一起燃气锅炉范围内管道安装问题分析及处理
2020-11-06骆雪娇张诚松
骆雪娇 张诚松
摘 要:在对某企业2台燃气锅炉范围内管道安装进行检验时,发现管道对接焊缝布置不合理、焊缝外观成形不良、滑动支架安装等问题,对存在的问题进行分析,结合规范标准要求和实际情况解决了现场施工出现的安装问题,确保了安装质量。
关键词:燃气锅炉;锅炉范围内管道;安装;分析;处理
1 锅炉及其范围内管道概况
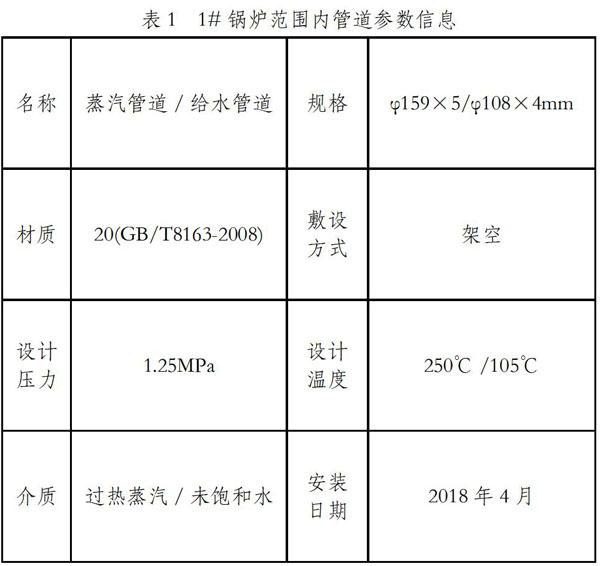
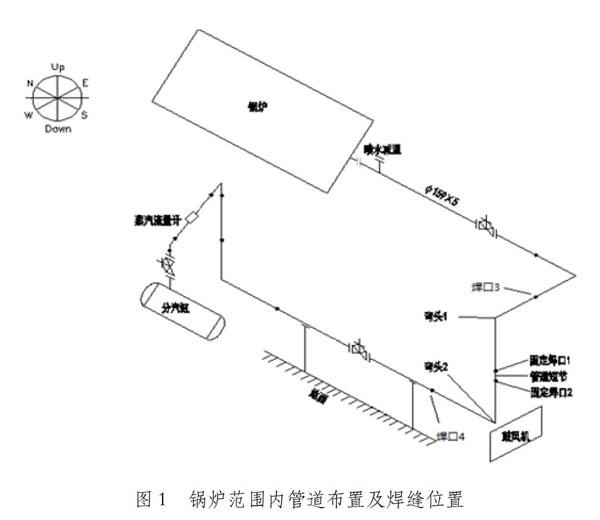
某企业2台双锅筒纵置式燃气蒸汽锅炉,型号为SZS10-1.25/250-Y.Q(LN),額定蒸发量10t/h,1#锅炉范围内管道参数信息见表1,锅炉范围内管道布置及焊缝位置见图1。
2 安装问题及分析
2.1 管道对接焊缝间距
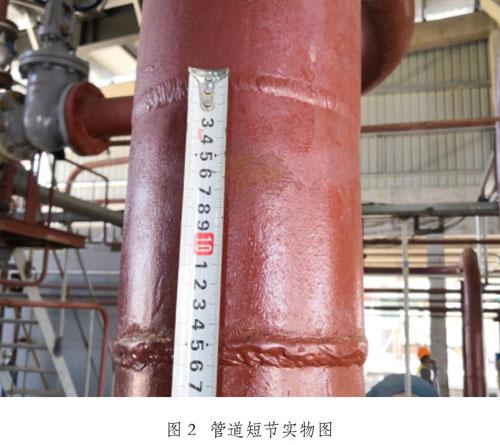
TSG G0001-2012第3.9.2条、GB/T 16508.4-2013第4.4.3条规定管道对接焊缝应当位于管子直段上,管子直段上的对接焊缝中心线间的距离(L)一般应当满足以下要求:外径<159mm,L≥2倍外径;外径≥159mm,L≥300mm。该蒸汽管道上固定焊口1、2间的管道短节对接焊缝中心距为150mm(如图2所示),不符合上述规定。不同焊接方法焊接低碳钢时,热影响区的平均尺寸不同,对于焊条电弧焊,总宽度为6.0~8.5mm。对接焊缝中线间距过小,会使焊后热应力叠加。
2.2 管道对接焊缝外观成形质量
固定焊口2外观成形质量差(如图2所示),焊缝最大余高3.5mm,最大咬边深度1.3mm。经查,焊口3、4在地面上采用手工钨极氩弧焊焊接,蒸汽管段安装就位后,最后焊接管道短节,短节与上下弯头的固定焊口1、2是在坡口根部用手工钨极氩弧焊打底一层,焊条电弧焊盖面,焊接位置为横焊。焊接难度较大,造成焊缝外观成形质量差,尤其是表现为焊缝表面不规则,焊缝余高、咬边超标。焊缝的余高愈大,应力集中程度愈严重,焊接接头的强度反而会降低。咬边减小了母材的有效截面积,降低管道的承载能力,同时还会造成应力集中,发展为裂纹源。
关于管道对接焊缝外观要求的详细规定,几个标准规定不一致:TSG G0001-2012规定B级锅炉范围内管道安装应符合GB 50235和GB 50236的有关技术规定。GB 50235-2010、GB 50236-2011并未规定焊缝外观检查的具体内容,只有GB/T 20801-2006第6.2节规定目视检查的内容。该蒸汽管道级别为GC2,根据GB/T 20801-2006,其检查等级不低于Ⅳ级,其对接焊缝目视检查验收标准为焊缝余高≤1.5mm,咬边≤1mm和Tw/4(取较小值,Tw为对焊接头中两个连接件厚度较薄者的名义厚度),固定焊口2外观尺寸不符合上述要求。
2.3 滑动支架
GB 50235-2010第7.12.5条要求滑动支架的滑动面应洁净平整,不得有歪斜和卡涩现象,不得在滑动支架底板处临时点焊定位。安装单位现场施工时,先将滑动支架制作好,点焊到支撑钢柱上,再将滑动支架上部与管道焊接,焊接完后打磨掉点焊点。由于疏忽,弯头2北侧2个滑动支架底板与支撑钢柱点焊完后未打磨掉(如图3所示)。该点焊如继续保留,会导致管道不能向南北方向自由膨胀,对管道安全产生不利影响。
2.4 给水母管盲板
安装单位进厂施工前未采购给水母管盲板,为节省工期,管道试压前用管法兰加中间焊接一块圆板作为给水母管盲板(如图4所示)。经查,该圆板从施工工地钢结构余料中切取,材质不明。圆板的焊接和材质质量隐患,直接影响到给水母管盲板质量安全,安装单位可按HG/T20592-2009[6]等标准还选择合适的盲板。
3 措施及处理
①弯头2下部为鼓风机进风筒,进风筒与弯头的间隙用于蒸汽管道保温材料安装,因此难以将弯头2向下方挪动布置,以此来增加中间管道短节长度。从结构上可考虑保留原管道短节。这与TSG G0001-2012、GB/T 16508.4-2013给出的特例规定“当锅炉结构难以满足本条(1)、(2)要求时,对接焊缝的热影响区不应当重合,并且L≥50mm”也是吻合的;
②为保证焊口质量,减小返修次数,固定焊口2的焊接方式改为全手工钨极氩弧焊,并对固定焊口1、2加抽射线检测,具体措施如下:钨极氩弧焊焊接低碳钢,可适应各种空间位置焊接,焊接质量高,焊接变形小,可以得到优良的焊缝。固定焊口2外观成形质量差,返修采用钨极氩弧焊。碳弧气刨清除盖面层,直至露出打底层,用砂轮机修复底部焊道,选用H08Mn2SiA焊丝,纯度不低于99.99%的氩气,采用钨极氩弧焊焊满整个焊缝。返修后的固定焊口2和固定焊口1经外观检查合格后再进行100%射线检测,检测标准按NB/T 47013.2-2015[7],检测技术等级AB级,合格级别Ⅱ级。按上述措施处理后,焊口1、2经外观检查合格,每道焊口透照6次,射线检测结果为11张底片Ⅰ级,1张底片Ⅱ级,符合标准要求;
③用砂轮机打磨滑动支架点焊定位处。
④拆除原给水母管盲板,选择符合HG/T20592-2009标准要求的盲板。规格选择:根据给水母管水压试验压力和外径,选取盲板公称尺寸为DN100,公称压力等级PN25。材料选择:盲板材料选择Ⅱ级锻件20(NB/T 47008-2017)。厚度选择:按HG/T20592-2009选择盲板厚度为24mm。
4 结语
通过对一起燃气锅炉范围内管道安装问题分析及处理,指出锅炉安装单位应提高责任心,增强对锅炉范围内管道安装的重视程度,加强对管道布置、焊接、支吊架安装等环节的质量控制,严格遵守TSG G0001-2012及相关技术标准要求,提高安装质量,确保锅炉安全生产运行。
参考文献:
[1]王新春,王俊鹏.燃气锅炉燃烧控制优化[J].科技风,2019 (04).
[2]王伟明.燃气锅炉的节能运行控制[J].甘肃冶金,2015(04).
[3]孙崇东.燃气锅炉改造的综合节能技术分析与应用[J].节能,2020(01).
[4]郝富杰.燃气锅炉安装工程中的难点和对策探讨[J].建材与装饰,2020(11).
[5]王冲.燃气锅炉检验过程中常见问题及处理[J].中国设备工程,2018(22).
