一种可用于测量汽轮机叶片静态频率的工装设计
2020-11-20崔晋
崔晋

摘 要:单只汽轮机叶片在静态频率测量过程中,由于各级别汽轮机叶片长度不一致、叶根型线不一致,导致配合测量用的工器具数量剧增,同时,频繁更换工器具,使汽轮机叶片与液压泵夹紧装置相对位置固定不稳,直接影响对整圈汽轮机叶片频率分散度的测量精度。因此,对单只汽轮机叶片的静态频率测量工作存在很大的难度。为了满足各级别汽轮机叶片的静态频率测量工作,确保测量精度,减少工器具使用,降低设计和加工成本,为此设计此工装时,综合考虑了工装的通用性设计,现已应用于工厂的汽轮机叶片静态频率测量环节,取得了良好的使用效果。
关键词:汽轮机叶片;静态频率测量
0 引言
目前,从世界范围来看,汽轮机是发电厂设备中主要的设备之一,由于叶片单方面损坏造成的事故停机占汽轮机整体事故比例很高,国内外发电厂经常有因汽轮机叶片损坏事故停电、停机,造成巨大的经济损失。为了确保叶片在汽轮机运行中的安全,防止叶片因共振而损坏,需要测量叶片的自振频率。
汽轮机叶片静态频率的测量方式主要分为单只叶片静态频率测量和整圈叶片静态频率测量。单只汽轮机叶片静态频率测量主要目的是通过测量每一只叶片的静态频率,通过选择,使叶片静态频率在某一区间内,满足整圈叶片频率的分散度要求,进而达到避免汽轮机机组在运行过程中叶片产生共振的目的。整圈叶片静态频率的测量,是通过激振器、拾振器、放大器、示波器等器材进行整圈叶片频率的测量,最终目的也是为了达到避免机组在运行过程中产生共振的目的。本文章主要以采用单只汽轮机叶片测量方式,介绍在实际测量过程中采用专用工装的设计理念。
在工厂实际测量过程中,由于各级别汽轮机叶片长度不一致、叶根型线不一致,导致配合测量用的工器具数量剧增,同时,目前采用顶起式紧固模式,叶根槽是松配合,在频繁更换工器具时,安装位置会产生变化,影响测量精度。为此可设计具有一定通用性的汽轮机叶片静态频率测量工装,有效提高了测量精度,同时降低了设计和加工成本,提高了效率。
1 工装设计
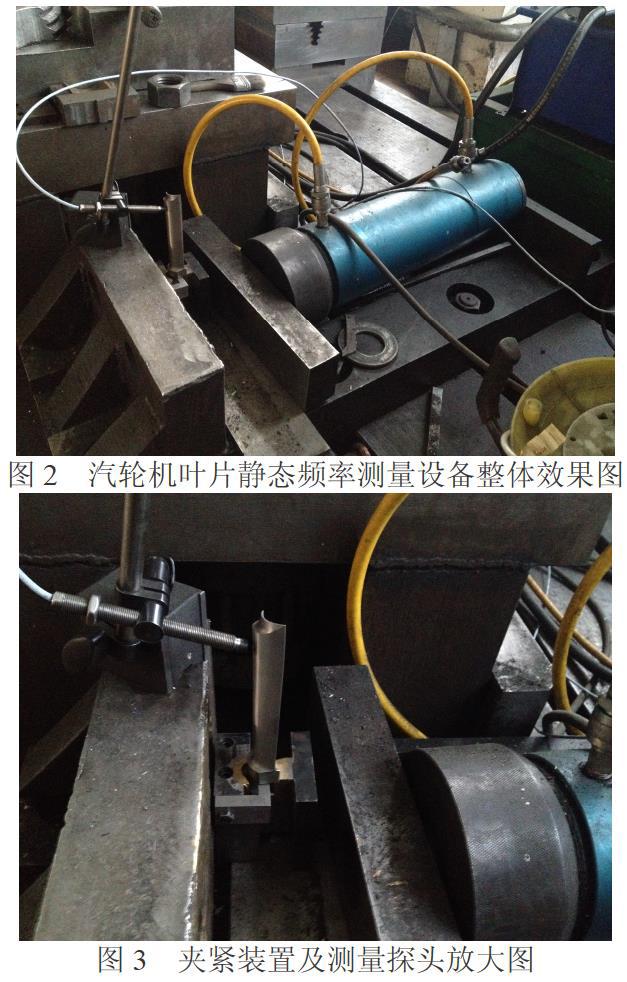
目前,工厂内单只叶片静态频率测试大多采用液压泵顶起、专用工装夹紧形式进行测量,同时配合工业PLC系统和数据采集频谱分析系统,确保静态频率测量过程中数据采集的及时性和有效性。
该汽轮机叶片静态频率测量工装由7个部件组合成一套,包括底板1、内弧支撑块2、背弧支撑块3、压板4、六角头螺钉5、内六角螺钉6、调整垫块7组成。通过六角头螺钉5将背弧支撑块3和压板4连接到一起,通过内六角螺钉6将背弧支撑块3和调整垫块7连接到一起。底板1表面为燕尾滑槽结构,内弧支撑块2和调整垫块7底部均为燕尾凸起结构,并与底板1间隙配合按直线自由滑动调节间距;内弧支撑块2和背弧支撑块3型线表面堆铜处理。操作时,内弧支撑块2平面部分靠紧液压泵挡板,通过液压泵缓缓推动内弧支撑块2,使内弧支撑块2与背弧支撑块3夹紧汽轮机叶片叶根,此时内弧支撑块2、背弧支撑块3与汽轮机叶片叶根型线完全贴合,从而稳固叶片,便可进行单只汽轮机叶片的静态频率测量。然后用橡皮锤子轻轻敲击叶片,汽轮机叶片将以一种最容易产生的振动形式作自由衰减振动,此时通过传感器将叶片自振频率传递到显示器显示,针对叶根型线差别较大的,仅更换内弧支撑块2、背弧支撑块3即可实现再次测量,其余部件无需调换。
2 结论
通过使用汽轮机叶片静态频率测量工装,仅通过更换带有型线的内、背弧支撑块就可以保证对汽轮机叶片静态频率的测量要求。并且减少了频繁更换工器具所浪费的时间和相应制造成本,该工装具备了结构简单、通用性强、操作方便的优点,具有很强的经济效益。目前,在生产车间已应用于汽轮机组、燃气轮机组、核电汽轮机组等各相关领域,单只叶片长度从60mm-300mm均可得到精确测量,在精度得到了保障的同事,工作效率得到大幅提升,收到了普遍好评。
3 参考文献
汽轮机叶片静态频率测试方法 孙颖霞;王佩琳
阻尼结构整圈連接汽轮机叶片频率静态测试的试验研究 嵇安森
汽轮机叶片频率测量设备改进方案 徐巧青
汽轮机叶片静态频率测量实验系统设计 杨帆
