皮带运输系统斗口流量控制方法研究
2020-11-18黄琦
黄琦
(海南八所港务有限责任公司,东方 572600)
引言
现阶段大部分港口全部采用皮带运输系统进行装船作业,主要装卸货种为铁矿石,基本装卸流程为:火车—火车栈桥—坑道堆场—坑道斗口—坑道皮带运输系统—斜桥皮带运输系统—高架皮带运输系统—装船机皮带运输系统—船舶[1,2]。在装卸作业的过程中,皮带运输系统斗口是十分重要的,它是货物进入皮带的入口,对整个系统的运行起到十分重要的作用。整个系统主要由三个起点和五个终点组成,通过不同点之间的组合,能够实现不同方式的交叉传送。结合上述分析,相关专家重点皮带运输系统斗口进行改进以及研究,虽然取得了十分显著的研究成果,但是仍然无法满足现阶段的发展需求,为此本文提出皮带运输系统斗口流量控制方法,通过具体的仿真实验数据全面验证了所提方法的综合有效性。
1 方法
1.1 皮带运输系统运输作业计划的形成
整个系统的运行全部选用计算式进行控制,在实际运行的过程中,设定运输作业的运输单位为JOB,运输系统中的各个JOB分别要进行启动、切换等相关操作。
为了确保皮带运输系统中各个终端设备的加料工作顺利完成,在具体的过程中,需要设定JOB的数量,同时设定对应的起点以及终点槽[3],以方便完成运输作业总量的统计以及各个设备的运行。
皮带运输系统在工作的过程中,确保整个系统稳定运行的核心单位即为JOB。各个计算中的JOB能够处于多种不同的运转阶段,即为:
1)预定中;
2)准备中;
3)执行中;
4)顺停中。
随着整个运输计算的执行,需要对JOB进行相应的处理,以确保系统的稳定运行。
皮带运输系统相关作业计划的完成主要依赖于OPS,通过OPS上的相关画面完成对应的操作作业计算;也可以通过正在运转过程中的最后一个预备执行计划自动完成[4]。皮带运输系统中任意起点作业的形成,全部依赖于最优先目标槽的形成,在实际应用的过程中,需要对皮带运输系统中的全部参数进行检测。
运输作业计划的形成主要操作步骤如下所示:
1)相关设备运行状态检测
针对皮带运输系统中运输作业计划中全部的起点状态进行检测,如果系统中起点的运行状态是正常的,则继续进行检测;假设检测过程中发现设备存在异常,则说明运输计划无法完成,需要启动延时处理,直至系统的关联设备恢复正常后,再对其进行相关操作。
完成上述操作以后,需要检测系统中各个终点槽上的小车运行状态,根据对应的起点以及终点信息,确定对应的皮带系统,同时需要检查对应皮带系统的检修标志。如果皮带系统一直处于正常运行的状态,则能够获取终点槽对应的小车状态信息,同时得到各个终点所对应的入槽信息。
最后需要检测各个皮带系统的运行状态、终点槽运行状态信息以及故障信息等。
经过上述操作后,将可入槽的信息进行统计,当发现有可入槽的终点时,则说明该计划可行,反之,则说明当前槽点无可入槽终点,需要对其进行延时启动处理。
2)终点运输计划表的形成
对皮带运输系统中不同任务计划的运行状态进行分析,同时组建对应的终点参数表格以及终点槽参数表。
3)终点槽在库量更新
将皮带运输系统中正在执行计划的终点槽进行库量更新[5],则有:

其中切出任务中的终点槽库量更新计算式为:

式中:
Q0—库量;
Q1—当前在库量;
QS—输送任务量;
V—切出速度;
TS—运行时间。
在系统实际运行的过程中,需要实时掌握系统的运行状态,同时确定系统的初始运行时间,将其设定为状态参数,以实现相关计算的优先计算[6]。
4)终点最优方案的选取
主要包含以下三个方案,分别为:
①通过不同终点最小切出时间确定最优终点,以下给出具体的计算式:

式中:
Tout-max—终点的最大切出时间;
Tout-min—终点最小切出时间;
Ts-min—切出时间对比最小基准。
当系统满足公式(3)中的相关需求时,需要优先选取切出时间最小的终点。
②最优先终点的选取
③通过优先信息选取最优先终点
作业间优先信息为操作人员强制指定的起点—终点优先关系,它的优先关系大于终点顺序常数表中的终点优先选择关系。
④终点槽最优选取
通过作业指定顺序选择最优终点槽,以下给出具体的计算式:

1.2 皮带运输系统斗口流量控制方法研究
编码脉冲调制(PCM)是概念上最简单,理论上最为完整的编码系统,也是目前使用范围最广的编码系统,同时它也是数据量最大的编码系统。
脉冲编码调制实际上就是将任意一种虚拟信号转换为数字信号的特殊形式。首先需要将虚拟信号采用时域上离散时间点的振幅表示,即通过样值表示;然后将连续取值的样值利用离散的幅值近似表示;最后将离散的幅度值转换为不易受到外界干扰的二进制编码。以下给出具体的操作过程:
1)抽样;
2)量化;
3)编码。
皮带运输系统斗口流量控制主要采用的是恒压控制脉冲编码调制技术,也就是将皮带运输系统斗口流量转换为二进制的形式进行输出[7,8],对系统中的一组流量进行控制,将系统中各个控制阀的开口面积调整为相应的比例,同时计算全部控制阀的总开口面积,则有:

结合上述分析可知,当输出的二进制信号发生变化时,就能够获取和二进制信号对应的开口度,同时获取信号以及流量之间的比例关系,则有:

PCM皮带运输系统斗口流量控制技术能够将影响流量的一个量进行固定。同时情况下皮带运输系统中含有较大的稳压包,它能够促使p1保持稳定不变,其中:

PCM皮带运输系统斗口流量控制需要在一定误差范围内满足精度需求,则有:

为了有效避免计算过程中产生的误差,需要使Δp保持恒定的状态,同时确保实际流量的输出值和理论值两者是十分接近的。
当皮带运输系统斗口有流量流出时[9],其中系统受力平衡方程能够表示为以下的形式:

式中:
D—皮带运输系统的控制阀阀芯半径长度;
k—弹簧刚度;
x0—弹簧的预压缩比;
x—控制阀阀芯的移动量。
将公式(9)进行简化处理,则能够获取以下计算式:

以下对Δp求偏导,则有:

式中:
Kp—比例系数;
Ti—积分时间;
Td—微分时间;
x(t)—皮带运输系统斗口输入量;
dx(t)—皮带运输系统斗口输出量[10]。
为了方便计算机进行计算,能够将以上公式改写为以下的形式:

式中:
n—调节时间;
Kd—微分系数。
结合上述分析,需要对皮带运输系统斗口流量进行优化,则有:

图1 不同皮带运输系统斗口输入量下各种方法的响应时间对比结果

将二进制编码的不同数值转换为脉冲信号,通过脉冲信号完成皮带系统斗口流量控制,即:

2 仿真实验
为了验证所提皮带运输系统斗口流量控制方法的综合有效性,需要进行仿真实验,实验环境为:Anaconda3.5,Python3.5 以及 Tensor Flow(1.4.0)。
1)响应时间/(min):
实验选取两种传统控制方法作为对比方法进行实验测试,以下分别给出三种控制方法的响应时间变化情况,具体如图1所示。
分析图1可知,随着皮带运输系统斗口输入量的不断增加,各种控制方法的响应时间也在不断发生变化。相比其它两种方法,所提方法的响应时间明显较低,这说明所提方法能够以最快的速度实现皮带运输系统斗口流量控制。
2)运行效率/(%):
为了更近一步验证所提控制方法的有效性,以下选取运行效率作为评价指标,其中运行效率的取值越高,则说明控制方法的控制时间越短,以下详细给出三种方法的对比结果,如表1~表3所示。
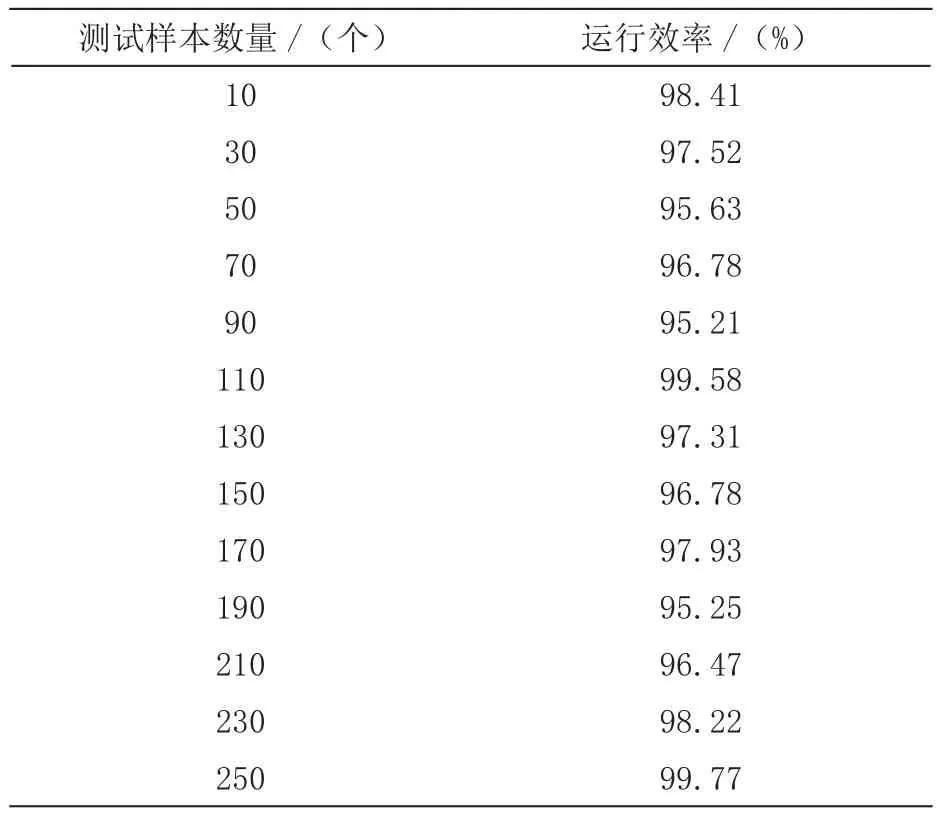
表1 所提方法的运行效率变化情况
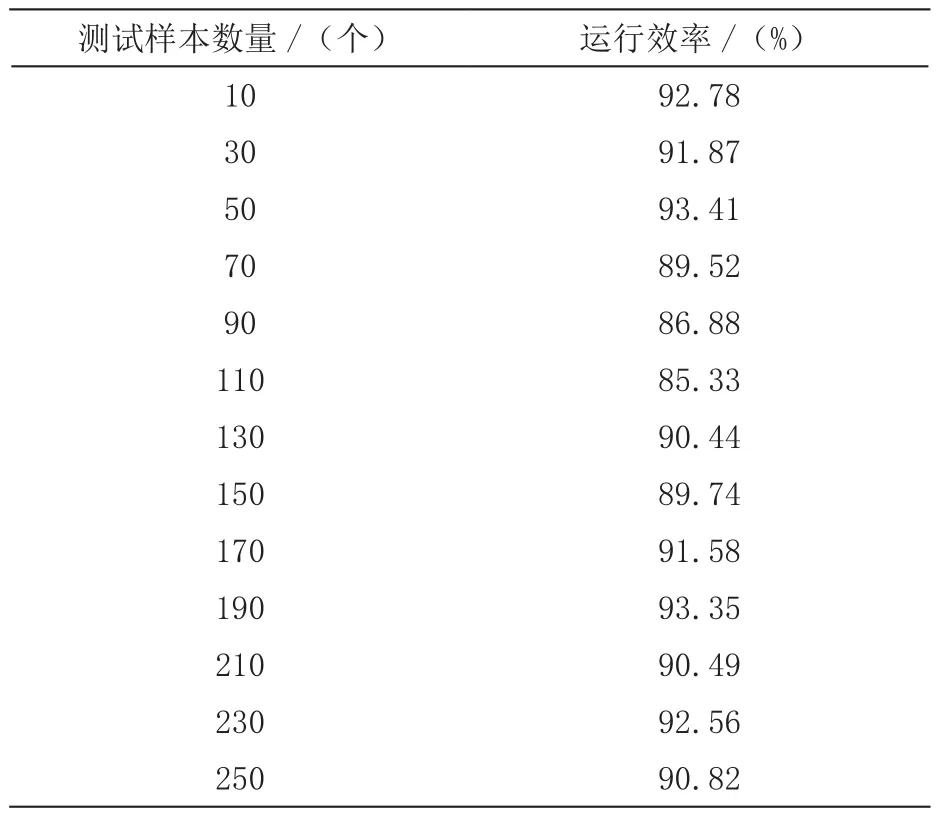
表2 文献[7]方法的运行效率变化情况
综合分析表1~表3的实验数据可知,所提方法的运行效率在三种控制方法中为最高;文献[7]方法的运行效率次之;文献[8]方法的运行效率最低。以上实验的对比全面验证了所提方法的优越性,同时说明所提方法能够利用最短的时间完成皮带运输系统斗口流量控制。
3)控制误差/(%):
为了更进一步验证所提方法控制效果的好坏,以下选取控制误差作为衡量指标,其中控制误差越低,则说明控制效果越理想,以下具体给出三种控制方法的控制误差对比结果,如表4~表6所示。
分析表4~表6实验数据可知,相比传统的控制方法,所提方法的控制误差明显较低,这说明所提方法相比传统方法控制效果有了一定程度的改善。
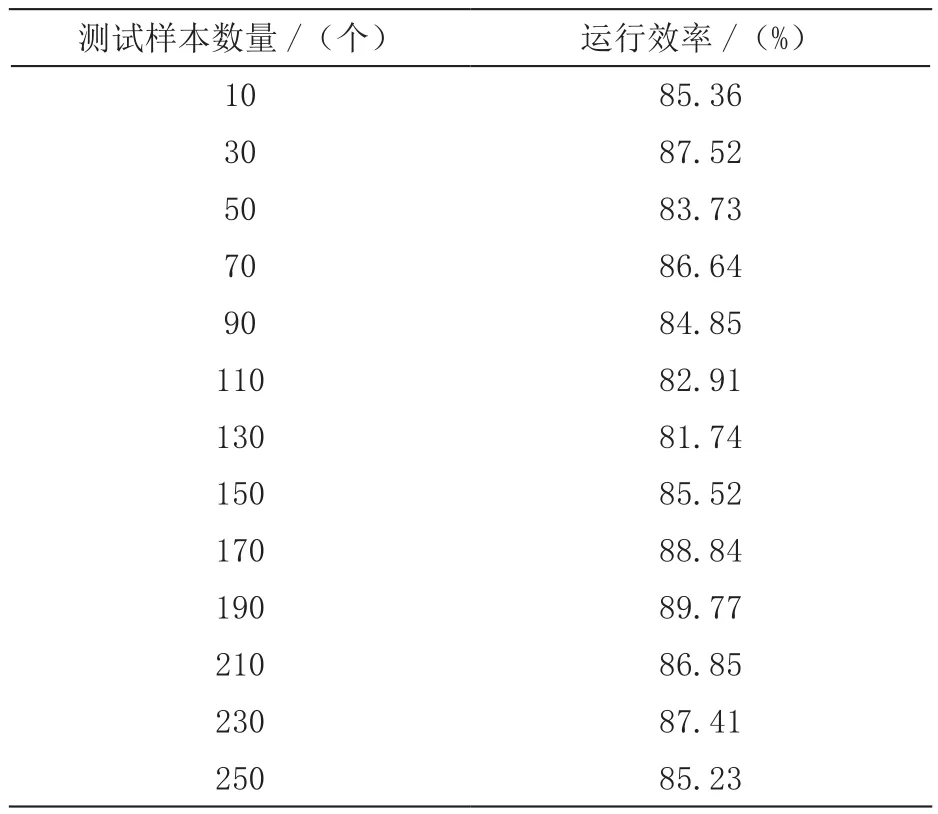
表3 文献[8]方法的运行效率变化情况
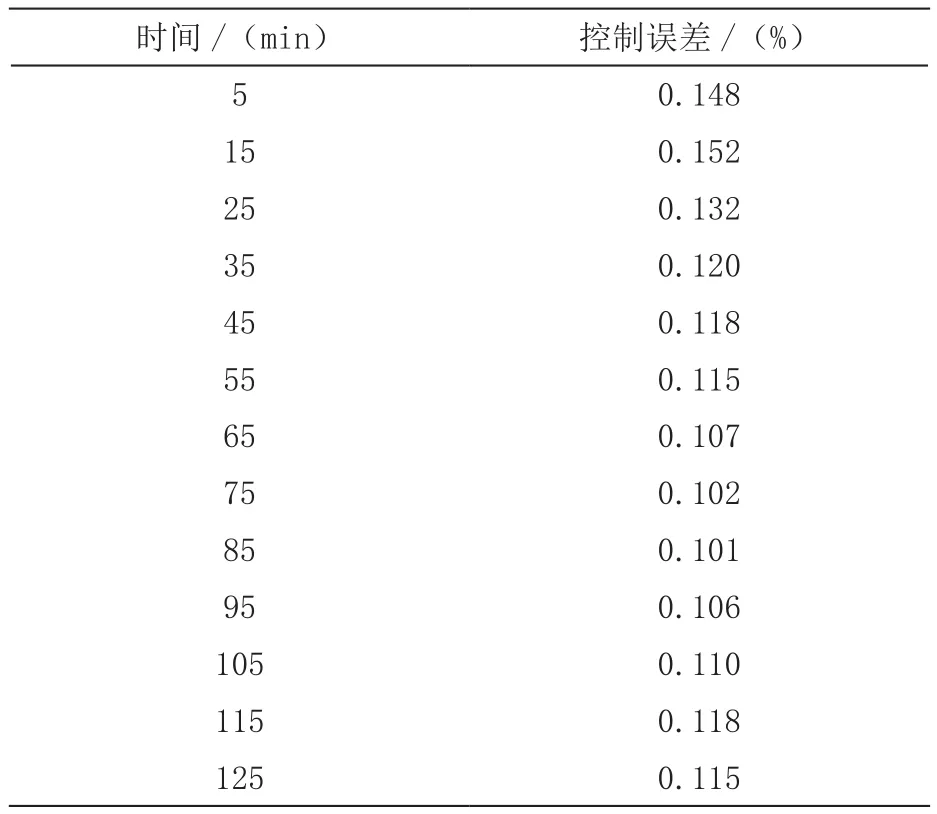
表4 所提方法的控制误差变化情况
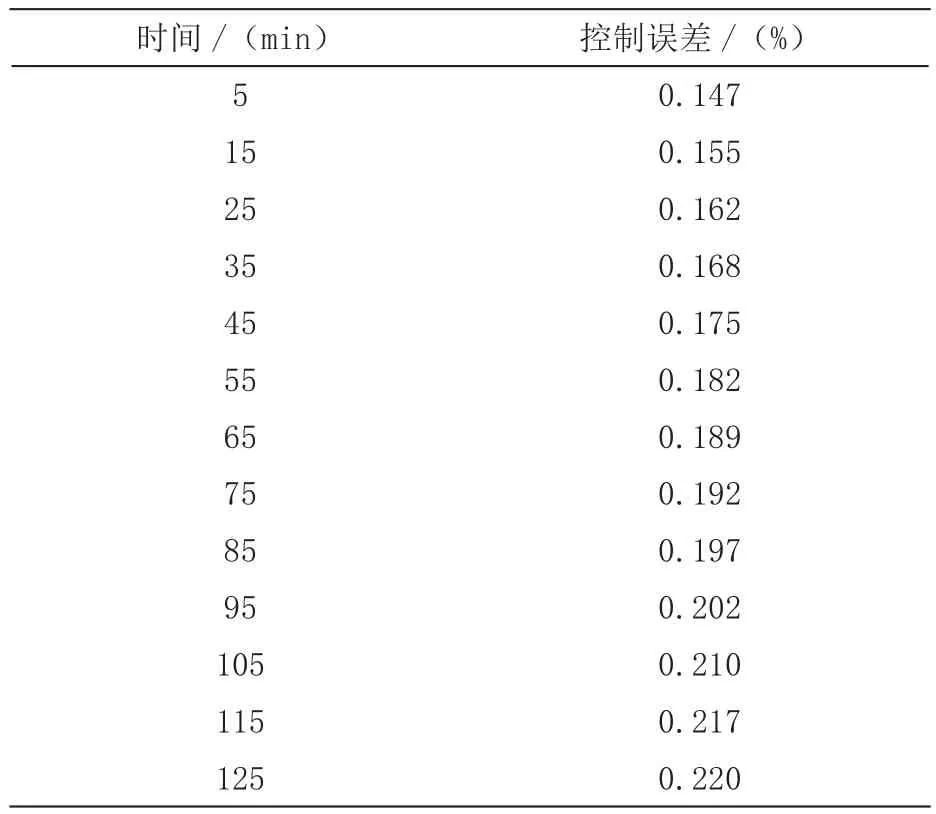
表5 文献[7]方法的控制误差变化情况
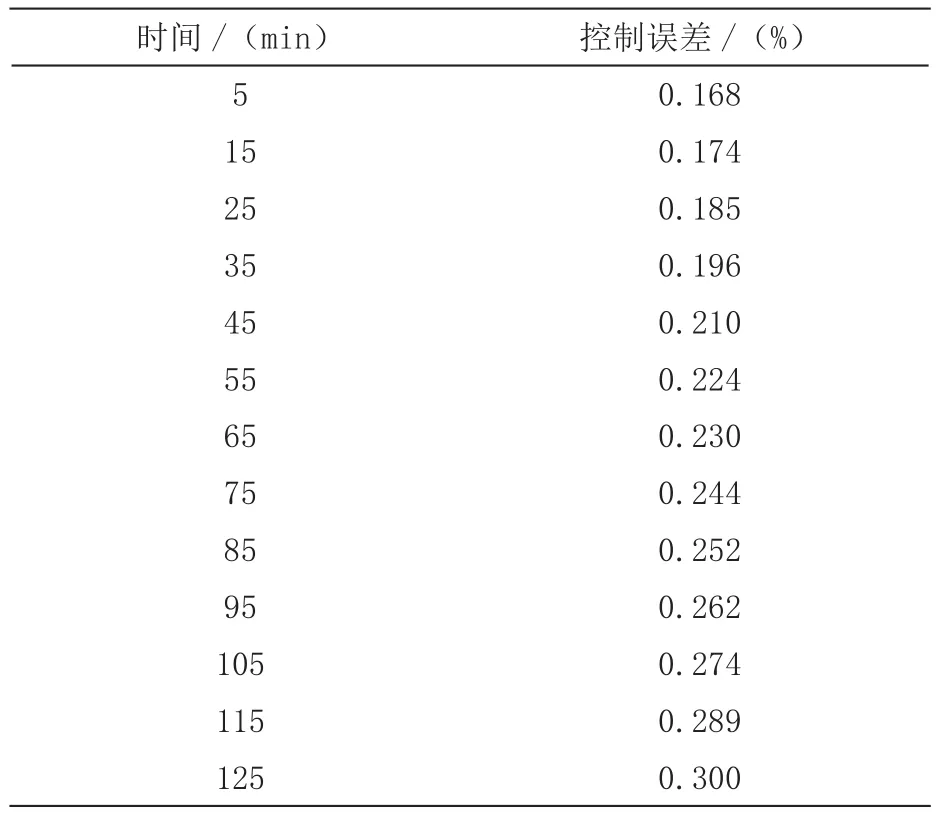
表6 文献[8]方法的控制误差变化情况
3 结束语
为了有效解决传统流量控制方法存在的运行效率较低,响应时间较长等无问题,设计并提出皮带运输系统斗口流量控制方法。仿真实验结果表明,所提方法能够有效提升控制精度,同时降低响应时间,使其满足现阶段的发展需求。
