5种汽车变速箱齿轮材料在制造过程中的优劣性分析
2020-11-24李昆陈宇
李昆,陈宇
(一汽-大众汽车有限公司 传动器车间,长春130011)
1 汽车齿轮常用材料介绍
汽车变速箱齿轮材料不仅要有良好的强度、韧性、耐磨性,而且还要求变形小、加工精度高。在齿轮的热处理加工工艺中,除了一般的淬火、回火外,还采用渗碳淬火、氮化处理、高频淬火等多种表面硬化工艺。对齿轮材料技术要求有:1)足够的芯部淬透性、表面硬度和深层,并确保齿轮渗碳淬火时渗碳层和芯部不出现过冷奥氏体分解物;2)齿轮渗碳淬火后尺寸变形小且均匀,便于后续的精加工[1]。汽车齿轮常用的国产材料有20CrMnTi、20CrMo、20MnCr5、25CrMnS4 等[2],本文对比了以上4 种国产材料及德国进口材料(型号TL4521)在相同制造工艺下(机械加工工艺及热处理工艺完全相同)所表现出来的材料优劣性。
2 汽车齿轮制造过程的评价参数介绍
齿轮的设计参数有齿数、模数、压力角、齿顶高系数和螺旋角等;齿轮制造过程中的评价参数有跨棒距MDK、径跳FR和齿轮精密测量报告等,表1 所示为汽车变速箱齿轮零件在制造过程的评价参数。

表1 汽车变速箱齿轮零件在制造过程的评价参数
齿轮的精密测量报告主要评价齿轮齿面修形误差(实际形状与设计的非理论渐开线齿形之间的偏差)及分度误差(周节误差)[3],齿面修形误差包括齿形角偏差、齿形形状误差、齿形鼓形量、齿向角偏差、齿向形状误差和齿向鼓形量等,分度误差包括单个周节误差、周节累计误差等,这些参数决定了齿轮的加工精度等级,影响了变速箱的振动和噪声。
3 实验设计
3.1 评价指标选择
为了对比上述的5 种材料在汽车变速箱齿轮加工制造过程中所体现的性能好坏,本文选取了表2 所示的关键指标作为评价指标,表中的尺寸全部为齿轮零件生产制造过程中的核心尺寸。评价尺寸的选择并不是越多越好,最好用少而精的尺寸来准确反映零件的整体性能。

表2 材料评价指标
3.2 评分原则的确定
为了系统地评价上述5 种材料在齿轮加工制造过程中所体现的性能好坏,对尺寸变形的大小(波动及变形量)采用量化的评价指标,同时为了考核不同批次毛坯材料及不同轮次实验的影响,增加了一项“材料性能一致性”评价指标,用多轮实验中每项尺寸指标平均变形量的最大值减去最小值,再除以该尺寸的公差来进行评价,评价原则如表3 所示。

表3 尺寸变形评价规则
3.3 实验方案整体设计
实验采用ECM 真空热处理炉,使用8 种齿轮类零件(4 种小齿轮,1 种大齿圈,2 种轴,1 种同步器)。按照精加工形式,又可以划分为3 种磨齿类零件、4 种剃齿类零件。由于剃齿类零件最终成品尺寸由热处理变形保证,因此对剃齿类零件进行5 轮实验,对磨齿类零件进行3 轮的实验,以保证实验结果的准确性。每轮实验中,5 种材料的实验件分别加工9 件,并排放在热处理料盘的8 个角落及中心(即热处理九点实验)。零件在热处理投炉前按照表2 中的尺寸进行测量,并在零件上标注测量点,热处理完成后按照相同的测量点再次进行测量,从而获得准确的尺寸变形量。齿轮零件使用的真空热处理主要参数如表4 所示。

表4 齿轮零件的真空炉主要参数
4 数据分析
4.1 热处理指标分析
由5 种齿轮零件的实验结果可以看出来:1)材料TL4521、20MnCr5、20CrMnTi(J9=37 ~40)、20CrMnTi(J9=35~38)在芯部硬度、表面硬度和层深等3方面全部合格;2)材 料20CrMo 及20CrMnTi(J9=32~35)由于淬透性不足,导致在相同的工艺条件下,芯部硬度不足够,其中20CrMo 材料对应的一挡换挡齿轮零件的各项热处理指标如图1 所示;3)材料25CrMnS4 只在轴零件上进行了实验,结论是热处理指标全部合格。
4.2 尺寸变形分析
如表6 所示,由5 种齿轮零件的实验结果可以看出:1)5 种零件的累计总分,TL4521 最高,其次是20CrMo 和20CrMnTi (J9=35 ~38);2)单 项 最 低 分 方 面,20MnCr5、20CrMnTi(J9=37~40)及20CrMnTi(J9=32~35)都出现0 分项,即变形量超出了公差范围;3)材料25CrMnS4 只在轴零件上进行了实验,总分由高到低的顺序为TL4521、25CrMnS4、20CrMo、20MnCr5、20CrMnTi。

表5 热处理指标分析

图1 20CrMo 材料对应的一挡换挡齿轮零件各项热处理指标
在尺寸变形评价过程中,已经对异常数据点进行分析和剔除,以避免由于数据异常造成的分析结果差异,但由于采样评价的数据点有限,不能保证完全体现材料的真实性能。
4.3 生产平顺性
在实验的过程中,4 种国产材料(20CrMnTi、20CrMo、20MnCr5、25CrMnS4)在车削工序出现了不同程度的缠屑,如图2(a)所示。20CrMnTi 材料对应的一挡换挡齿轮在插齿工序出现了材料黏刀现象,导致加工完成的零件端面有压伤,属于外观缺陷,如图2(b)所示。提高国产毛坯材料的硬度,可减少车削工序缠屑和插齿工序材料黏刀现象,比如20CrMnTi 材料的硬度由原来的167~192 HB提升到180~200 HB。再结合车床、插齿机设备参数优化,可完全消除这些加工缺陷,满足生产平顺性要求。
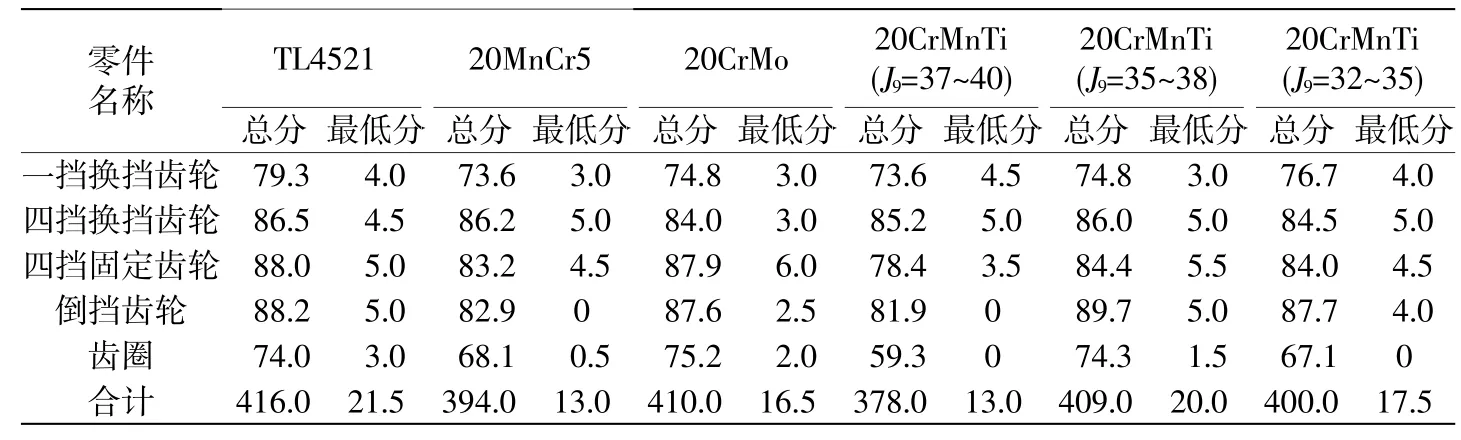
表6 尺寸变形分析

图2 生产平顺性问题照片
5 结 论
本文对比了5 种不同的金属材料(TL4521、20CrMnTi、20CrMo、20MnCr5、25CrMnS4),从热处理指标、尺寸变形和生产平顺性等3 个方面出发,通过选择合适的评价指标,在相同的制造工艺前提下(机械加工工艺及热处理工艺完全相同)开展实验,分析了5 种汽车变速箱齿轮材料在生产制造过程中体现出的优劣性。
在热处理指标方面,TL4521、20MnCr5、20CrMnTi(J9=37~40)、20CrMnTi(J9=35~38)能保证实验数据全部在合格范围内;在尺寸变形方面,采用量化的评价方式,齿轮和同步器零件尺寸变形由大到小的顺序为TL4521、20CrMo、20CrMnTi、20MnCr5,轴零件尺寸变形由大到小的顺序为TL4521、25CrMnS4、20CrMo、20MnCr5、20CrMnTi;在生产平顺性方面,4 种国产材料在车削工序出现了不同程度的缠屑,材料20CrMnTi 在插齿工序出现材料黏刀现象,通过调整毛坯硬度及优化设备加工参数,缺陷可以完全消除。
本文提供的实验分析结果,不同于实验室里的材料组织成分分析及齿轮疲劳寿命评价,是从生产制造角度对常用汽车齿轮材料的优劣性进行评价,给变速箱齿轮材料选型提供另一种参考维度。汽车变速箱齿轮材料的具体选型需要综合考虑成本、质量、寿命等,依据变速箱台架实验及整车路试实验结果进行最终确定。
