基于solidworks的快开人孔参数化设计与运动仿真
2020-11-25龚彦业
王 莺,龚彦业
( 浙江水利水电学院 机械与汽车工程学院,浙江 杭州 310018)
人孔是压力容器的主要受压元件,在条件允许的情况下每台压力容器应至少设置一个人孔。 它主要是为工作人员在容器内部检修与维护提供进出通道,有时候也作为快速补料通道。 由于压力容器在使用过程中需要承受内压或外压,人孔代替开孔部位的筒壁承受压力,其强度、刚度和密封性能为压力容器的安全使用发挥着极其重要的作用。因此对人孔的研究显得格外重要[1]。 快开人孔作为人孔的型式之一,具有快速开启的特性和功能。正是基于这一特性和功能, 在保证安全性的前提下,还要考虑开合结构的装配特性和便利功能以及人孔盖选材的合理性。 不锈钢快开人孔在食品、制药等需要连续生产的行业中应用广泛,具有使用量大、使用面广等特点。 经济效益逐渐被人们所重视,开发新型快开人孔结构对经济发展具有重要意义。
本文通过对一个实际工程项目案例的构思、设计与实施,从简单到复杂[2],对产品进行参数化设计和运动仿真。 主要使用solidworks中的系列零件设计功能实现对快开人孔结构的参数化设计,编辑零部件的尺寸参数生成一系列的标准零部件,使产品的参数很容易修改,各项数据能直观地反馈到设计人员手中。 这在一定程度上保证了模型与图纸之间的紧密联接,自然地建立人机交互从而提高快开人孔的研究效率[3-4]。 后期对装配体进行运动模拟仿真,直观地展示快开人孔的工作原理,在整个模型的运动仿真中, 每个步骤是相互影响和关联的,通过完善运动三维模型,处理反馈信息,改变模型运动环境,并与分析的结果进行对比,判断机构的合理性,是否能实现预期的功能。
1 不锈钢快开人孔的结构组成及工作原理
图1 所示不锈钢快开人孔主要由筒节( 件①)、耳板(件②)、下法兰( 件③)、垫片( 件④)、上法兰(件⑤)、压紧盖(件⑥)、螺母( 件⑦)、活节螺栓( 件⑧)、把手( 件⑨)、球冠形封头( 件⑩)、限位板( 件○1)、转轴耳板(件○12)、销轴(件○13)组成。

图1 快开人孔
快开人孔盖采用球冠形封头型式,可以减薄封盖的厚度和增加封盖的承压能力。 球冠形封头与上法兰焊接连接,焊缝采用连续满焊型式。 筒节与下法兰焊接连接,耳板在与筒节周向均匀布置,和筒节及下法兰焊接。 活节螺栓、压紧盖和耳板组成活动组件,成套使用。 上下法兰通过压紧块的成套组件,在活节螺栓拧紧的情况下,对人孔形成压紧力。 本模拟中,压紧块和活节螺栓采用12 个。 在其他设计中,允许通过改变活动组件的数量和螺栓大小,达到压紧人孔的目的。 人孔的上下法兰盖上各自焊接耳板和限位板,耳板的作用是通过耳板的开孔插入销轴,使打开的封盖能随销轴270°自由转动,达到轻松开启的目的。 耳板上焊有限位板,其作用是使人孔盖在有限的范围内转动。 本模拟中限位范围控制在147°,可根据需要改变角度。 通过限位板的限位功能,可以保证人孔在最大开启空间的前提下,不影响设备其它部件的使用,不占用更多空间,同时可以保护设备和法兰盖。
2 快开人孔关键零部件三维建模与参数化设计
以DN450 和DN500 两种快开人孔模型进行参数化设计分析为例。 由于各部件的厚度与人孔的材料和设计压力有关,属于强度和刚度计算,不是本次模拟的程序所能计算的,因此在建模中属于外部输入数据。 本次模拟中以固定值代入。 DN500为筒节内直径为500 mm,DN450 为筒节公称内直径为450 mm。 由于筒节直径的不同,快开人孔的上下法兰尺寸、球冠形封头尺寸、压紧盖的尺寸等均不相同。 建立零件参数化设计表后,通过输入尺寸参数,就得到新的模型, 而不需要重新绘制模型。通过变更参数来改变模型,可以迅速设计出适合不同场合不同公称直径的人孔。 下面我们以球冠形封头为例,简述其参数化设计过程。
2.1 建立球冠形封头的模板模型
球冠形封头与法兰直接连接,是一个等厚的球体的球冠结构。 用solidworks建立封头模型时,在基准面上绘制圆弧草图和旋转中心线,再利用“ 旋转凸台/基体” 命令,旋转360°得到封头的模型。
2.2 零件设计尺寸参数命名
尺寸、参数和特征的名称是三维模型的重要组成部分。 为了保证标准库的准确性,在使用过程中都应该保持其唯一性。 在创建系列零件设计表的驱动尺寸和参数之前,尺寸名称需要更改为更加易于识别、有意义和便于记忆的名称代码,以便于扩展标准零件库[5]。 将建好的球冠形封头三维模型打开,建立空白的系列零件设计表格(见图2),左键单击 “1” 处,然后在 “2 封头球内径D3”“3 封头底半径D1”“4 封头球外径D2” 处双击尺寸,并将这些参数命名为D3、D1、D2。
2.3 生成模型配置
在系列零件设计表单元格中对应输入两种不同规格的参数值(见图3),完成编辑之后,自动生成新的模型配置。 点击 “ ConfigurationManger” 设计数,会显示出封头的不同配置,如图4( a) 和( b)。 双击配置名称,系统就会调用系列零件设计表中的参数来驱动生成封头零件模型。

图2 选取参数
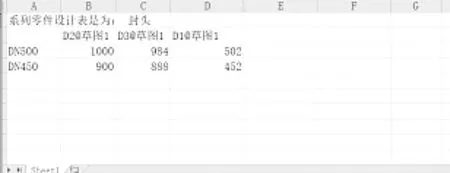
图3 设计表

图4 封头配置管理器
用同样的方法完成压紧块、上法兰、下法兰、筒节等零件的参数化设计,建立零件库,供用户方便查找零部件,快速修改零件尺寸。
3 快开人孔的参数化装配设计
装配体设计包含自下而上设计方法和自上而下的设计方法两种方法。 自下而上的设计方法是比较传统的设计方法[6]。 自下而上设计方法是将已经建立生成的零部件插入到装配体中,然后根据设计要求配合所有零部件。 第二种自上而下设计方法则是从装配体先开始设计工作,这是两种方法的不同之处。 本文采用第一种设计方法,将快开人孔分为3 个部分安装:筒节与下法兰及周围连接零部件的装配;上法兰与球冠封头及周围零部件的装配;上法兰与下法兰耳板的装配。 利用标准装配关系重合、平行、同轴心等配合命令完成DN500 快开人孔的虚拟装配。 完成DN500 快开人孔装配后,在零件参数化设计基础上,采用“ 配置零部件” 功能,进行参数转换,实现由DN500 转换至DN450。
(1)选中装配体所有零件,单击 “配置零部件”,自动生成DN500 装配体配置。 通过改变耳板、 垫片、销轴等零件的配置属性为DN450,就可以实现新的DN450 装配体配置。 用同样的方法可生成多套新的快开人孔装配体模型,从而实现快开人孔的参数化装配设计。
(2)可在装配体界面左侧配置管理器中切换不同配置的模型,切换后具体属性可在左侧设计树中查看。 若要修改快开人孔的某一零部件,既可以对单独的零部件进行修改,也可以直接在装配体中进行修改。
4 快开人孔的运动仿真
通过用三维软件solidworks的仿真功能[7],可对筒体设备法兰组进行结构分析,可针对设计方案进行验证并针对性地修改也可以在建模期间直接进行参数修改,极大地缩短了建模周期,提高设计开发的效率,具有很高的实用价值[8]。 在运动仿真过程中,主要的动作过程是六角螺母与活节螺栓的拧出与紧固,活节螺栓绕销轴做180°转动,压紧盖向下压紧上法兰和向上脱离动作,压紧盖脱离后,人孔盖可开启,由于上下法兰限位板的限位作用,人孔盖将围绕销轴旋转至147°。
4.1 制作螺母的旋转
在建立马达后,选择螺母任意一个面和活节螺栓,并 确 定 转 速, 可 以 采 用100 rad /s, 可 视 效 果更好。
4.2 制作螺母的上升动作
根据查看配合, 螺母与螺栓上顶面为距离配合,可通过调节距离使得螺母上升。 先添加键码,再编辑尺寸修改螺母与螺栓上顶面的距离为8。 通过制作螺母的旋转与上升动作,可实现螺母与活节螺栓的拧出效果。
4.3 制作压紧盖的上升动作
螺母旋转松动后,压紧盖可向上活动。 螺母上升延迟1s后,压紧盖再上升。 先添加键码,再修改螺栓上表面与压紧盖的距离。 可通过调节螺栓上表面与压紧盖的距离,使得压紧盖上升。
4.4 压紧盖的向后旋转
压紧盖上升一定距离后可向后旋转,从而使得人孔盖打开。 控制压紧盖向后旋转的是压紧盖与基准面的角度。 先添加键码,再修改角度,将尺寸改为236°(在6 s的尺寸为176。 所以这里为176 +60 =236)。
4.5 上顶盖向后旋转
压紧盖脱离后,人孔盖可开启,人孔盖将围绕销轴旋转至147°。 查看配合得,控制限位板向后旋转的是垫片与上法兰之间的角度。 因此在添加键码后,再修改尺寸为147°。
4.6 开启关闭制作过程
在上述设置完成后,点击 “ 计算”,计算一次后点击播放,实现开启动作的过程。 为了实现关闭过程,选择 “循环” 播放模式,实现快开人孔的开启和关闭过程。 获得完整开启过程动画后,采取隔帧截图。 螺母的匀速旋转并上升离开压紧盖上表面动作(见图5(a))。 压紧盖的上升脱离对上法兰的压紧,随后压紧盖、螺母及活节螺栓绕销轴旋转( 见图5(b))。 上顶盖绕销轴旋转至147°,做出打开的动作(见图5(c))。
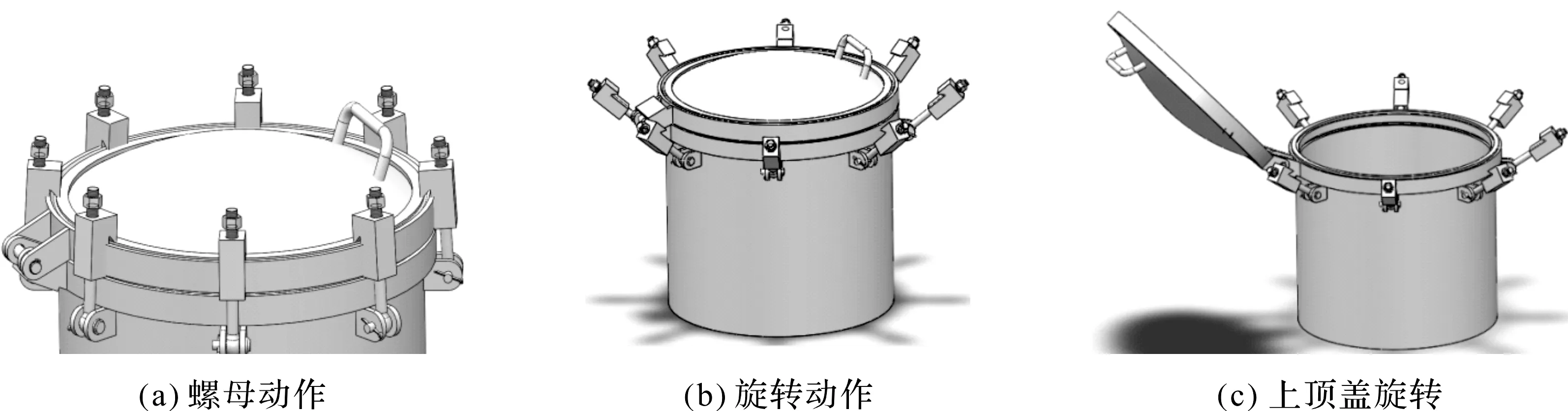
图5 开启过程动画截图
5 结 语
通过本文所述快开人孔启闭实例可以看出,对快开人孔的零部件使用solidworks建模,并在零部件建模完成后, 在可在模型中建立系列零件设计表,完成一系列的操作后,可以通过修改数据获得不同参数的模型,还可对所有零部件进行装配,并使用配置零部件功能,实现整个装配体在不同的参数之间切换。 一次建模并建立系列零件设计表可以减少大量重复性的建模工作,大大提高了设计效率,缩短了设计周期,降低了设计成本。 同时使用solidworks motion 插件的运动算列功能制作快开人孔的工作过程,包括螺母的上升和旋转、压紧盖的上升和旋转、压紧盖向后旋转以及上顶盖的开启。通过观察整个动作过程,对开启过程是否顺畅、结构尺寸是否有卡滞现象、是否能满足预期的设计需求等问题进行判断。