一种辊类部件垂直度测量调整方法
2020-11-23李章
李章

一、前言
辊子类部件是很多连续生产线的主要功能部件。辊子的辊面与产品直接接触,借助摩擦力的作用在生产线的功能很多。例如:传输产品、导向、提供工艺张力等。因此辊子部件安装质量好坏,是决定生产线运行是否正常的重要条件之一。这里所指的安装包括设备建设期间和日常检修后的安装工作。辊子部件的安装质量一般是通过检查水平度、垂直度(相对于生产线中心线,下同)和标高的参数来判断。就是我们平时讲的“找平、找正、找标高”。其中水平度可以通过水平仪或者用摇臂挂垂线来测量。标高可以用水准仪配铟钢尺、液体连通器来测量。这些参数现场都比较检测。但是辊子相对于生产线中心线的垂直度,相对而言测量比较困难。下面将介绍一种便于操作并且测量精度高的垂直度测量方法。
二、目前垂直度测量的常用方法
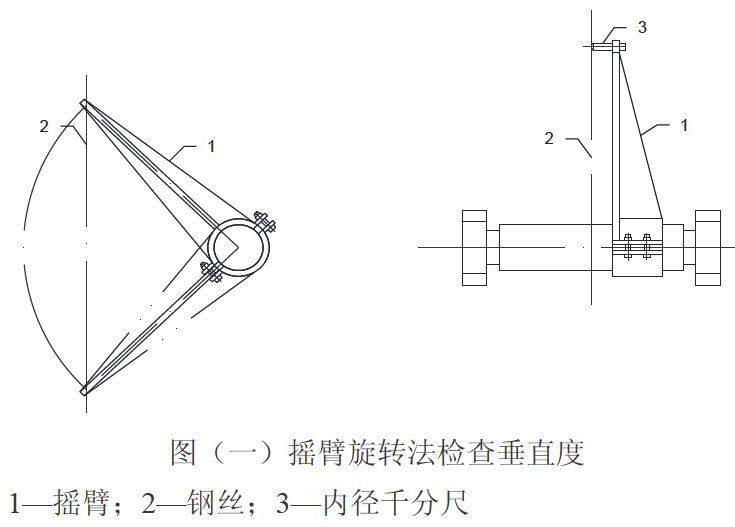
垂直度实际上是限制要素对基准线垂直方向上变动量的一项指标。对于辊子部件而言垂直度是指辊子的轴线相对于生产线中心线垂直方向的变动量。通过辊子轴线垂直度的测量并结合水平度的测量,实际上也可以保证众多辊之间的平行度要求。测量辊子对于中心线垂直度最常用的方法之一就是摇臂旋转检测法。如图(一)所示,钢丝线2是生产线纵向中心线,摇臂1通过扣合工具卡装在需要测量的辊子上,用内径千分尺的测量头接触钢丝,将摇臂旋转,尽可能的旋转接近180°来量取读数。按照读数来调整辊子轴线的位置。
根据摇臂旋转检测原理可知,千分尺两次的读数分别为d1和d2。则
其中: a辊子轴线垂直度偏差角度
L为摇臂测量点到辊子中心线的距离
由此上式可知为了测量的准确性,测量时摇臂应有一定的长度。过短会降低d1、d2读数的准确性。
以上介绍的就是摇臂旋转检测的操作方法和测量原理。这个方法虽然应用很广泛,但是在现场实际操作时也存在下列问题:
1、需要用钢丝线标定出机组的中心线。有时生产线的长度较长,甚至达百米以上的长度时,挂钢丝线的操作就比较麻烦了。
2、如果生产线上有挡板、隔墙等设施,则需要拆掉这些些设施才能满足挂钢丝线的空间条件,工作量会增加。
3、钢丝线在生产线上的物理存在,经常会受到震动、风力和人为无意的干扰。经常要中断测量工作检查钢丝线。
4、有时候为了操作的方便,也会采用在生产线操作侧布设一条同中心线平行的钢丝线。由于操作侧比较空旷,挂钢丝线相对容易实现。但是出于安全要求,操作侧辊子的轴承都是采用封闭结构,安装摇臂又变得比较困难,经常需要拆开轴承盖,在辊子端面钻孔并攻丝来安装摇臂。
5、摇臂的旋转有时也有困难。生产线的设备一般比较紧凑,有时候摇臂无法大角度的旋转,直接影响了测量结果。为了解决这个问题,也需要拆除辊子周边的一些设施才行。
6、在挂钢丝线有困难的情况下,也会采用经纬仪和摇臂配合来施工。这样虽然减少了挂钢丝线的工作量,但是摇臂旋转和摇臂安装困难的问题仍存在。
面对上述问题,能否能寻找一种施工简单同时精度也有所保证的测量方法,就成为一项值得研究的工作。
三、辊类部件垂直度测量调整的新方法
为了避免上述问题,需要分别解决两点,一是需要解决挂钢丝线的问题,采用经纬仪可以直接代替钢丝线,并且经纬仪的测量精度比钢丝线要高出一个数量级,完全没有问题的;二是需要设计一个新的工作来代替摇臂。针对这个问题,笔者设计出了一个专用测量工具。该工具由两个水平尺经过加工后垂直组合而成。并在其上部安装千分尺测量头。工具如图二所示。
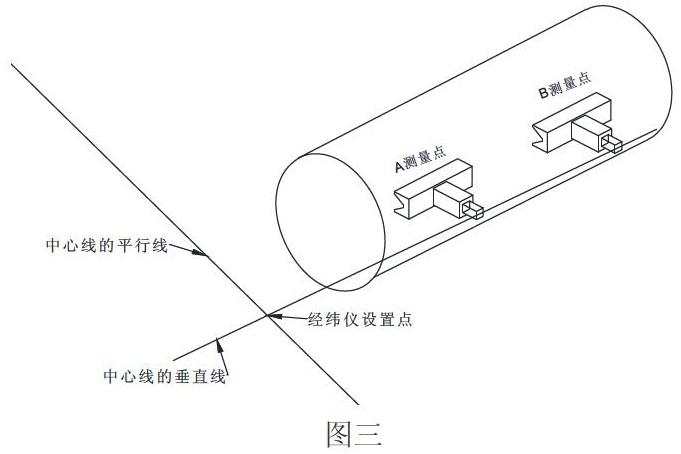
该工具按图示加工组合好后,需要细心的调整两个水平尺的气泡,使其满足两个方向水平测量的要求。使用该工具结合经纬仪可以十分方便的测量辊子垂直度。测量方法如图三所示。
先在辊子操作侧合适位置设置并调平经纬仪,再使用经纬仪找到中心线的平行线。然后利用经纬仪可以进行角度测量的功能,向辊子方向旋转经纬仪90°,使经纬仪的视线平行于辊面母线。这时把工具放置在辊面的水平母线上,注意水平仪上横向和纵向的两个气泡,通过轻微转动辊子调整,使两个气泡都能居中。这时通过经纬仪的视线分别在A测量点和B测量点测量千分尺的读数。通过这个方法可以直接读出辊面的垂直度偏差。如果千分尺两次读数分别为d1和d2。则
其中: a辊子轴线垂直度方向偏差角度
L为A测量点到B测量点的距离
这个方法使用经纬仪代替钢丝线,并利用经纬仪可以旋转90°测量的能力,通过专用测量工具(简称双向水准仪)代替摇臂。能够比较方便的进行测量和调整工作。如果能事先标定出中心线的平行线,这可以更便捷的施工。
四、新测量方法的误差分析
新的測量方法实际上是利用横向和纵向的水平仪找到辊面的水平母线,通过测量辊面水平母线垂直度来反映辊子轴线在水平面上的偏差角度。下面我们来分析一下这样测量的误差有哪些。
1、测量工具、视线等引起的系统误差。由于经纬仪和水平仪是精密量具,正确使用工具的情况下系统误差很小,可忽略不计。
2、辊子外圆加工的误差。如上分析由于实际测量的是水平母线,因此辊面外圆的加工误差将直接反应在测量结果中。加工误差可以通过测量A点和B点的外圆直接测量出来。
3、测量角度的偏差。测量时如果A测量点和B测量点不在水平母线上,这会出现由于母线不一致引起的角度误差。如图四所示,图四为抽象后的投影图。
则误差T可用下式近似的表示:
T=R*(tang a-tang b)
其中:R为辊子的半径;
a为A点测量平面偏差角度
b为B点测量平面偏差角度
有此可知为了减少误差,测量时水平仪的调整非常关键。
五、结束语
这是笔者根据实践探讨的一种测量辊子垂直度的方法。已经实际应用过多次均满足了安装精度要求。当然这种办法也可能存在问题,欢迎读者不吝赐教。
