封桶机的故障分析及处理
2020-11-06朱力勇郭锋
朱力勇 郭锋
摘 要:对封桶机封口质量的主要因素作全面分析,并指出导致封口质量缺陷的具体原因,并提出解决方案。
关键词:封口质量;原因分析;对策
封桶机作为包装流水线上至关重要的设备,其封桶质量的好坏,直接影响着产品质量和品牌形象。由于封桶机属于精密设备,修理难度大、周期长,每年因封桶机故障导致的封桶质量缺陷,都会产生大批无法使用的废桶,直接造成数万元的经济损失。本文从影响封口因素的主要因素分析开始,重点指出引起封口质量下降的主要原因,以便有针对性地进行处理。
1 卷封结构和工作原理
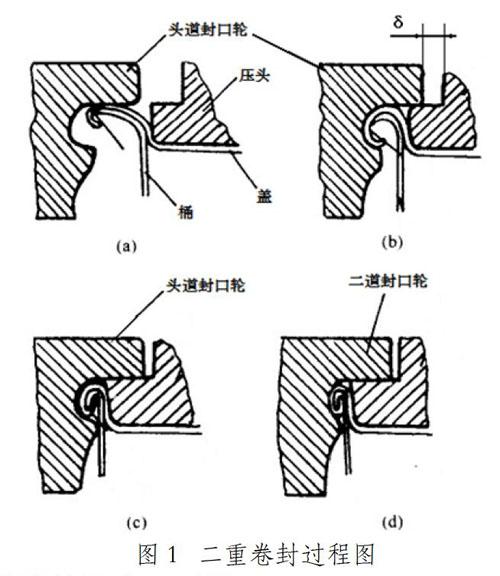
封桶机的卷封结构主要由压头、封口轮、托罐盘组成。封口动作由两组具有不同沟槽形状封口滚轮,按先后顺序的四次进给动作,在盖边及桶边的结合边缘相对滚转,使两者边缘铁皮因弯曲变形而相互紧密配合,形成五层铁皮组成的接缝,起到高度密封的效果。卷封的步骤如下图一所示,头道封口轮卷边钩合,二道封口轮将卷边压紧成型,这整个过程就叫做二重卷边作业法。
2 影响卷边的因素及对策
2.1 封口轮与压头的合理间隙
在封口轮相对桶旋转的过程中,封口轮的沟槽在桶与盖的结合处卷封力Q,是由径向力Qy、轴向力Qz和切向力Qr三个不同方向的作用力而合成。其中头道滚轮的沟槽深而窄,卷封力P1的作用表现为桶边、盖边的弯曲变形;二道封口轮的沟槽宽而浅,卷封力P2主要变现为塑性变形。合适的卷封力是靠封口轮、压头之间合适的配合位置关系完成的。因此,如何调整封口轮与压头之间的合适间隙,是维修人员需要掌握的关键技术。
在封口轮卷封作业的过程中,为了使压头不至于与封口轮的上沿相碰,二者之间必须保持一定的距离,这个距离称为封口轮间量δ,如图一(b)中所示。按照各封口轮的工作顺序,其各自对应的间量δ需满足以下关系:δ1>δ01>δ02>δ2。
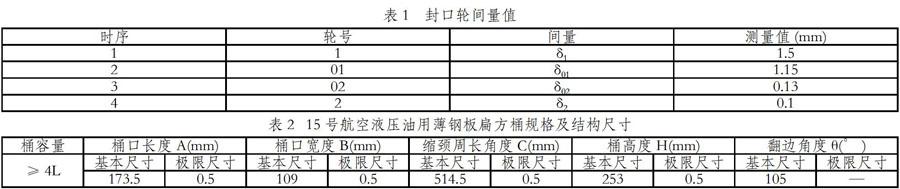
根据封桶机厂家提供的报损标准,该设备的坏桶率不得高于3%。在此標准内,使用塞尺测量各封口轮的前进间量值,测量的结果如下表1所示。
01#封口轮的执行的第一道卷封是整个卷封作业的关键,90%的卷封工作在这一步已完成,这一步造成的缺陷无法在后面的步骤中予以纠正,完成第一步卷封后,桶边卷边底部应是光滑的圆弧而不是平底。δ1过小,即卷封力Q过大,卷封后卷边下缘较扁平,会造成封桶动作完成后,卷边存在圆状突起直至切口;反之δ1过大,盖边不充分卷入桶边,则最后会造成卷边呈现锐边、齿状。01#封口轮的第二道卷封是对第一道卷封的补充和加强。
02#封口轮进行的第三道卷封目的就是压紧已成型的卷边,δ02过小会引起卷边尖锐,甚至裂痕;δ02过大又会造成假卷,密封不严。同理,2#封口轮进行的最后一道卷封也是对前一步的加强。
因此,在处理封桶机封口故障时,应首先观察报废桶的卷边缺陷状态,再结合封口轮的工作原理,以测量的间量值作为参考,才能有依据、有针对性的进行修理,。
2.2 桶、盖的工艺尺寸
桶和盖的制作质量控制尤为关键:桶口翻边、盖钩边都要符合其尺寸标准,翻边度过大或过小都会影响二者的匹配程度,造成封口质量不佳。盖通过模具冲压而制成,而桶的制造过程相对盖要更为复杂,需先经过剪板再焊接,因此更容易出现质量不稳定的产品。
以去年为例,制桶厂供应的空桶共出现过三次制作出的桶尺寸不稳定的情况。由于制桶厂的设备频发故障,导致生产出的空桶质量不佳,桶口相对桶盖尺寸过小。大量桶在封口轮还未开始靠近桶边之前,桶盖扣入桶口时的压紧力,就已经使桶边角出现了下垂。
当出现上述这种桶与盖不匹配的情况时,封桶机的坏桶率会突然急剧升高。如去年10月17日至18日,当更换了不同批次的桶后,封桶机在未进行任何调整的情况下,坏桶率从2.9%陡增至16.4%。这种缺陷是无法通过仅仅修理封桶机来消除的。因此,针对这种情况,应从供桶源头处把关来加以控制。对于制桶厂生产出的方桶应设置严格验收环节:首先,应制定规范的企业验收标准,此标准中应涵盖桶与盖的关键尺寸和质量验收指标,以便验收时有据可依;其次,还应制定明确的验收制度,由专人抽检桶样并记录,将判定不合格的桶一律拒收。
在封桶机坏桶率低于3%的标准范围内时,随机抽取不同批次桶样各50件,统计后测得桶的尺寸应符合所规定的标准,才能满足坏桶率在报废标准之内。实践证明,桶口的缩颈周长c是影响盖与桶匹配的最为关键的尺寸,应加以严格控制(见表2)。
2.3 推桶链条与托罐盘的相对位置
桶与盖经人孔扣合后,先放置于输送机上,经分桶器将桶间距隔开,再由输送机的推罐链条依次将桶传送至封桶机托罐盘的指定位置,才能进行后续的卷封作业。若推罐链条存在明显滞后或超前的现象,未将桶输送至托罐盘上的指定位置,桶口与压头的相对位置会出现错位,当封口轮执行卷封作业时,卷边处的铁皮会出现严重的挤压变形。
这种现象形成的原因是由于桶身的宽度制造并十分不稳定,输送机上的分桶器无法间隔开宽度异常的桶,这会导致两个桶在封桶后相撞;另外,若桶口变形严重,也会导致桶无法从压头上顺利落下,从而造成输送线拥堵的后果。久而久之,推罐链条的卡爪会因为与桶撞击的反作用力而渐渐滞后。因此,一方面,应定期对推罐链条的时序进行校正,调整其与托罐盘的相对位置,才能使封桶机正常运行。另一方面,操作人员必需做到眼明手快,及时挑出不合格的桶,发现异常及时停机,才能减少类似的积累伤害。
除上述主要因素外,影响封桶机封口质量的原因还有很多,如封桶机的磨损和变形、盖钩内密封胶的厚度以及洗桶岗位对桶造成的变形等。但归根结底,桶的制造方应对桶的各项指标进行严格控制,桶的使用方应认真履行验收职责,精心操作设备。封桶机的维修方更应针对不同的封口质量缺陷进行具体分析,才能有的放矢处理问题。任何环节的放松都会影响封口的良好密封性。
参考文献:
[1]杨军良,刘芸霞 FB60型自动封罐机卷封机构设计[J].轻工机械,1999(4).
[2]王昕,何玉梦 二重卷边头道卷封滚轮曲线的分析与优化[J].轻工机械,2007(6).
[3]黄来军,张健儿.二重卷封分析及改进设计[J].化工机械食品与机械,2000(5).
作者简介:
朱力勇(1985-),男,汉族,甘肃酒泉人,工程师,主要从事设备管理工作。
