某35 ft长铝合金游艇的建造方法
2020-11-23杨红岩陈坤灵
杨红岩 陈坤灵


摘 要:铝合金游艇、钓鱼艇由于结构轻巧、造型美观、耐久性比较好,越来越受到市场的青睐。由于此类中小型游艇的船体主尺度相对较小、重量较轻及铝合金材料本身的特性,决定了此类中小型铝合金游艇具有独特的建造方法。本文以某35ft长游艇为例,介绍一种比较实用的中小型铝合金游艇的建造方法。
关键词:铝合金;游艇;船体;建造方法
中图分类号:U671.71 文献标识码:A
A Method for Hull Construction of the 35 ft Yacht
YANG Hongyan, CHEN Kunling
( Guangzhou Lanyue Ship Design Co., Ltd., Guangzhou 511458 )
Abstract: Aluminum alloy yacht and fishing boat are more and more popular in the market because of their light structure, beautiful appearance and good durability. Due to the relatively small hull size, light weight and the characteristics of aluminum alloy material, the hull of this kind of small and medium-sized aluminum alloy yacht has its unique construction method. Taking a 35 ft yacht as an example, this paper introduces a practical and commonly used hull construction method of the small and medium-sized aluminum alloy yacht.
Key words: Aluminum alloy; Yacht; Hull; Construction method
1 前言
近年来户外海上活动越来越活跃,中小型铝合金游艇、钓鱼艇由于功能比較实用、外形美观靓丽、配置丰富且可自由选配,价格也比较亲民,因此越来越受到客户的喜爱。
对于35 ft左右的小型铝合金游艇,由于船体重量较轻,尺寸也比较小,所需的建造场地空间和对起重吊机的要求都不是太高,所以通常都采用整体建造方法。本文以某35 ft长的铝合金游艇为例,介绍这类游艇比较常用的一种建造方法,以及建造过程中需要注意的一些问题。
2 船体建造方法
2.1 中小型铝合金游艇的常用建造方法
中小型铝合金游艇的船体板材厚度比较薄,通常只有4~6 mm。由于铝合金板的硬度比钢板差,不能承受反复火工,所以铝合金板材直接加工的难度比较大,加工后容易出现变形,因其密度大约是钢的三分之一,故其焊接后的变形往往约为钢的三倍。而一般的中小型铝合金游艇的建造公司通常都是中小型公司,加工设备比较简陋,大多数情况下是靠工人手工去加工成型,加工能力比较有限,通常没有能力直接加工比较复杂的曲度外板。但是,由于铝合金板材具有良好的可塑性,船体可以通过反造法建造,先安装定位船体结构,然后外板铺设在成型的船体结构上,通过挤、压、拉等安装加工方法,达成外板和船体结构的贴合,从而取得外板的成型。目前中小型游艇建造厂大多采用这种反造法建造主船体,然后将主船体翻身后采用正造法建造上建。下面以某35 ft长的小型游艇为例,具体介绍这种小型铝合金游艇的船体建造方法。
2.2 某35 ft长小型游艇的建造方法
2.2.1 主要参数
该游艇船长10.7 m(35 ft)、船宽2.8 m、型深1.6 m、主船体结构重量1.35 t,全船空船重量3.32 t,总排水量为5.4 t。
2.2.2 材料下料、上胎架前准备工作
游艇建造开工后,首先进行铝合金板的预处理;按照下料图做好板材和型材的下料切割工作,处理板材坡口、打磨圆顺,对焊接部位进行打磨处理;进行肋框结构的预制和矫正处理工作,做好工件上胎架的准备。
2.2.3 主船体胎架制作
现场制造胎架。为便于施工,直接选取距离船底基线一定高度的水平面(一般采用艇甲板面作为水平面)为胎架基面,这样的胎架基面方便地面划线,所有肋骨、肋板、甲板及船底纵桁都是垂直胎架基面安装的;根据胎架图制作胎架,对制作完成的胎架进行测量和复核,并记录检测数据,确保胎架准确无误;胎架完成后,进行胎架的划线工作,等待结构定位和安装。如图1所示。
2.2.4 纵横向船体结构安装
胎架制作完成后,开始竖立横舱壁;横舱壁定位安装完成后用卡码固定牢固,并做好临时加固防止变形;根据竖立的横舱壁安装船底中龙骨和其他船底纵桁,装配完成后采用卡码和点焊进行固定牢固;中龙、船底纵行固定后组装横向强肋板,用卡码和点焊固定牢固后,再铺设船底纵骨、舷侧纵骨和其他次要构件;最后安装纵桁和肋板的面板;这些船体结构定位安装完成后,要及时做好临时加强,防止结构发生大的变形,对已经发生的变形要及时进行矫正处理。
2.2.5 外板安装
主船体结构安装和固定完成后,按照焊接规格表对需要焊接的结构进行焊接,然后开始主船体外板的定位安装;外板吊装到船体结构上定位,利用船体外板和结构的贴合来进行船体外板的弯曲成型,定位后用点焊和拉码进行固定;某些局部外板曲度变化过大不易进行外板的定型,可以通过局部增加辅助骨材进行外板的定型;外板定型完成后,这些数量不多的辅助骨材可以在全部船体焊接应力释放后进行拆除,或者保留作为船体的永久结构构件;外板安装完成后及时对外板进行临时的加强,防止外板发生二次变形。现场吊装安装外板,见图2。
2.2.6 整船的胎架制作
整个主船体外板和结构定位安装完成后,做好临时支撑和加强,防止吊装翻身过程中外板和结构的变形;然后进行整船船体的胎架制作。为了施工方便,同样选择船体基线以下某一水平面为胎架基面,按照胎架图进行胎架的制作。这种正切胎架,在船体结构装配时比较方便,水平和竖直的结构直接平行和垂直于胎架基面安装;胎架制作完成后,仍需对胎架进行测量和校核;并在胎架支柱的上方支撑主船体的位置上做好保护,防止支撑划伤船体和造成船体外板变形。
2.2.7 主船体翻身
船体制作完成后,在主船体上焊接吊码,利用吊机进行主船体的吊装翻身,把翻身后的主船体定位到事先做好的胎架上面,做好船体的定位和支撑固定;定位完成后,对主船体的主要尺度和线型的数值进行测量和复核,并记录相关数值,发现偏差部位要及时矫正;然后进行搭设脚手架等后续工作。
2.2.8 主甲板铺设
主船体翻身后,进行船体结构和外板的焊接工作,同时进行一些机电设备的基座预制及安装工作,安装完成后,进行主甲板的安装工作,把主甲板吊装定位完成后进行点焊固定。
2.2.9 主船体尺寸和重要部位的测量矫正
船体结构装配定位完成后,对船体的主尺度和部分重要结构尺寸进行测量和校核,并且记录数据。若出现偏差需分析原因,并对偏差的部位进行矫正。
2.2.10 建造上建部件
按照胎架图进行上建正切胎架制作。胎架制作完成后,对胎架进行校核;完成校核后,进行上建壁板的定位、点焊和卡码固定牢固;然后进行上建壁板骨材的定位安装;顶棚可以单独制作成一个部件,把顶棚的板材和骨材组装起来,待上建壁板定位完成后整体吊装顶棚进行定位安装;上建部分制作完成后,对主尺度和一些重要部位进行测量和复核,并及时做好临时支撑和加强,防止上建发生较大的变形。
2.2.11 上建安装
上建制作完成后,整体吊装到翻身后的主船体上进行定位安装,定位后点焊固定牢固;然后对上建的位置和主要尺寸进行测量和校核,根据工艺对偏差的部位进行矫正。
2.2.12 其他构件的安装
整个船体安装定位完成后,对一些主要尺寸和重要结构进行测量和校核,矫正偏差和变形;然后进行全面的焊接工作,以及船体栏杆、扶手、楼梯等舾装件和一些机电设备基座的安装和焊接工作。
2.2.13 其他安裝
船体结构完成后,可以进行一些后续的安装工作,如内装、油漆涂装、机电安装等;待船下水后,继续进行其他内装、机电管缆等安装工作。
3 建造注意事项
3.1 外板和中内龙骨的对接处理
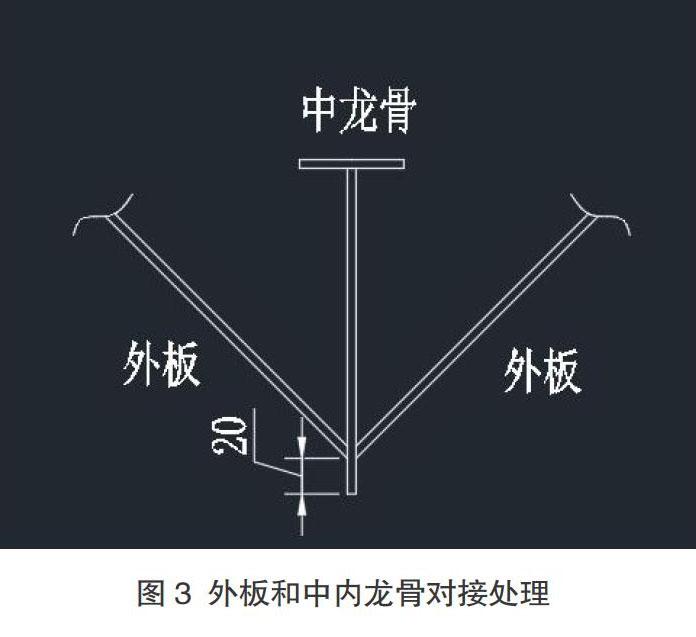
游艇为深V型船底,中内龙骨和左右外板对接的位置有三条焊缝重合。本船的设计时把中内龙骨凸出船底20~40 mm,安装外板时左右外板和中内龙骨形成角焊接形式,可以有效避免三条焊缝重叠。该方法经过探伤检查和实船验证,取得良好效果并且取得了船检认可,如图3所示。
图3 外板和中内龙骨对接处理
3.2 船体结构焊接注意事项
船体结构之间的焊接以及结构和外板之间的焊接,要严格按照焊接规范和焊接规格表的要求进行。为了避免由于焊接过多产生较大变形,或者焊接不足造成船体结构强度的缺陷,焊接后应按照焊接规格表的要求对焊缝进行检查、验伤,并对有缺陷的焊缝进行二次处理。
3.3 纵向构件应保持连续或等效连续
《游艇建造规范2012》2.3.1.2要求纵骨架式结构的纵向构件应保持连续或等效连续。在反造法铺设船底交叉的纵桁和肋板时,由于纵桁和肋板都选用大小差不多的T型材,不能做到一个构件贯穿另外一个构件,需要把一个构件断开和另外一个构件角接,这时需要注意保持纵桁的连续性,把肋板断开,并进行双面连续焊。
3.4 及时做好临时加强
壁板和其他较大的构件定位固定后,需要及时做好临时加强,以免壁板发生较大变形;其他强纵桁及肋板定位固定好以后,也需要及时做好临时加强,以防止发生较大的变形;对已发生变形的构件要及时进行矫正。
3.5 曲面外板变形的矫正
铺设外板时,局部外板可能会由于曲率过大导致变形比较大。由于铝合金外板比较薄,严禁反复火工矫正变形,可以通过锤击、重力压和拉码等矫正变形,尽可能减少结构进行火工矫正,采用火工时必须严格控制温度、时间和次数。
3.6 主船体翻身吊码的设置
吊码的设置位置应根据船体的重心来布置,同时吊码的起吊能力要满足起吊的安全强度要求;吊码要设置在反面纵横向强构件交叉位置的外板处;焊缝要采用全焊透焊接,焊接完成后对焊缝进行检查探伤,对出现的裂纹和夹渣的焊缝进行二次处理,以保证起吊安全。
3.7 船体主尺度及重要部位的测量校核
外板定位固定好以后,由于外板面积比较大,翻身过程中容易发生较大的变形甚至会导致外板板材撕裂,故需预先做好临时加强;船体建造完工后,必须对船体主尺度及船体的重要部位的变形量、位置及尺寸偏差进行测量记录和矫正。
4 小结
船体的建造方法是整个游艇建造的基础,船体建造方法的好坏直接影响游艇建造的进度、结构强度、安全性和美观性等各个方面。中小型铝合金游艇由于其建造的独特性,需要我们不断总结建造经验,多吸取和采用国内外先进的建造方法与经验,尽量从设计到下料施工等各个环节着手,全面提高和改进铝合金游艇的建造工艺和方法,才能更好、更高效地进行生产制造。
参考文献
[1]王小平.铝合金船舶建造中的工艺特点探讨.第九届全国内河船舶及
航运技术学术交流会论文集[C],2004:143-146.
