T91小径仪表管焊材选用工艺试验
2020-11-25王影建梁艳玲星建民范绍林
王影建,梁艳玲,星建民,范绍林
1.北京科技高级技术学校 北京 102308
2.山西太原中冶天工钢构容器分公司 山西太原 030008
1 序言
某电厂项目部在主蒸汽管道取样管施工中,需要焊接φ18mm×4mm的SA213-T91小径管,由于管径小无法进行焊后热处理,故经过研究,决定采用ERNiCr-3镍基焊丝和ER90S-B9焊丝进行焊后力学性能对比试验。
2 焊接性分析
SA213-T91钢为马氏体组织,是在9Cr1MoV钢的基础上降低碳含量,严格限制硫、磷含量,添加少量的钒、铌元素。其具有较好的持久性和较高的强度,但冷裂纹敏感性比较强,有一定的热裂倾向,使焊接性变差。因合金含量较多,钢液黏稠,容易出现未熔合、根部氧化等缺陷,所以焊接难度较大[1]。SA213-T91钢的化学成分及力学性能见表1、表2。
3 焊接工艺试验
焊接工艺试验着重于检验SA213-T91小径仪表管在不能采用电加热方法进行焊后热处理的条件下,选用ERNiCr-3镍基焊丝焊后保温缓冷和与SA213-T91钢相匹配的ER90S-B9焊丝焊后火焰加热并保温缓冷的方法进行对比试验,目的是检测焊接接头焊后的力学性能能否满足使用要求。

表1 SA213-T91钢的化学成分(质量分数) (%)

表2 SA213-T91钢的力学性能
(1)焊接材料 ERNiCr-3焊丝和ER90S-B9焊丝的化学成分及力学性能见表3~表6[2]。

表3 ERNiCr-3焊丝化学成分(质量分数) (%)

表4 ERNiCr-3焊丝熔敷金属力学性能
(2)焊接工艺试验 试验条件:管材规格为φ18×4mm和φ60×4mm,焊丝采用ERNiCr-3或ER90S-B9 ,焊接方法采用GTAW,氩气流量为6~8L/min,焊接层数为2层,焊接位置为6G,焊口充氩,焊前火焰预热至150~200℃,采用镍基焊丝焊后进行保温缓冷,采用ER90S-B9焊后进行火焰热处理,达到650~700℃厚保温缓冷。详细方案及焊接参数见表7。

表5 ER90S-B9焊丝化学成分(质量分数) (%)

表6 ER90S-B9焊丝熔敷金属力学性能
(3)工艺试验过程及分析 方案一:进行4次试验,1-1、1-2试验用管材采用客户提供的SA213-T91钢,尺寸为φ18×4mm,焊后进行力学性能试验,拉伸试验合格,面弯、背弯结果不合格,经过与项目工作人员沟通,对管子母材进行检验,发现首批管子母材不合格,客户对管子进行了更换。
客户对不合格仪表管进行更换后,我们对新到的SA213-T91钢管子在焊前进行了相关检测,确认管子合格后,为保证熔合良好,防止产生焊瘤、内凹等缺陷可能对力学性能的影响,决定采用φ1.6mm焊丝进行工艺1-3、1-4次试验。工艺试验时采用与1-1、1-2相同的施焊人员,焊丝φ1.6mm,焊接电流、电弧电压比1-1、1-2稍小。工艺评定结果仍然是背弯不合格,不合格背弯试样如图1所示,拉伸试验合格,面弯合格,背弯不合格。
方案二:由于方案一的4次评定结果均不合格,因此分析是否因为管子直径小,背弯时内壁不平直,导致背弯不合格,随后决定进行方案二,即采用φ60mm×4mm的管子进行一次试验。采用的焊接参数和方案1-1、1-2相同,结果:拉伸试验合格,面弯合格,背弯检验仍然不合格(注:有的背弯甚至刚弯到90°就产生裂纹)。详细结果见表8。

图1 1-4方案工艺背弯试验
从图1和方案二分析,所有不合格试样背弯断裂均在熔合线上,原因分析如下:
1)焊缝熔敷金属为镍基合金,其延展性好,因此焊缝根部和表面在弯曲时无缺陷。
2)SA213-T91钢母材本身为锻造组织,母材生产时工艺到位,性能合格,因此母材处弯曲时无缺陷。
3)熔合线为焊缝最薄弱部位,由于未进行焊后热处理,因此熔合线上应力较大,组织晶粒粗大,造成弯曲时背弯不合格,与管子直径无关,与焊丝的直径也无关。
方案三:分析清楚原因之后,通过改变焊后热处理工艺,又进行了方案三的试验。

表7 焊接参数
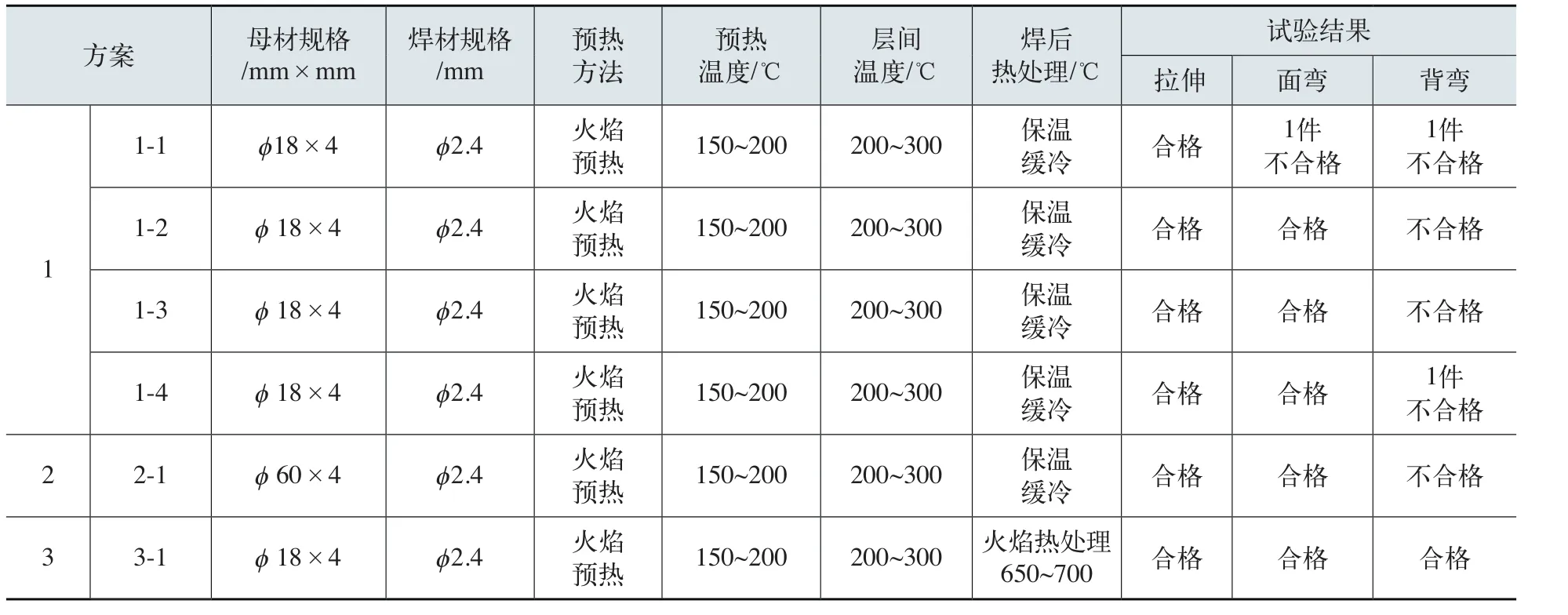
表8 各方案试验结果
方案三选用与母材相匹配的ER90S-B9焊丝,焊后用火焰加热至650~700℃保温,然后缓冷至室温。拉伸和弯曲检测结果均合格,硬度略高。母材和焊缝硬度见表9。

表9 母材和焊缝硬度 (HBW)
由表9数据分析可知:母材硬度在合格范围内,焊缝硬度高。焊后虽然进行了火焰热处理,但恒温时间和加热温度不够,造成焊后组织转变不充分,因此硬度偏高。
通过修改焊后火焰热处理工艺措施,减小了焊缝的应力集中,缓解了熔合线上的应力状况,因此背弯合格。
4 结束语
1)通过本次对小径管SA213-T91焊接工艺试验,我们总结出镍基焊丝并不是全能焊丝,要使焊缝达到标准性能要求,必须选择合适的焊接材料、采用正确的焊接工艺。
2)镍基焊丝只能应急而不能作为永久的焊接材料使用。
3)严格制定焊后热处理工艺措施,也是保证焊接质量的关键。
4)焊前一定要及时对母材、焊材进行化学成分、硬度等检测,防止不合格产品影响工程质量。
5)SA213-T91钢小径仪表管焊后在不能进行电加热的情况下,采用火焰加热也是焊后热处理的加热方法之一。
