基于CMT焊接技术在汽车全景天窗中的应用研究
2020-11-12李艳鹏郭松亮杨焱邢文涛李琦
李艳鹏 郭松亮 杨焱 邢文涛 李琦


摘 要:为适应新车型天窗结构开发,解决传统弧焊焊接时容易造成的焊接变形大、焊缝气孔、裂纹等缺陷,在新车型全景天窗顶盖结构开发中采取CMT焊接工艺。文章重点针对CMT焊接原理进行分析,通过现场实践验证工艺焊接参数对焊接质量的影响,设置合理焊接参数,满足焊接质量要求。
关键词:CMT焊接;气体流量;工艺参数
中图分类号:U466 文献标识码:A 文章编号:1671-7988(2020)19-190-03
Research on Application of CMT Welding Technology in Panoramic Skylight
Li Yanpeng, Guo Songliang, Yang Yan, Xing Wentao, Li Qi
( Chery Commercial Vehicle (Anhui) Co., Ltd., Henan Branch, Henan Kaifeng 475000 )
Abstract: In order to adapt to the development of new model skylight structure, to solve the defects such as large welding deformation, weld porosity, crack and so on, which are easily caused by traditional arc welding, CMT welding technology is adopted in the development of new panoramic roof structure. This paper focuses on the analysis of CMT welding principle, the influence of welding parameters on welding quality is verified through field practice, and reasonable welding parameters are set to meet the requirements of welding quality.
Keywords: CMT welding; Flow rate; Process parameters
CLC NO.: U466 Document Code: A Article ID: 1671-7988(2020)19-190-03
1 引言
隨着人们对生活品质的逐步追求以及汽车制造技术的发展,大众对汽车市场的需求也向高端平民化、个性化发展,一些之前只会出现在高端豪华车的配置开始普遍应用在各级别车型,“全景天窗”无疑就是最具代表性的一项新技术。同时也随着消费者需求及厂家造车理念的变化,全景天窗的尺寸也在逐步向大尺寸发展,从表1中列举的几种目前市场主流车型天窗尺寸的对比数据中也可窥探一二。
与此同时,大尺寸天窗对车身提出了更高的技术要求:①车身天窗安装板的强度要求;②车身天窗安装板的尺寸精度要求;③车身天窗安装板的成本要求。因此,通过对全景天窗连接技术的研究,引入了CMT冷金属过渡焊接技术(Cold Metal Transfer),CMT由热输入量小、变形小、无飞溅等优点,使它在广泛应用在各个领域,更是突破传统MIG/MAG技术在1mm以下的薄板应用“禁区”,有效解决薄板焊接技术难题[1,2]。
2 CMT焊接原理及特点
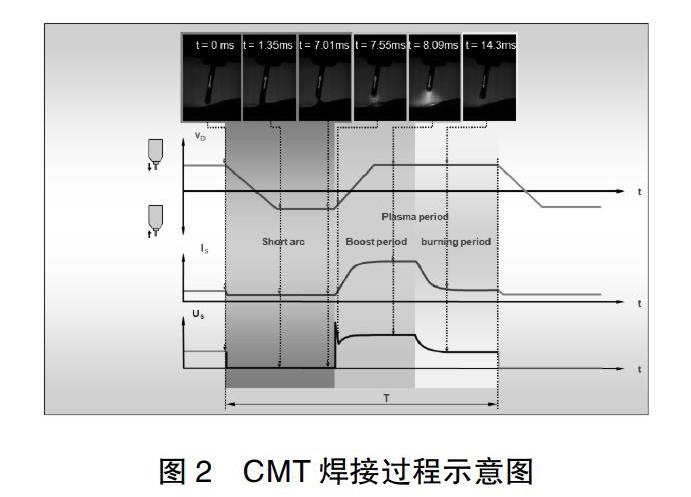
CMT冷金属过渡焊接技术(Cold Metal Transfer)是在钢与铝的焊接技术和无飞溅起弧的基础上开发的一种热输入量小、变形小、无飞溅的新型焊接技术。CMT焊接几乎低至极限的热输入量,当短路电流产生,焊丝回抽实现在无电流状态下熔滴过渡并使得熔滴过渡无飞溅,因为整个焊接过程在冷热交替中快速循环往复,使得可以实现0.3mm以上超薄板焊接。
CMT焊接的熔滴过渡形式同时造就了其高效率,CMT焊接电弧一个循环周期大约为14ms,每秒钟可产生70余次电弧高频率运动。电弧每一次引燃,电弧就被重新被修正一次从而保证电弧的稳定性,在焊丝伸长或焊接速度变化情况下,焊接电弧同样能够保持一致。这个特点就保证了CMT焊接电弧的稳定性,电弧稳定性及焊接质量对焊接速度的变化适应性比较强,同时也有效降低了操作者的技能要求。
选取同等材质板材进行焊接,具体参数如表2所示,CMT与传统MIG/MAG焊对比,CMT焊以更低的热输入量,有效保证了焊缝的均匀一致性,且焊缝飞溅极少,焊缝表面质量较好,如图3所示。并且研究表明CMT焊接的热输入量对比普通MIG/MAG焊要降低20%~30%,较低的热输入也使得焊接引起的钣金变形大大减小[3]。
3 CMT在全景天窗焊接中质量分析与控制
结合目前市场主流的全景天窗连接方式,主要集中在电阻点焊工艺、机器人包边工艺、胶黏工艺几个方面,奇瑞商用车CX62项目顶盖与天窗安装板首次采用CMT焊接工艺,与传统几个连接技术相比,采取CMT焊接的自动化程度、生产效率、产品质量等方面有了明显提升,详见表3。
CMT焊接质量受到的影响因素众多,例如常见的焊接电流、焊接电压、焊接速度、焊丝伸出长度、机器人焊接角度、机器人焊接轨迹等。随着焊接电流.电压的增加,焊缝的宽度和深度会明显增加,当电流增加至一定程度,会出现烧穿、气孔等缺陷;随着焊接速度的提高,焊缝直径越小;焊丝伸出长度和焊枪焊接角度直接影响焊接过程稳定;因为顶盖与天窗安装板为搭接配合关系,零部件的一致性状态发生改变直径影响焊接过程的一致性,因此采取合适的焊接轨迹可以有效的提高板件配合引起的焊接缺陷,很大程度上提高焊接对板件匹配的容错能力[2,4,5]。
同时,保护气体流量在CMT焊接中也起到至关重要的作用,这个也是往往最容易被忽略的一项参数。在确保电流设定在85A、电压11V、焊丝伸出长度10mm、焊接速度80cm/min条件下,对气体流量进行现场实验验证,随着保护气体流量的增加,焊缝的宽度会随之变宽,当气体增加至一定程度时宽度趋于稳定,气体流量过大,会造成焊缝中出现气孔。焊缝宽度及单台车焊缺(焊缝总数30个/单车)变化趋势如下图4所示。
结合现场大量的工艺分析与实验表明,气体流量大于25 L/min时缺陷个数明显开始下降,焊缝宽度呈现上升趋势,当达到35 L/min以上时,缺陷个数及焊缝宽度区域稳定,再增加流量会造成焊缝气孔等缺陷产生。结合CX62项目实际要求,针对顶盖与天窗安装板的焊接参数设定如表4所示。
4 结语
通过对顶盖全景天窗CMT焊接技术的研究,结合新项目开发过程中参数调试及实验验证,通过设置合理的工艺参数,在保证较高生产效率的前提下,有效保证焊接质量,使得CMT焊接技术在汽车大尺寸全景天窗连接中得到很好的应用。
参考文献
[1] 谭立勇.汽车CMT焊焊接质量分析与控制[J].机电技术,2018(10): 58-60.
[2] 李琳.超高强钢薄板CMT焊接工艺研究[J].建设机械技术与管理, 2013(12):91-97.
[3] 袁红昆.CMT与MIG 铝合金焊接工艺对比[J].铝加工,2018,1(240): 56-58.
[4] 徐国建.薄板铝合金的CMT焊接工艺[J].沈阳工业大学学报,2018, 40(6):640-641.
[5] 刘强.送丝速度对6061铝合金CMT焊接接头性能的影响[J].热加工工艺,2016,45(17):222-224.
