汽车白车身焊装夹具定位销应用研究
2020-11-09吕业成
吕业成
(上海赛科利汽车模具技术应用有限公司,上海 201209)
白车身是通常由数百个薄板冲压工件在将近100台装配夹具上焊接而成,涉及的焊点多达4000多个。焊装夹具设计及制造占整个汽车制造成本的10%~20%,而且统计表明,焊装误差有72%为定位夹紧所致。焊装夹具的设计采用车身统一基准为基础,即设计基准、冲压基准、焊装基准和检测基准等基准统一,焊装夹具是保证焊接基准统一的关键设备,焊装夹具中的定位销则是保证车身件焊接尺寸精度的关键部件。
定位销主要作用是限制工件的在空间中某些方向的自由度,保证焊接总成达到规定的尺寸和公差要求,确保焊接的一致性和稳定性,其最主要的目的是保持后续工序定位基准的一致性,确保零件能够处于理论设计位置并固定,且能够保证零件焊接精度的一致性和焊装的稳定性。
定位销在车身焊装领域十分常见,按照定位销的形状,可以分为圆销、菱销和钩销三种类型。安装方式一般分为固定式与活动式两类,其中活动式又可分为单导杆带销式、双导杆带销式、翻转销式和钩销式。
目前,主流主机厂采用“一面两销”的定位销定位组合有三种形式,如图1所示,(a)、(b)是SVW标准的定位销定位组合方式,主定位孔采用圆销定位,且定位销直径设计比定位孔小0.1,辅助定位孔有两种形式,一种圆孔,采用菱形销定位,且定位销直径设计比定位孔小0.1,菱形销的定位方向为两销连线的垂直方向;另一种是腰形孔,采用圆销定位,且定位销直径设计比定位孔小0.1。(c)是SGM标准的定位销组合,主定位孔采用圆销定位,且定位销直径设计比定位孔小0.1,辅助定位孔也是采用圆销定位,但定位销直径设计比定位孔小0.3。
1 定位销的设计
1.1 定位销三要素
定位销由导向部分、定位部分和安装部分组成,不同形式的定位销虽然这三部分不尽相同,但都必须具备这三个部分,如图2所示。
样式一为SVW一款标准定位销,样式二为SGM一款标准定位销,样式三为一款销钉缸专用定位销。其中,导向部分尽量按照标准定位销形式设计,理论上定位销导向部分越长,对于放件越便利,但当定位销定位的是盲孔,定位销将采用球头或平头形式,如图3所示。

图1 两销的三种定位组合方式

图2 定位销组成
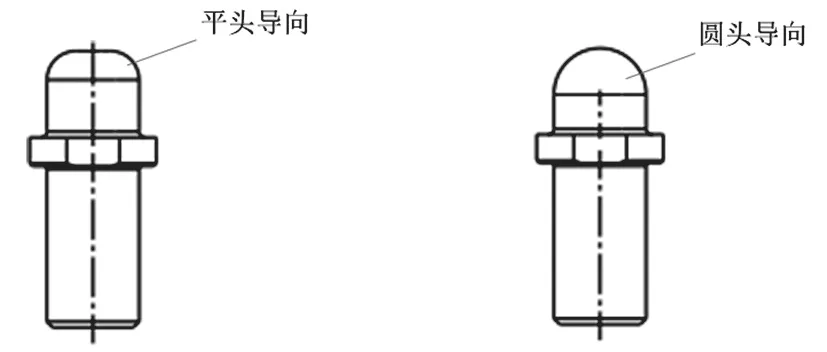
图3 非标定位销导向类型
定位销定位部分是对工件定位关键部分,定位销的有效定位长度有要求:对于常规定位销,其有效长度L必须大于等于4mm(见图4);当使用螺母孔作为定位孔时,定位销有效定位长度至少超过螺母的两牙螺牙长度(见图5);当定位销定位的是盲孔,定位销将采用球头或平头形式,定位销的有效长度L需大于等于2.5mm(见图6)。
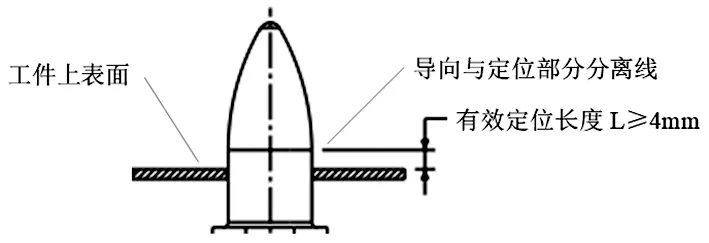
图4 定位销有效定位长度

图5 螺母定位有效定位长度

图6 短导向定位销有效定位长度
定位销的安装锁紧方式主要有三种:外螺纹配合螺母锁紧(SVW推荐样式)、内螺纹配合螺栓锁紧(SGM推荐样式)以及销钉缸锁紧方式,如图7所示,其中销钉缸的锁紧方式又可分为顶丝锁紧和销钉锁紧两种方式,SVW使用顶丝进行锁紧,SGM使用销钉缩紧。
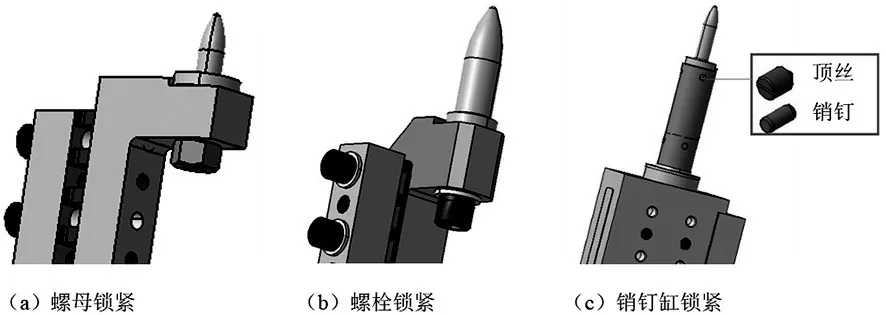
图7 定位销的锁紧方式
1.2 定位销的材料及硬度要求
由于定位销与白车身工件直接接触,在其材料和表面处理方式上有一定的要求,不同的主机厂要求不同的,表1为SVW和SGM对定位销材料及表面处理方式的要求。在定位销设计加工时,需要严格按照各自主机厂的要求执行。
1.3 定位销选用原则
优先使用厂内标准定位销,一是厂标定位销经过长期生产实践,对于不合理的部分进行多次标准优化迭代,无论是定位精度控制还是安装拆卸便利性方面都趋于成熟;二是厂标定位销规格有限,对于定位销的备件无须按照每台夹实际定位销使用数量进行备件,只需对标准定位销和个别非标定位销进行备件,由此可以节约定位销备件成本。

表1 SVW与SGM定位销材料及表面处理方式对比
2 定位销的安装方式的确定
定位销的安装方式按照定位销在焊装夹具中是否需要运动分为固定式和活动式两大类。在焊装夹具设计过程中,具体如何选择定位销的安装方式,下文作具体介绍。
2.1 固定式定位销应用
优先选择固定式定位销安装方式,因其安装精度高且稳定,对于调整和维护十分便捷。固定式定位销最常用的三个应用场合:定位销轴线与取件方向一致的情况;工件主定位销优先选择固定式定位销;对于补焊工位优先选择固定式定位销。
2.2 活动式定位销应用
2.2.1 单件定位孔不平行
在焊装夹具设计时,有时会出现一个工件的两个定位孔轴线不平行,存在夹角α,如图8所示,这时在工装设计时,这两个定位孔不能全部设定为固定销,全部设为固定销无法实现工件的取放。设计时,需要考虑这两个定位孔中是否有一个定位孔轴线是和焊接后总成取件方向平行,如果存在平行情况,则可以将轴线平行于取件方向的定位孔设置为固定销定位,另一定位孔必须设置为活动销,在放件和取件时先将活动销缩回,工件沿着固定销方向取放即可;如果不平行,这两个定位孔必须全部设置为活动销,否则,无法实现焊接后的取件。因此,单件两定位孔不平行情况,两定位孔至少要设置一个活动销,至于是选择一个还是两个,需要视具体情况而定。

图8 工件两定位孔轴线不平行
2.2.2 多工件定位孔轴线不完全平行
在焊装夹具设计时,经常遇到所要焊接的几个工件,每个工件的两个定位孔是平行的,但各个工件之间的定位孔不完全平行情况,如图9所示,设计时,往往将定位孔轴线与取件方向平行的其中一个工件采用固定式定位销对其定位,其余的工件的定位销形式全部选择活动销形式,满足焊接后取件需求。
2.2.3 轴线平行的定位孔数量超过两个
在焊装夹具设计时,会遇到所要焊接的几个工件,其轴线全部平行,如图10所示,此种情况,从理论上讲,所有工件即使全部使用固定式定位销定位,也不会影响取件。但生产实践经验告诉我们,如全部使用固定式定位销进行定位,焊接后无法取件,因为焊接完成后产生的焊接应力作用在定位孔和定位销之间,同时,焊接完成后成为一个焊接总成件,此时,焊接总成可以看作一个大工件,那么,一个工件超过两个定位销定位,属于过定位情况,因此,焊接完成后,最多保留两个固定销,其余定位销需全部退出定位孔,一方面释放焊接应力,另一方面解除过定位情况。因此,对于轴线平行的定位孔数量超过两个的情况,通常最多选择两个定位销为固定式,其余定位销均为活动式。

图9 多工件定位孔周线不平行
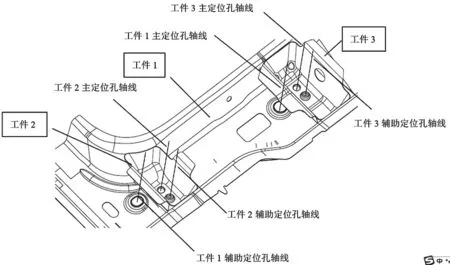
图10 轴线平行的定位孔数量超过两个
2.2.4 工件定位孔下方无空间
在焊装夹具设计时,有时会遇到这种情况:所需焊接的几个工件中,所需定位的工件处于其他工件上方,如图11所示,这样对于处于上方的工件,定位销无法从工件下方进行定位,定位销只能在工件上方进行定位,因此,该工件的定位销只能选择活动形式,焊接完成后,定位销单元移走,让出取件空间,才能顺利取件。

图11 工件定位孔下方无空间
2.2.5 打开补焊
在焊装夹具设计时,有时因定位销单元与焊枪干涉,如图12(a)所示,只能完成部分焊接,有部分焊点焊枪无法可达。剩余的焊点的完成,要基于定位销单元缩回,让出焊接空间,才能完成补焊,如图12(b)所示。显而易见,这种情况下定位销形式需要选择活动式。

图12 定位销单元与焊枪干涉补焊
2.2.6 夹具与抓手共用定位孔
在焊装夹具设计时,工件的定位孔只有两个,这两个定位孔工装夹具需要使用,抓手也要使用,如图13所示,这种情况下,工装夹具和抓手上的定位销均需使用活动式。
2.3 活动式定位销设计选型
焊装夹具设计中的活动式定位销的主要有单导杆伸缩销形式、双导杆伸缩销形式、翻转销形式以及钩销形式四种形式,下面就这四种活动销的设计选型进行介绍。
2.3.1 单导杆伸缩销设计选型
单导杆伸缩缸上有专门提供定位销安装的位置,气缸的运动带动定位销的伸出和缩回。此种定位销安装方式,定位销的定位精度较高,但单导杆伸缩销主要用于空间相对富裕的场合,如图14所示,从图中可以看出,定位销正下方空间被单导杆伸缩销单元占用。因此,空间相对富裕的情况下,可以优先考虑此种活动销形式。
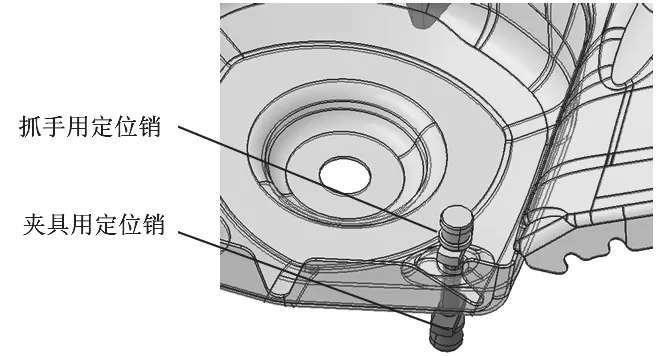
图13 夹具与抓手共用定位孔
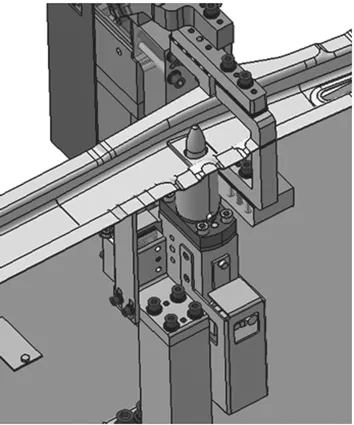
图14 单导杆伸缩销应用
2.3.2 双导杆伸缩销设计选型
双导杆缸不像单导杆缸有专门适合定位销安装的位置,定位销与双导杆缸的连接是通过连接块过渡实现的,由于连接块的设计随机性很强,因此其安装方式十分灵活。双导杆缸可以带一个或两个定位销。设计时,当伸缩销受力或采轴用销带面,定位销心(或定位面)与气缸轴心最大偏心距离小于等于100mm(如图15所示),才能保证定位销定位的稳定性。双导杆伸缩销尤其适合需求携带两个定位销、安装空间相对紧凑的场合。
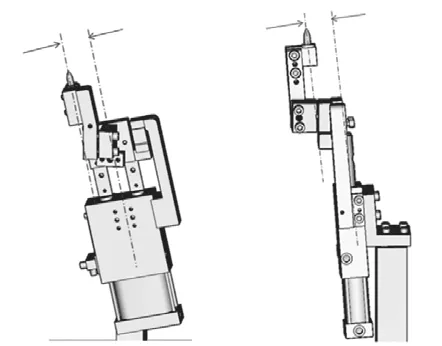
图15 定位销轴心(或定位面)与气缸轴心偏心距离
2.3.3 翻转销设计选型
在设计翻转销结构时,一个很容易出现的问题就是,翻转销翻入时或者翻出时和工件发生干涉,导致后期解决问题繁琐,为了避免该问题出现,必须在设计阶段予以解决。其中,气缸的转点位置的选择是否合理直接关系到定位销能否顺利翻入或翻出工件定位孔。图16是翻转销的一个应用实例,从图中可以看出,气缸转点与工件中心处于同一个平面内,这样的设计有何依据,下面进行较为详细的说明。图17为翻转销定位工件的简化模型,翻转气缸的转点在工件的中心,箭头所指的方向是翻转销的插入方向,此时,定位销左侧距离转点较远的一边很容易插入工件,右侧只有满足一定条件才可以插入工件,下面对该条件进行分析,图18为右侧局部放大图。其中,L是翻转气缸转点到定位销的最远距离,S是工件的厚度,A是定位销伸出工件的距离。根据SVW和SGM定标准定位销的直径比工件的基准孔小0.1mm,所以半径小0.05 mm。取临界位置,得
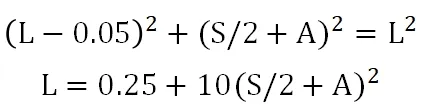
根据图4可知,A越小,L越大,越利于翻转销的旋入和旋出。即。

图16 翻转销定位实例图
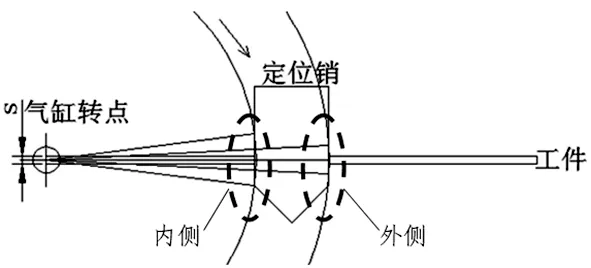
图17 翻转销定位工件简化模型
在设计时,A尽可能满足A≥2.5mm,L尽可能的大,但是,并不是无限大,翻转臂的长度增加,不但增加加工成本,而且对定位的精度也会产生影响。
2.3.4 勾销设计选型
在焊装设计时,会遇到无法同时满足定位夹紧的场合,如后地板的纵梁定位夹紧,纵梁开口的一面正好被后地板的面板盖住,无法对其夹紧,而产品尺寸控制要求这里必须夹紧,这种场合适合采用钩销形式,可以同时满足定位夹紧。钩销的一般由定位销、夹紧钩和托块三部分组成,如图19所示。钩销中的定位销中部开槽满足夹紧钩的活动空间需求,因此,为保证定位销和夹紧钩强度,定位销的直径不能太小,一般要求直径不小于19.8mm。钩销机构中的定位销有圆销和菱形销两种形式,根据具体工件定位需求进行选择。定位销、托块和夹紧钩根据产品的形状和特征进行设计,图20为钩销设计选型实例,设定工件定位孔为D1,工件的板厚为t,托快的高度h,通常钩销集成于勾销缸,由工装设计人员将相关参数(D1、t和h)提供给钩销缸供应商,由钩销缸供应商加工集成成品。
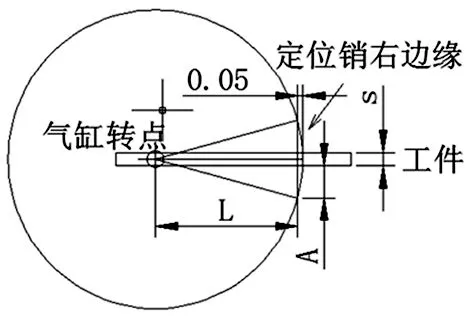
图18 翻转销定位工件简化模型右侧局部放大图

图19 钩销的组成
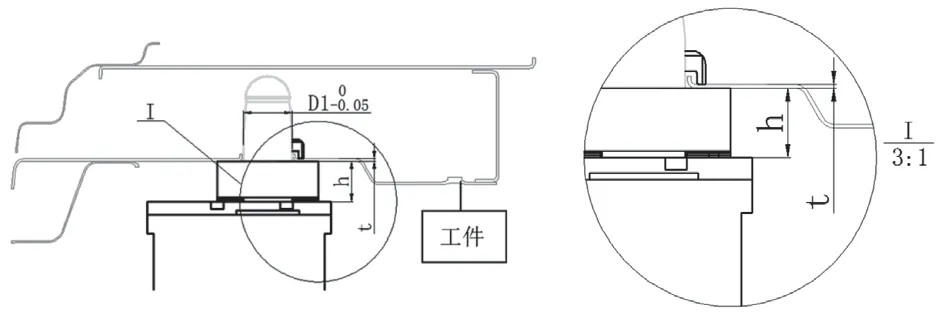
图20 钩销设计选型实例
钩销虽然既具备定位功能有满足夹紧需求,但这这种形式仅限用于特殊场合,而不能作为常规设计形式,一是钩销缸成本高;二是维修更换备件不便。
3 结语
定位销是焊装夹具的核心元素,如何正确设计定位销对焊装夹具至关重要。文结合SVW和SGM焊装夹具设计标准及多年从事焊装夹具设计经验,对于如何设计定位销的,进行了梳理和总结,希望能给到焊装夹具设计的同行们一些借鉴。
