汽车变速箱装配线的维修管理研究
2020-11-21□侯瑞
□ 侯 瑞
上海汽车变速器有限公司 上海 201807
1 研究背景
随着我国汽车产业的迅猛发展,变速箱装配线逐步趋向于全面自动化[1]。制造执行系统[2]、工业机器人、伺服压机等替代了传统人工装配方式,解决了效率低、劳动负荷大、节拍慢、精度低等问题。随着自动化程度的提高,生产节拍、产品质量和设备综合效率[3]的要求也在提高,给设备维修带来了前所未有的压力。
笔者对汽车变速箱装配线的维修管理进行研究,为其它领域的设备维修管理提供参考。
2 设备特点
装配线维修的策略不同于集成度较高的机加工设备[4],设备功能的独特性和部件的多样化使装配线维修管理必须具有预见性措施,通过熟悉设备特点、关键备件储备、保养维护到位、能源锁定等措施,来满足快节拍、高产量装配线的维修管理要求。
汽车变速箱装配线最大的特点是非标设备多。全线按轴系、壳体等分有十几、几十,甚至上百个工位,每个工位的装配对象独立,因此绝大多数设备都是针对装配元件而设计的,如图1所示中间轴轴承压装工位。汽车变速箱装配线所涉及的备件范围较大,除伺服压机、可编程序控制器、阀岛等关键部件的厂家不同之外,接近开关、磁性开关、光电开关、气缸等部件的尺寸与型号繁多,丝杠、凸轮、齿轮等多采用定制设计,压头、工装等采用装配专用件。上述现象在较大程度上提高了备件管理的难度,降低了维修效率。
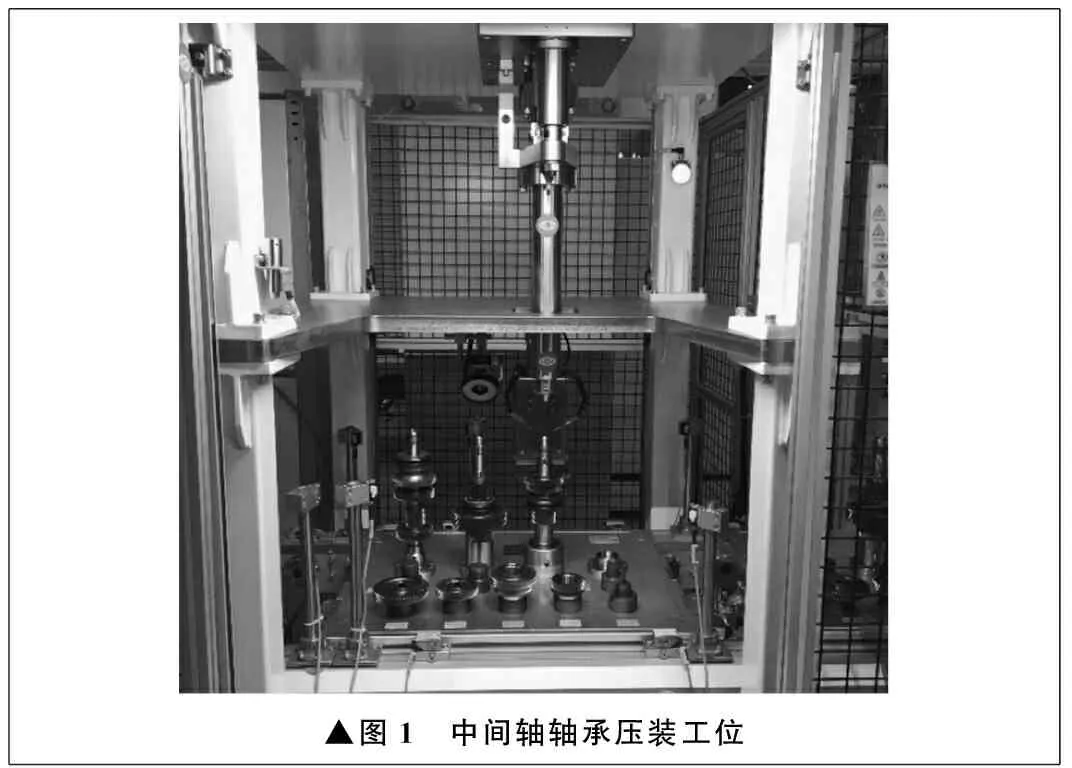
▲图1 中间轴轴承压装工位
3 维修关键点
3.1 关键备件
对于节拍快、产量高的总成装配线,不允许长时间停机,即每周停机时间应短于2 h。由此,对于线上设备的关键部件,必须有科学的备件储备,以免因采购周期长导致长时间停机。
关键备件可分为采购件和自制件。自制件一般为装配线上所用的工装,长期使用后,易磨损和受破坏,需及时进行更换[5]。采购件按各工位的使用数量进行备件的采购和补库。
为了制定合理的关键备件储备计划,笔者以某装配线为参考,统计了关键部件3 a来的更换率。更换率为更换数除以部件使用数。汽车变速箱装配线关键部件3 a更换率如图2所示。
将3 a更换率达50%以上的关键部件定义为易损件,更换率50%以下的部件定义为非易损件。易损件基本属于自制件,采购件则大多为非易损件。将非易损件的更换率折算至每年,得到非易损件更换率,如图3所示。
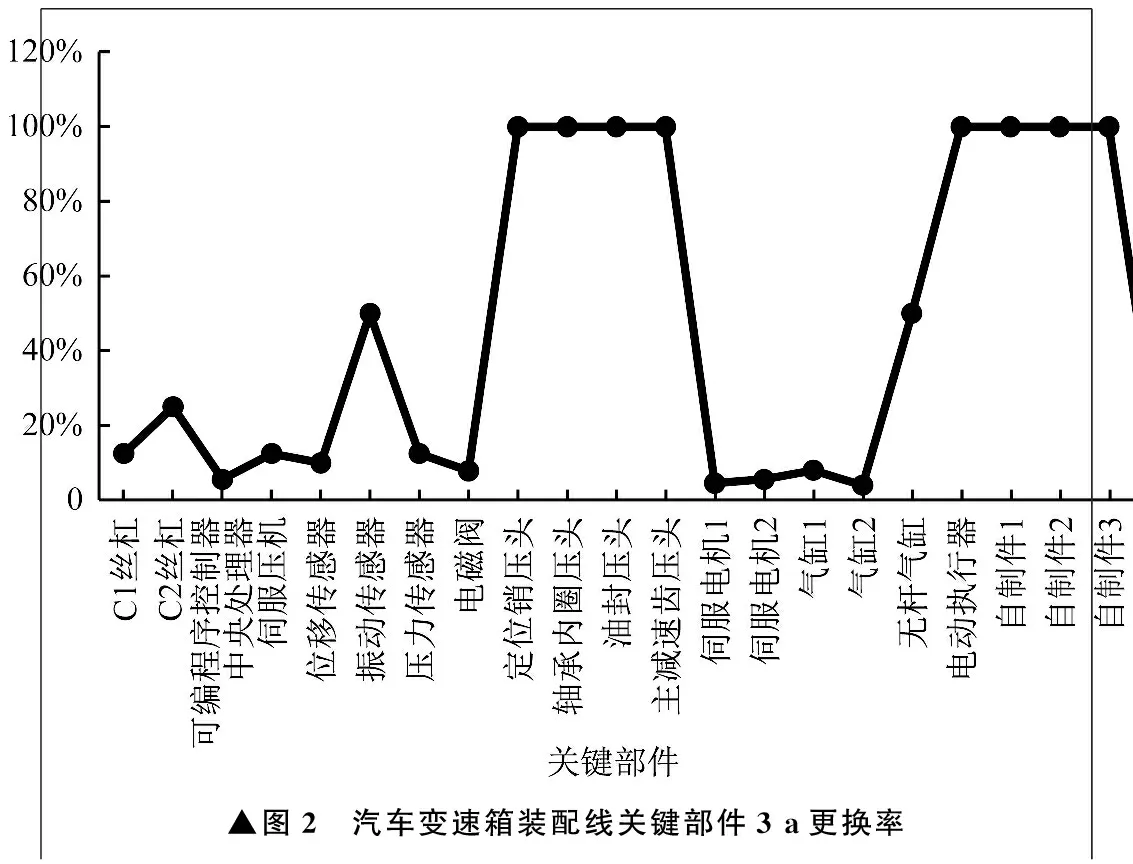
▲图2 汽车变速箱装配线关键部件3 a更换率
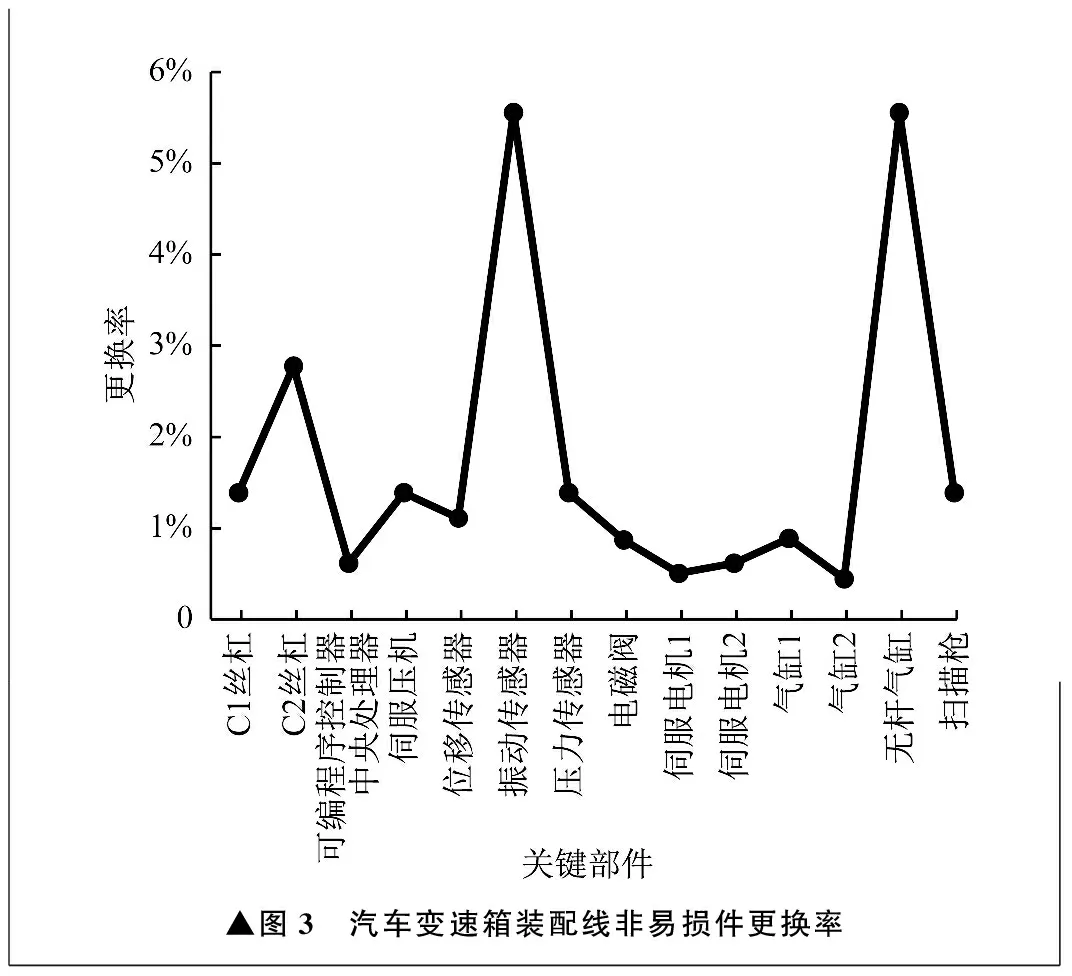
▲图3 汽车变速箱装配线非易损件更换率
非易损件每年更换率最高为6%左右。取经验安全因子为1.5,则非易损件可按10%左右进行备件的采购和储备。
对于基本属于自制件的易损件而言,其成本比采购件低,一般在现场设置备件柜。若点检时发现磨损或变形,可以及时进行更换。易损件压头如图4所示。
3.2 图纸与程序备份
作为验收条件之一,图纸与程序备份是汽车变速箱装配线设备维修的重要工具[6]。图纸对象以机械为主,包括零件图、装配图、气路图、液压图、设备布局图,电气部分则有接线图和电气元件布局图。其中,零件图主要为易损件提供制造图样和参数,而装配图、气路图、设备布局图、接线图等则便于在维修时快速定位故障源。图纸以纸质版和电子版两种形式存储归档,纸质版存放于现场班组和工厂档案室,电子版存放于企业共享文件夹中,便于快速查找。
▲图4 易损件压头
程序备份是保证装配数据一致性、连续性和完整性的重要手段,当出现系统错误、驱动器故障、上位机硬盘损坏等问题时,可以快速有效地恢复数据[7]。汽车变速箱装配线上程序备份的对象包括可编程序控制器程序、制造执行系统数据、结构化查询语言数据、工业机器人程序、拧紧系统程序、电动执行器程序、人机接口程序、上位机Ghost程序等。汽车变速箱装配线每条支线配有独立的移动硬盘,用于存放该条支线最新的程序备份。
4 需关注的问题
4.1 保养维护
保养维护不当是造成设备故障的主要原因之一。合理的保养维护能够有效降低设备的故障率,避免停机造成的损失[8]。汽车变速箱装配线的设备保养维护包括清洁、预防性维护保养和润滑。
清洁不仅是对设备表面灰尘、油渍、金属屑等的简单擦拭,而且包括更换电柜箱空调系统过滤网、清洗更换液压系统滤芯、更换排屑器过滤袋、更换校验台变速箱油等。
预防性维护保养指在设备未发生故障或损坏的前提下,对部件和结构进行系统性检查、测试和更换,防止相关故障发生[9]。设备定期检查和部件周期性更换是实现设备预防性维护保养的核心内容,并且是强制性措施[10]。
润滑作为设备保养的重要措施,不但可以使设备的使用寿命延长,而且可以使设备的运转效率提升,对生产和管理都有重要意义。润滑不仅仅是简单的抹油和抹脂,更是一座连接设备维护保养、装配线设备综合效率、产品质量、油化品成本管理的多维度桥梁。润滑不到位,影响产品质量及装配线的运行,严重时会造成设备损坏。润滑过度,除对部分设备造成不良影响外,还会引起油化品过度消耗,导致成本增加。科学合理地制定设备部件的润滑周期,需要以对设备特点进行研究和总结为基础[11]。
制定标准化维修指导书、预防性维护保养指导书、设备润滑指导书、设备点检表、能源锁定指导书等全员生产维护文件是设备维修管理的重要内容。以上这些文件是汽车变速箱装配线维修工作开展的指导性文件,应力求实现科学的维修方法、合理的保养措施、正确的润滑对象、到位的润滑周期、定期的设备点检、安全的维护保障,以强制性规范提高员工素质,缓解传统企业文化冲突,改变原始重量轻质的维修理念,实现维修管理的变革[12]。
4.2 人员配置
根据多年经验,在汽车变速箱装配线上的设备工程师岗位配置中,机械设备工程师与电气设备工程师的人数比为1∶m,其中m为支线数;而对于维修人员,机修工与电工的人数比为m∶1。进行上述配置的原因为,汽车变速箱装配线的故障多为电气问题,电气工程师的维修频率高于机械工程师,而保养维护过程中,机械部件的保养远多于电气部件,因此机修人员的配置比与工程师相反。
由于师徒带教工作顺利开展,汽车变速箱装配线维修人员实现了素质的全面提升,维修工作不再出现唯我独尊的局面,而是做到每人都可以独挡一面。此外,经验交流、供应商培训、定期理论学习等使维修人员的能力紧跟技术的发展,不断提高。
4.3 快速响应
快速响应包括如下两种情况:
(1) 设备出现异常时,现场操作人员第一时间通知维修人员,并作出正确的描述;
(2) 维修人员根据描述,携带相关工具迅速到达现场,初步评估后采取应对措施。
随着技术水平的不断提高,现场快速响应已从早期人工报单、电话报单、计算机报单发展至现在的移动电话应用程序报单。通过移动电话应用程序,操作人员不仅可以快速通知相关维修人员,而且可以上传描述和照片,更加快速、准确、直观地将设备异常表达出来。维修人员通过网页或移动电话接到维修工单后,第一时间做出快速响应,根据描述初步判断问题,并携带相关工具到达指定区域,大大减少了因交流、往返等原因造成的时间损耗。
4.4 验收过程全面参与
全程参与设备的验收工作,是维修工作顺利过渡的关键。在设备到位后的试运行阶段,维修人员第一时间介入,跟随并协助供应商调试人员进行验收前的最后调试和维护,这样做一方面可以提前熟悉设备的结构、功能及特点,另一方面能够参与解决调试过程中出现的问题。其间,维修人员通过与调试人员的交流、合作,向调试人员学习,初步认识设备的高风险项,如是否为首次使用新型元件或软件、高精密部件装配顺序和要点、易损件位置和作用等,为日后的维修管理打下坚实基础。
5 存在的不足
维修的最高追求是零故障,其根本在于重维轻修。近些年来,全员生产维护、预防性维护等维护保养措施已逐步实施,但传统维修管理理念仍根深蒂固。现场操作人员对设备保养不重视,管理部门对周期性更换成本控制过严,保养队伍人员缩减,使维修工作在全员生产维护等理想化保养维护措施框架下显得有些力不从心。
目前,对于精密部件、复杂机构、常见问题等设备维修的疑难杂症,主要仍以外修或更换为主,缺少自主维修。缺少与供应商的交流,欠缺专业能力,自信心不足是无法做到自主化维修的主要因素,极大限制了维修技术的提高。
6 结束语
笔者对汽车变速箱装配线的维修管理进行研究,总结了相关维修管理工作,介绍了设备特点,论述了维修关键点,分析了需要关注的问题,并给出了存在的不足,可以为其它领域的设备维修管理提供借鉴。
随着近年来的发展,汽车变速箱装配线的维修管理工作水平已经得到显著提高,通过维修理念转变及对设备保养维护重视两个方面,可以使维修管理工作不断进步。
虽然仍存在传统观念重、自主化维修程度低等不足,但随着智能制造的不断发展,汽车变速箱装配线的维修管理必将达到更高水平。
