机械连接技术在油田小口径管线建设上的应用
2020-11-06颜世清吴阳张宝华陈新晓张莉
颜世清 吴阳 张宝华 陈新晓 张莉

摘 要:关于国内小口径管线连接内腐蚀严重的问题,一直是小口径集输管线建设关注的问题,那么开展小口径油田集输管机械连接技术研究,解决焊缝处内腐蚀问题,形成完整的管道机械连接施工工艺就十分必要。
关键词:小口径;内涂层;连续性;机械连接
0 前言
机械连接技术在油田小口径管线建设上属于新的应用,针对油田地面集输管网建设及未来国内小口径管道工程建设对管线内防腐需求,此技术解决了内腐蚀问题,形成了完整的管道机械连接施工工艺,有效的保证了内涂层的连续性,解决了管道连接处内腐蚀严重的问题。
1 机械连接技术原理
结合金属力学特性和精密的材料学计算,应用金属塑性变形原理,将连接件主体与管道表面高强度压合,实现耐高压、抗振动、永久性的纯机械连接。
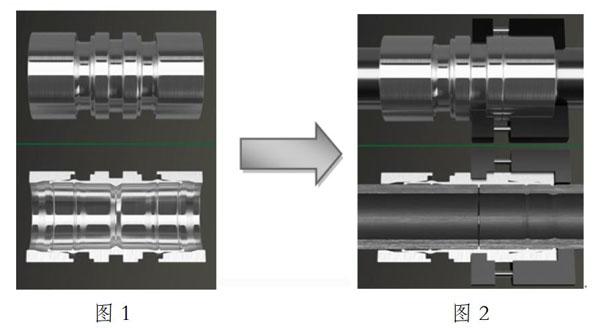
首先,液压工具推动外套轴向向前挤压,外套内斜面对主体向内环形均匀挤压,造成主体结构塑性变形。同时外套自防脱结构可以永久保持主体结构不回弹。其次,主体内部密封环均匀嵌入管体内表面,主同时体内表面也与管体表面压接贴合。最终形成耐高压抗振动的高强度纯金属连接。
整体设计构造是将机械连接件类型中的镦粗型与咬合型两种类型机械连接件进行结合优化,得到最优的机械连接效果。即保留了镦粗型的液压密封结构,同时也增加了咬合型的内嵌式结构。将两者结构类型合二为一。
2 机械连接件材质的选择
机械连接件的可适用材质范围为:非脆性材质管道。(脆性材质指铸铁等)。
管道连接件材质的选取原则是根据管道材质而定:
①保持与管道接触的连接件主体材质一致性,或更高等级。(确保材质性能和防腐性能等要求);
②保持连接件主体的硬度参数和其他技术参数需高于或等于管道的硬度和其他参数。
3 机械连接工艺
3.1 工厂预制
①钢管两端内外壁倒角:在制管厂或者在防腐厂,将钢管两端的内外壁做倒角处理。如钢管壁厚为5mm,內外壁做1mm的圆形倒角,钢管端部壁厚余下3mm。做倒角是为了更好的密封和防腐;
②钢管内防腐:按“钢质管道熔结环氧粉末内防腐层技术标准”SY/T 0442-2010对钢管进行内防腐施工(不留端),并按此标准进行质量检测;
③钢管外防腐:对内防腐合格的钢管按“钢质管道熔结环氧粉末外涂层技术标准”SY/T 0315-2013进行外防腐施工,并按此标准进行质量检测;
④安装管端保护器:对端口防腐好的钢管两端安装管端保护器,避免破坏端口的防腐层。
3.2 现场施工
①钢管外预留端除锈:用砂纸或钢丝刷手工去除钢管端部外补口处的表面浮锈;
②涂刷环氧涂料:对钢管的外预留端及管口端面手工涂刷液体环氧涂料,涂刷后不需检测,涂刷的目的是为了阻隔腐蚀介质的扩散,起双重保护作用;
③机械连接件内涂覆:用辊子对机械连接件的内表面涂刷液体环氧涂料,涂刷后不需检测,涂刷的目的是为了阻隔腐蚀介质的扩散。起双重保护作用;
④钢管固定对接:用专用的小口径钢管对接夹具将钢管夹紧固定;
⑤机械连接件的安装:将机械连接件插入钢管的一端,插入深度为机械连接件长度的一半,插入时保证不损坏钢管端部及机械连接件内壁的防腐层。插好后用专用夹具夹紧机械连接件进行压合,看压力表达到合格后松开夹具。将第二根钢管的一端插入机械连接件内部,保证两根钢管端部对接紧密,不留缝隙。插好后用专用夹具夹紧机械连接件进行压合,看压力表达到合格后松开夹具。完成整个机械连接安装施工。
⑥清理连接部位外表面。用抹布去除连接件表面、钢管预留端表面的灰尘,用丙酮擦连接件外表面。
⑦涂粘弹体。对连接件的中缝、外表面、钢管预留端外表面涂高温型粘弹体,保证被涂部位与相邻表面平滑过渡。
⑧安装热收缩带。在机械连接件安装之前先将常温型收缩套套在钢管上,粘弹体涂好后将收缩套找准位置进行热收缩安装。
⑨检测。按“埋地钢质管道粘弹体胶带防腐补口技术规定”CDP-G-OGP-AC-011-2013-1的要求进行安装施工及检测。
4 结论
针对此种连接方式,我们对连接件做了拉伸至失效试验、静水压及内压至失效试验,检验标准依据GB/T9711-2017、SY/T 6128-2012;快装接头全尺寸疲劳试验,依据标准DNV-C203-2012。检验结果拉伸至失效试验,失效载荷167kN,接头滑脱失效;静水压试验,静水压力19.32MPa,保压时间600s未发生泄漏;内压至失效试验,失效压力31.9MPa,接头滑脱失效;快装接头全尺寸疲劳试验,加载载荷2kN,应力范围100MPa,加载频率0.6Hz,累计循环周期184418次。
针对内防腐涂层我们做了10%HCl(常温,90天),3%NaCl(常温,90天),10%NaOH(常温,90天),原油(80度,90天),油田污水(80度,90天)的浸泡试验,检测结果达到标准SY/T 0442-2010的要求。
参考文献:
[1] SY/T 0442-2010.钢管钢质管道熔结环氧粉末内防腐层技术标准[S].北京:国家能源局,2010.
[2] GB/T9711-2017.石油天然气工业:管线输送系统用钢管[S].中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会,2017.
[3] SY/T 6128-2012.套管、油管螺纹接头性能评价试验方法[S].国家能源局,2012.
[4] DNV-C203-2012.海上钢结构疲劳设计[S].北京:中国标准出版社,2012.
[5] CDP-G-OGP-AC-011-2013-1.埋地钢质管道粘弹体胶带防腐补口技术规定[S].北京:中国石油天然气股份有限公司天然气与管道分公司,2013.
[6] SY/T0457-2010.液体环氧内防腐涂层技术标准[S].北京:国家能源局,2010.
[7] SY/T 6717-2008.油管和套管内涂层技术条件[S].中华人民共和国国家发展和改革委员会,2008.
