基于机器视觉的连杆表面缺陷检测系统
2020-11-18
(攀枝花学院交通与汽车工程学院,攀枝花 617000)
0 引言
连杆是发动机的最重要零部件之一,连杆存在缺陷或发生故障将会造成较大的经济损失,因此需对连杆缺陷进行检查。传统的连杆表面缺陷检测方法主要采用人工目视检查,此方法不仅工作量大、检测效率低、不同检验人员的检测结果差异较大,而且在检测过程中易出现漏检和误检等现象[1,2]。近年来,基于计算机硬件技术、软件技术和图像处理技术的快速发展,机器视觉技术以检测效率高和无损检测等优势在发动机连杆制造过程得到广泛应用[3]。
朱正德[4]针对连杆大小头结合面的缺陷,结合CCD相机、LED和机械执行机构,基于图像处理技术,实现了连杆结合面缺陷的自动识别并进行分类。潘泉松[5]针对采用传统人工检测汽车连杆序号不匹配问题,提出了一种基于机器视觉的连杆检测系统,通过相机采集连杆图像,再利用BP神经网络对连杆字符进行分类识别,以实现连杆的自动检测。王连桂[6]以某型发动机连杆为研究对象,利用CCD相机、光源和图像采集卡等搭建了连杆关键尺寸参数检测系统,通过图像处理技术,实现了连杆关键尺寸参数的自动检测。刘长英[7]针对连杆裂解槽检测效率低且容易出现漏检测现象,采用图像处理技术对裂解槽进行自动检测,主要包括图像获取、滤波、边缘检测和特征识别等方法,实现了连杆裂解槽的检测。
本文以汽车发动机的关键部件连杆为研究对象,基于机器视觉检测技术为基础,通过采用高像素CCD相机对连杆表面图像进行数据采集,并利用HALCON软件进行处理。实现了对连杆表面缺陷进行定位和特征提取。
1 系统总体设计方案
发动机连杆一端与曲轴相连,另一端通过活塞销与活塞相连。连杆的极限工况主要为拉伸和压缩,在此工况下,连杆出现裂纹和掉块等缺陷主要集中在连杆杆身和侧面。因此,为实现发动机连杆表面缺陷的快速检测,本文选用CCD面阵相机作为图像采集元件,设计一套可以判定连杆是否合格并对连杆表面缺陷进行分类的发动机连杆表面缺陷检测系统。本系统的流程如图1所示,首先通过CCD面阵相机获取连杆图像,然后对图像进行预处理,如图像去噪、滤波和二值化处理等,再通过阈值的选取,实现边缘检测和缺陷识别,最后实现对缺陷定位。

图1 图像处理流程图
根据连杆视觉检测图像采集的实际要求和图像采集质量的影响因素,设计了一套基于机器视觉的连杆表面缺陷检测实验平台。该实验平台主要包括CCD面阵相机、镜头、LED光源和光源控制器和开关电源等部件。其中CCD面阵相机选用的是大恒水星MER-500-14GC,其主要技术参数如表1所示。
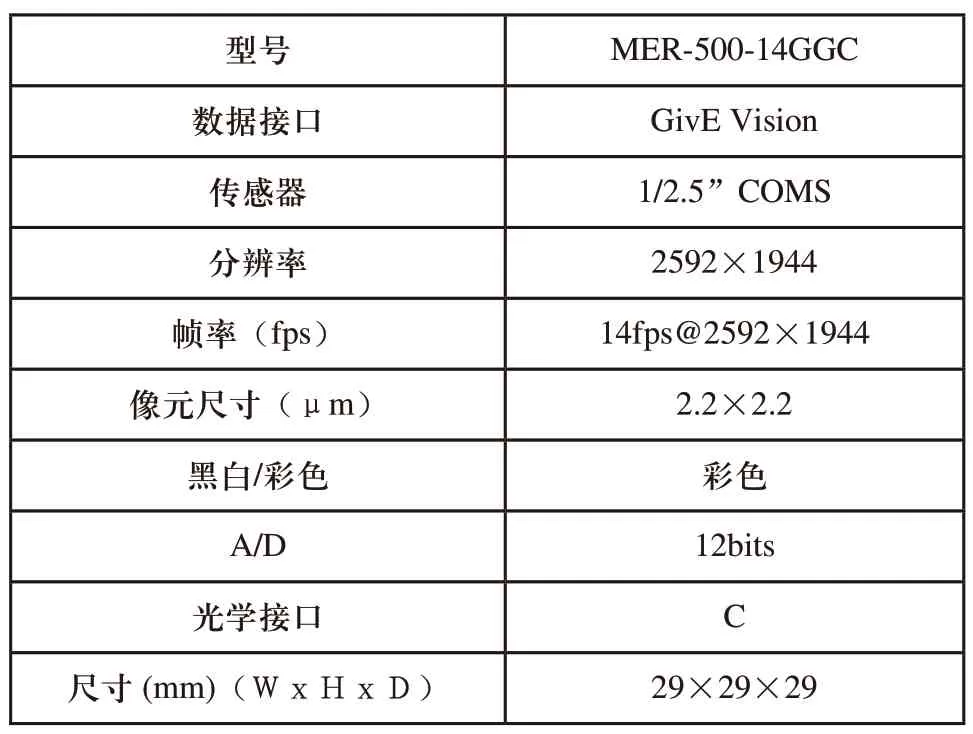
表1 MER-500-14GC主要技术参数
根据连杆表面缺陷检测系统要求,搭建出连杆图像采集系统检测平台如图2所示。

图2 连杆图像采集系统检测平台
2 连杆图像处理
2.1 图像采集及预处理
本系统采用CCD面阵相机,借助于LED线性光源提供照明,采用微距镜头采集平台上的连杆,采集后信息存储于图像采集卡。图3给出经CCD相机采集到的连杆图像。

图3 连杆原图
图像预处理的目的是保持图像的真实度的前提下,进行几何变换,突出图像有用的特征。针对CCD相机采集得到的原始图像进行处理,目的是减少数据数量,降低数据复杂程度,提高程序运行速度,使图像更加直观的显现,为缺陷特征的提取做好前期工作。
基于前期实验及文献中的研究结论,通过CCD相机所采集到的连杆图像,都是由红色(R)、绿色(G)和蓝色(B)三个通道组合而成[8]。为有效地降低图像处理的运算量,本文采用加权法对图像进行灰度转换如式(1)所示。


图4 灰度调整后图像
式中:Gray是转换后的单颜色通道,R是红色通道,G是绿色通道,B是蓝色通道;图4为采用加权法对图像进行灰度变换后的图像。检测系统要获得非常精确的图像灰度密度函数是非常困难,可以通过对原图像进行直方图变换,以得到图像灰度密度函数。在灰度直方图中,横坐标代表图像的灰度等级,取值范围为0~255;纵坐标代表图像的像素值。直方图的定义如式(2)所示。

式中:
S为所选图像像素的总数;
si为该图像中像素值为第i级灰度的总数;
ri为第i个灰度级;
F(ri)为第i个灰度级出现的相对次数。
通过上述方法对连杆原图进行直方图操作后,其直方图通常都符合正态分布,但是直方图中存出较多的小峰谷和突起,需对直方图进行平滑修正。设图像灰度值的均值为Mean和方差为Deviation,则可分别通过式(3)和式(4)求得。
式中:q为灰度值为g(q)的R区域的一个像素,F为该区域矩阵行列式的值,即F=|R|。经灰度处理和修正后的直方图如图5所示。

图5 平滑后的灰度直方图
2.2 图像去噪
系统所采集的连杆图像中椒盐噪声较多,因此采用中值滤波算法对图像进行去噪。中值滤波不仅在消除图像椒盐噪声方面非常有效,面且在去噪的同时还可以很好的保护连杆原图的图像边缘。同时,在编程实现中值滤波算法时无需考虑图像的统计特性,尤其对于处理脉冲噪声或椒盐噪声非常有效。图6给出对连杆进行去噪前的图像。

图6 去噪前图像
图7给出对连杆进行去噪后图像。

图7 去噪后图像
2.3 图像分割与边缘提取
连杆图像经去噪后,为提取连杆缺陷,需首先对连杆进行图像分割和边缘提取。用于图像分割的算法主要有基于边缘的图像分割算法、基于阈值的图像分割算法和基于区域的图像分割算法[9]。结合连杆缺陷类型,本系统采用基于阈值的图像分割算法,先对连杆图像进行灰度直方图处理,再进行阈值选取,图8给出了连杆图像经灰度直方图处理后进行的阈值选取。

图8 阈值选取图
图像经阈值选取后,采用基于阈值的图像分割算法对连杆进行处理后,如图9所示。

图9 基于阈值分割后的图像
对分割后的连杆图像进行边缘提取时,通常可采用一阶导数边缘检测方法或二阶导数的边缘检测方法。其中,采用一阶导数边缘检测算子都采用的是梯度算子,通常包括Roberts算子、Sobel算子和Canny算子等;采用二阶导数的边缘检测算子主要是拉普拉斯边缘检测算子[10]。考虑到Sobel算子对边缘定位精度不高,Canny算子在提取边缘时容易引入伪边缘而导致误提取,拉普拉斯边缘检测算子在边缘提取时容易导致噪声等问题。
因此对比上述多种边缘检测算子的基础上,采用Roberts算子进行边缘提取,经Roberts算子对连杆边缘进行提取操作,提取后的连杆如图10所示。
2.4 缺陷定位
根据上述对连杆边缘进行提取后,在此基础上,根据缺陷的面积特征,自动选择出符合要求的连杆表面缺陷特征。面积特征主要是根据区域面积内像素点的个数,通过编程得到缺陷区域的面积和区域的中心点坐标。其中,缺陷区域面积是对缺陷区域内所有像素点进行统计求和;缺陷区域的中心点的坐标包括行坐标和列坐标。行坐标可通过对区域内所有像素点行坐标求和再除以区域面积得到;同理,列坐标也可以通过对区域内所有像素点列坐标求各再除以区域面积得到。通过面积特征,最终筛选出的连杆缺陷如图11所示。

图10 边缘提取图

图11 面积特征筛选后的图像
3 结语
通过发动机连杆表面缺陷检测的分析,采用基于机器视觉技术,实现了发动机连杆表面缺陷的检测。基于检测结果,机器视觉检测技术可以较好地用于汽车发动机连杆的表面报缺陷检测。提出采用形态学图像滤波、基于阈值的图像分割方法和基于面积特征的缺陷定位方法。经反复编程及实验调试,对发动机连杆的表面缺陷具有较高的检测精度和效率,而且具有较好的可靠性和重复性。
