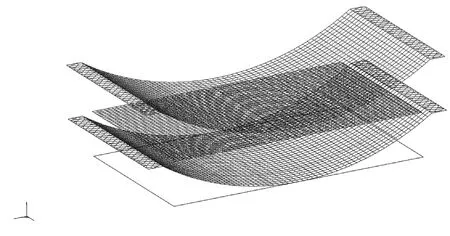
图4 引熄弧板的变形过程
液压压力机的计算选型:
钢板厚度按照10.1 mm,相对弯曲半径计算如下:

压力机的公称压力[7]计算如下:
F=0.7KBt2σb/(r+t)=0.7×1.3×320×10.12×555÷(495.3+10.1)=32620.59 N。
因为我公司生产最大钢管规格为1620×25.4, 材质为X120[8]。按照25.4 mm计算得到的公称压力为196 472.92 N。

根据液压压力机的选用原则[9],设计选用了100 t液压压力机,压力机行程为500 mm。上压头工作台为500 mm×500 mm;2道T形槽之间的中心距为140 mm;下工作台有3道T形槽,中心距为200 mm,T形螺栓为M20。压力可调,行程可调;有自动、点动、半自动、脚踏开关和手动开关。引熄弧板加工模具主要由底座、上模、调节螺杆、旋转轴等构成。生产不同规格的钢管所需的引熄弧板大小不同,要求模具应具有一定的可调性。
2.3 工作步骤
1)引熄弧板毛坯件的下料。根据生产管型确定下料尺寸,引熄弧板原材料包括板头、对头管、降级管等,切割均采用等离子切割或氧气乙炔火焰切割。
2)引熄弧板的制作。将下料的毛坯件放置在模具的底座上,调节螺杆调整到适当位置,启动压力机,调整上模下压量,开始下压,达到合适的要求,压出所需的弧度。
3 结 语
该系统的优点有:设计机构简单,使用、维护方便,使用范围广,理论上可以制作各种常见型号螺旋焊管的引熄弧板,实用效果较好,能够满足预精焊生产的配套需要,为后面的引熄弧板焊接及钢管的焊剂提供了较好的保障,提高了螺旋焊管的焊接一次合格率,也大大降低了气孔等焊接不稳定缺陷的产生。为螺旋焊管的引熄弧板制作提供了重要参考,同时也可用于直缝焊管的生产[10]。
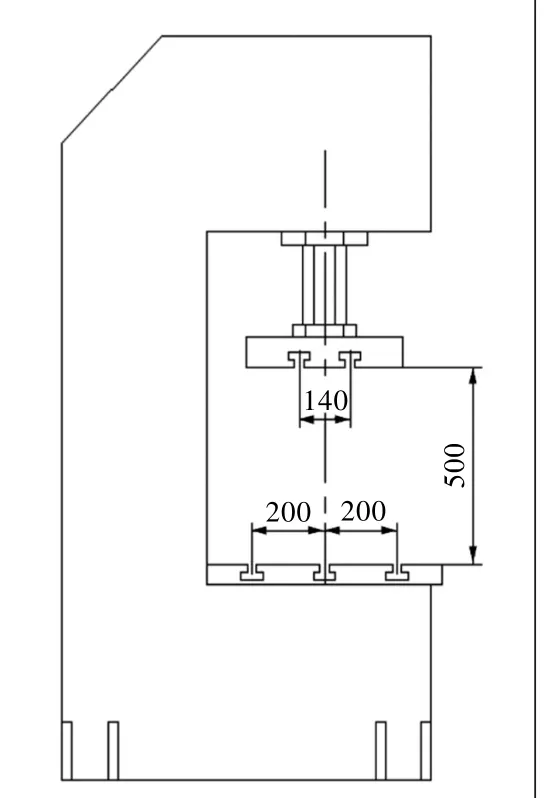
图5 压力机示意图
