UASB+CASS组合工艺处理啤酒生产废水
2020-11-13邹义龙冯斐邓觅万金保
邹义龙,冯斐,邓觅,万金保
(1.南昌大学a.资源环境与化工学院;b.鄱阳湖环境与资源利用教育部重点实验室,江西 南昌 330031;2.江西水利职业学院,江西 南昌 330013;3.江西省科学院鄱阳湖研究中心,江西 南昌 330096)
啤酒是以优质麦芽和大米为原料,加酒花,经原料处理、糖化、发酵、过滤等工序酿制而成,是世界上产量最大的酒种,相比于蒸馏型白酒,具有度数低、营养丰富、饮用面广、消费量大等特点。适当和适度的饮用啤酒,能促进血液循环,有益于人的健康。啤酒作为食品或者酒类的一种深受广大消费者的青睐。据国家统计局数据显示,2018年我国规模以上啤酒制造企业累积产量为3 812.2 万t,每生产1 t的啤酒需要消耗数吨的新鲜水,并会向周围环境中排放5~12 t的有机废水[1],若不经过合理的处理,直接排入水体后,将消耗受纳水体中大量的溶解氧,造成水体缺氧,同时还能促使水体底泥中沉积有机物的释放,进一步加速水质恶化,对水体环境造成严重的危害[2-3]。
由于厌氧法反应速度较慢,处理过程长,出水水质较差;好氧法处理成本较高,产生的剩余污泥多。目前国内外大多数采用厌氧+好氧优化组合工艺,来达到对啤酒生产废水的最佳处理效果。具体有UASB+A/O法[1]、IC+CIRCOX法[4]、MIC+AO法[5]、水解酸化+接触氧化法[6]等。同时,随着技术的不断进步发展,也有一些新型的处理啤酒废水工艺出现,如吴玥等[7]利用人工湿地复合微生物燃料电池处理实际啤机废水,不仅能产电,而且对COD和氨氮具有较高的去除率,但还未大规模应用于工程实践。结合本啤酒厂生产废水的水质水量特征和排放标准等要求,对初步可行的几种工艺进行全面的技术经济分析对比,最终有针对性的确定了厌氧UASB+CASS循环式好氧活性污泥法联合工艺处理该废水。
1 废水来源及水量水质
江西某啤酒有限公司年产25万吨啤酒,包装形式主要为500 mL玻璃瓶。生产过程废水产生环节多且分散,其主要来源为糖化车间的糖化、糊化锅和过滤槽洗涤水;发酵车间的发酵罐洗涤废水;灌装车间的一般和废碱液洗涤水;车间地面冲洗水和生产办公区的生活污水等。废水中含有大量无毒有害的有机碳和悬浮有机污染物,其成分主要为糖类、可溶性淀粉、蛋白质、纤维素等[8-9]。废水处理量为3 000 m3·d,处理后出水排放各项污染物指标要求均能达到GB 19821—2005《啤酒工业污染物排放标准》表1中的排放标准限值要求。

表1 废水水质及排放标准Tab.1 Wastewater quality and discharge standard
2 废水处理工艺流程及构筑物
2.1 废水处理工艺流程
啤酒废水属于无毒有害的中浓度有机废水,通常情况下其ρ(BOD5)/ρ(CODCr)>0.3,属于可生化性强的废水,采用生化处理方法非常适宜[10]。UASB+CASS组合工艺相比于厌氧或好氧法单一工艺,具有工艺成熟稳定、运行可靠、管理方便、能有效缩短废水的停留时间、抗冲击负荷能力强、对有机物处理效率高、成本低等优点。处理工艺流程如图1所示。
生产废水、生活污水经管道接至格栅,拦截进水中携带的废商标纸、麦糟等固态杂物,再进入集水井,通过水力筛再进一步分离去除大颗粒杂质,防止形成絮凝体带走后续生物处理单元中的微生物以及堵塞管路,预处理后进入初沉池、调节(预酸化)池,调节池将高、中、低浓度各股废水进行混合均匀,同时加入灌装车间产生的废碱液,对污水水质水量进行调节,使污水的水质水量达到均衡,由于废水pH值变化较大,为保证处理水质的稳定,在初沉池前端设置了事故池,当综合废水pH值大于12或小于5时,关闭管线上去初沉池的电动阀门,开启去事故池的电动阀门。调节池中的废水用泵提升至UASB反应器,对废水进行厌氧消化处理,使污水中难以降解的有机物慢慢分解成容易降解的小分子有机物质,然后通过重力自流至CASS反应器,进一步对有机物进行好氧生物处理,再经过砂滤池,进一步过滤,最终确保其出水满足GB 19821—2005《啤酒工业污染物排放标准》表1中的标准,并通过污水管网排入园区污水处理厂进行处理。
初沉池、CASS反应器的剩余污泥排入污泥浓缩池,经板框压滤机脱水后,泥饼外运安全处置,滤液回流到调节池重新处理。
2.2 主要处理构筑物
1) 集水井。1座,啤酒生产过程中各工序为间歇性排水,水量随季节和昼夜变化较大,负荷冲击较强,因此设置一定容积的集水井,将废水收集起来并使其均质均量,以保证后续废水处理单元的正常运行。其尺寸为5.0 m×8.0 m×5.5 m,有效水深5.0 m,有效容积200 m3,HRT为2 h,采用半地下式钢砼结构。
2) 初沉池。1座,废水中的悬浮物浓度较高,将硅藻土等易沉杂质通过初沉池沉淀去除,降低后续单元处理负荷,其尺寸为Φ7.5 m×8.0 m,有效水深7.0 m,有效容积300 m3,HRT为3 h,采用地上钢结构,并对其进行防腐处理。
3) 调节池。1座,啤酒生产过程中,各车间产生的各股废水pH值和浓度等均不一样,该池将各股废水均质、均量的同时,还能对废水进行水解酸化预处理,提高挥发性脂肪酸(VFA)含量、改善厌氧生物处理反应条件和增强废水的可生化性,其尺寸为Φ17.6 m×5.5 m,有效水深4.5 m,有效容积1 094 m3,HRT为10 h,采用地上钢结构,并对其进行防腐处理。
4) UASB反应器。2座,常温运行,调节池液位大于80%时开启,集中运行1个厌氧反应器,保证系统高负荷运行且不易发生酸化现象,废水由泵输送自下而上流经反应器,反应器产生的沼气经脱水脱硫后,储存在沼气罐,作为沼气锅炉的燃料,同时在其顶部设置了臭气风机,将产生的臭气输送至生物除臭系统进行处理,单座尺寸为Φ6.8 m×16.8 m,有效水深16 m,总有效容积1 161.5 m3,HRT为11.6 h,COD容积负荷为6.0 kg·(m3·d)-1,采用地上钢结构,并对其进行防腐处理。
5) CASS反应器。2座,UASB反应器出水COD浓度仍然较高,满足不了排放要求,需经过CASS反应池进一步处理,进水、反应、沉淀、出水、闲置5个工序在反应器内循环交替运行,采用盘式微孔曝气方式,运行周期12 h,污泥浓度3 000 mg·L-1,污泥负荷0.15 kg BOD·(kg·MLVSS·d)-1,单座尺寸为Φ17 m×5.5 m,有效水深4.5 m,总有效容积2 042 m3,采用地上钢结构,并对其进行防腐处理。
6) 砂滤池。1座,其尺寸为Φ9.4 m×4.0 m,有效水深3.5 m,总有效容积243 m3,HRT为2.5 h,采用地上钢结构,并对其进行防腐处理。
7) 事故池。1座,主要用于储存发生事故时和pH值严重偏高或偏低的废水。其尺寸为Φ9.8 m×8.0 m,有效水深7.5 m,有效容积565 m3,采用地上钢结构,并对其进行防腐处理。
8) 污泥浓缩池。1座,其尺寸为Φ7.0 m×7.0 m,采用地上钢结构,并对其进行防腐处理。
本工程配套设备包括干法脱硫罐、布水器、滗水器、厌氧臭气处理系统、叠螺式脱水机、污水提升泵、罗茨风机、板框压滤机等。
3 工程调试
3.1 UASB调试
为方便运输,接种污泥取自本地生活污水处理厂脱水消化污泥,接种前,将污泥在调节池中搅拌成泥浆状,先经筛网(孔径3~4 mm)进行过滤,然后用泵将污泥均匀分布至UASB反应器中,污泥接种量不低于反应器容积的30%。在调试初期阶段采用间歇性进水,将COD容积负荷控制在0.2~0.5 kg·(m3·d)-1,1个月后调整为连续进水,并逐步提高COD浓度,最后至容积负荷接近2.5 kg·(m3·d)-1,期间补充氮源、磷源和适量微量元素等营养物质。调试过程中,密切监控进水量、pH值、温度、COD、VFA等参数变化情况,将pH值控制在6.5~7.8,温度维持在35~40 ℃,VFA控制在3 mmol·L-1左右。每天对出水COD进行定时取样监测,连续10 d去除率稳定在80%左右时,加大进水量。运行3个月后,UASB反应器污泥浓度增大,沼气产量稳定,COD去除率稳定在90%左右。
3.2 CASS反应器调试
CASS反应器采用闷曝法进行调试,接种污泥同样取自本地生活污水处理厂脱水污泥(含水率约80%),溶化、稀释后,利用泵将污泥均匀打入CASS池内,控制污泥浓度为2 000 mg·L-1,同时泵入低浓度废水注满全池,每天进水2次,每次曝气后沉淀2 h,排出1/3上清液体,并补充新鲜低浓度废水,连续小气量闷曝,期间补充氮源、磷源和适量微量元素等营养物质,控制m(BOD):m(N):m(P)=100:5:1,当污泥颜色闷曝成黄褐色时,逐步加大进水量,并调整曝气量,将反应池内DO维持在2~3 mg·L-1,使池内的微生物种群适应待处理的高浓度啤酒废水,经过2个月左右的调试启动后进入稳定运行阶段[11]。
4 运行情况
系统调试完毕后投入正常运行,经当地环保监测部门连续监测,结果表明废水经过格栅、集水井、水力筛、初沉池、调节池、UASB反应器、CASS反应器、砂滤池处理后出水各项指标均达到GB 19821—2005《啤酒工业污染物排放标准》表1中标准要求。部分出水水质监测数据见表2。
由表2可知,该工程对CODCr、BOD5、SS、NH3-N、TP的总去除率分别为98.6%、98.8%、93.6%、88.1%、97.6%。
5 技术经济分析
该工程总投资为477.64万元,其中土建费74.52万元,设备费376.33万元,其他费用(设计﹑安装﹑调试等)为26.79万。运行成本为1.51 元·m-3,见表3,比UASB+A/O工艺[1]处理成本2.61元·m-3,具有成本低的优点。工程运行后,每年可减排CODCr约2 218.5 t,BOD5约1 066.5 t,氨氮约23.8 t,SS约421.2 t,大大减轻了水体污染,为企业的可持续发展提供了坚实保障。

表2 各主要构筑物处理情况一览表Tab.2 List of the main structures processing situation
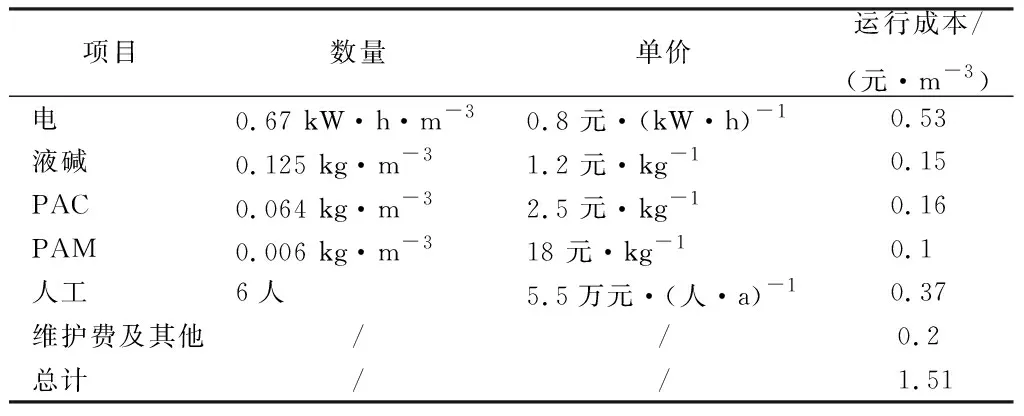
表3 工程运行费用一览表Tab.3 Schedule of project operation cost
6 结论
1) UASB相比IC、EGSB等其他高效厌氧反应器,具有投资少、效能高、占地面积小、污泥产量少、流速低、污泥床的截留效果明显、COD容积负荷高等优点,是整个组合工艺的核心组成部分,但该反应器会消耗大量的碱,运行过程中需根据实际情况增加碱度,防止系统酸化。
2) CASS是SBR的改良型,作为UASB后续好氧处理工艺,兼具了SBR的优点,运行管理方便,可连续进水,抗冲击负荷能力强,可根据进、出水水质变化情况调整排水比,对于UASB反应器出水中一些难降解的有机物,在CASS反应器内通过缺氧-好氧交替循环作用得到最大程度的去除,保证了整套工艺最终出水达标排放,在实际工程运用中具有明显优势。
3) 采用UASB+CASS组合工艺处理啤酒废水能够取得较好的处理效果,CODCr、BOD5、SS、NH3-N、TP的总去除率分别为98.6%、98.8%、93.6%、88.1%、97.6%。出水水质稳定,各项指标均达到GB 19821—2005《啤酒工业污染物排放标准》表1中的排放标准。