基于产品族思想缩短新产品工艺准备周期
2020-11-19孙捷夫刘哲
孙捷夫 刘哲
摘 要:工艺准备环节是新产品生产过程中重要环节,而工艺规程的编制工作是工艺准备的最核心内容,产品族思想是解决工艺准备工作中各项问题的根本方法,文章以产品族思想为核心,结合零件特征提取、成组码编制、聚类分析、构造复合零件等手段,实现工艺规程的成组化,进而缩短新产品工艺准备周期。实践表明,文章提出的方法不仅对缩短工艺准备周期效果显著,而且有效地提高工艺规程编制质量。
关键词:航空制造;工艺规程;工艺准备;产品族思想;复合零件法;成组化管理
引言
在航空制造领域,“多品种、小批量”产品所占比例高达90%[1]。该生产模型具有产品更迭快速的特点,在新产品完成设计后投入生产前需要进行工艺准备工作,工艺准备阶段工作一般包括工艺规程编制、工装设计制造、刀量具选用等,而工艺规程的编制是工艺准备阶段的核心内容,以工艺规程编制为例,传统工艺规程编制方法是按人工方式逐件设计企业零件的工艺过程,也称之为单独工艺,单独工艺的明显缺陷是忽视了零件之间的内在联系,一方面导致工艺规程的质量在很大程度上取决于工艺人员的个人主观因素;另一方面,采用手工方式对零件逐件编制工艺规程的劳动量极大,而且效率低、出错率高,使得工艺人员没有精力去改进现行工艺[2]。
針对该问题,本文提出以产品族思想为核心的工艺准备成组化方法,对零件进行分组归类;以复合零件法为手段,对每一组零件进行工艺准备工作,实现工艺准备成组化。
1.以产品族思想为核心的工艺准备成组化实施步骤
以产品族思想为核心的工艺准备成组化实施主要包括两个阶段:成组工艺数据库的建立和新零件工艺数据检索和编辑。
(1)建立成组工艺数据库阶段:
①对所采集零件特征情况进行统计分析,设计零件特征的成组码编制规则;
②以成组码为基础,利用聚类分析法对现有零件进行分组归类;
③利用复合零件法,对每组零件设计虚拟复合零件,编制该复合零件的成组工艺规程、工装设计图纸、刀量具选用情况表等内容。
(2)新零件工艺数据检索与编辑阶段
①提取新零件关键特征并对其编码;
②利用聚类分析法按相似程度检索类似零件及其所在分组,提取该组的成组工艺数据;
③对类似零件或成组工艺数据进行编辑。
2.2零件成组码的设计
零件编码的目的是用规定的字符代表复杂繁多的特征内容,实现“以码代性、以码代型、以码代形”。主要编码原则如下:
(1)码位数值分布必须以零件特征值分布情况为依据,力求特征值分布均匀,且具有可扩展性,增加成组码的柔性;
(2)作为代码还必须易于辨认,以便于记忆和彼此区分,防止发生混淆和差错。
按照上述原则,本文采用数字和字母混合的代码兼有上述两原则的优点。
3.基于聚类分析法的零件分类
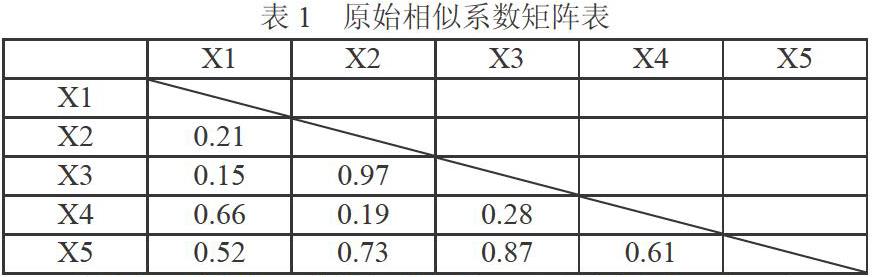
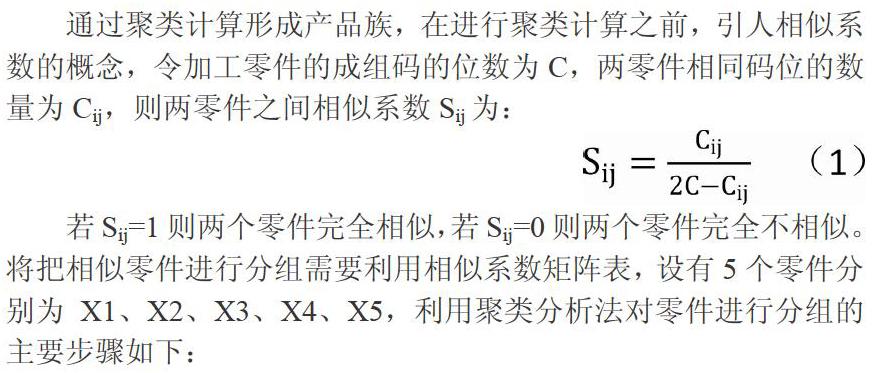
通过聚类计算形成产品族,在进行聚类计算之前,引人相似系数的概念,令加工零件的成组码的位数为C,两零件相同码位的数量为Cij,则两零件之间相似系数Sij为:
若Sij=1则两个零件完全相似,若Sij=0则两个零件完全不相似。将把相似零件进行分组需要利用相似系数矩阵表,设有5个零件分别为X1、X2、X3、X4、X5,利用聚类分析法对零件进行分组的主要步骤如下:
①利用公式(1)计算出所有零件之间的相似系数,并将计算结果填入原始相似系数矩阵表中,如表2所示。
②将表1中相似系数数值最高的一对零件聚合为一组。表2中Sij(max)=S23=0.97,因此。X2和X3聚合为一组X11。
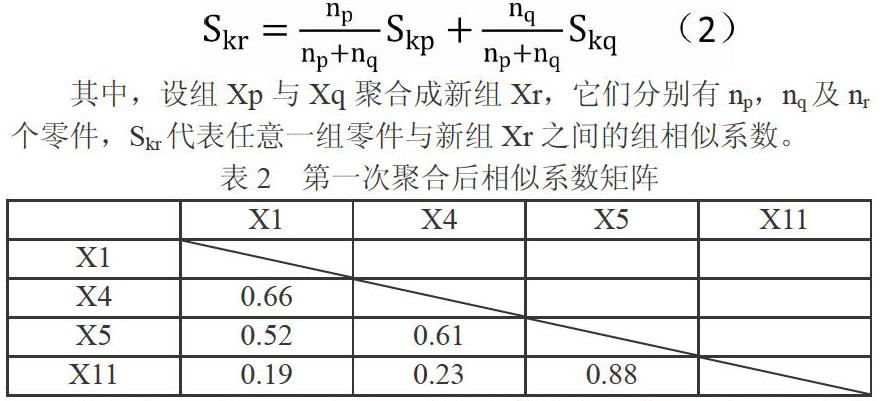
③将表1中X2和X3两项取消,取而代之的是X11,按公式(2)重新计算相似系数,并将计算结果填入表2中。
其中,设组Xp与Xq聚合成新组Xr,它们分别有np,nq及nr个零件,Skr代表任意一组零件与新组Xr之间的组相似系数。
④由表2可知,X5和X11相似系数最高,将X5和X11聚合成新组X12,重新上述过程,直至零件分类终止条件满足为止。。
4.成组工艺准备的设计
将零件进行分组之后,需要对每组零件编制成组工艺规程、设计工装刀量具等工作,作为后续编制新零件工艺准备的依据,设计成组工艺准备方法选用复合零件法。
复合零件既可以是零件族中实际存在的某个具体零件,也可以是一个实际上并不存在的假象零件。作为复合零件都必须拥有同组零件的全部待加工的表面要素。由于组内其他零件所具有的代加工表面要素都比复合零件的少,所以按复合零件编制的成组工艺必然可以包括加工零件组内所有零件,再组织经验丰富的专家和技术骨干对每组的成组工艺规程、工装刀量具等进行编制,工艺人员只是需要从成组工艺数据中删除部分新零件不具有的加工特征表面,即可得到新零件的工艺信息。这样保证工艺准备工作的准确性和标准化。
5.结论
对本单位240项新零件进行工艺准备工作,整体工艺准备时间缩减50%,其中编制工艺规程平均时间缩短65%。本文所提出的方法对其他企业的同类问题的解决具有借鉴意义。
参考文献:
[1]司徒渝,武友德,许明恒. 成组工艺技术在轴类零件数控车削加工中的应用[J]. 机械设计与制造.2008,8(8)184-186.
[2]英凤雷. 飞机机械加工零件成组加工的做法与体会[J].对策建议,2015,7(1)128.
