基于分布式自主协同制造的船体分段智能车间体系
2020-11-06牛延丹储云泽
牛延丹, 姜 军, 汪 璇, 储云泽
(上海船舶工艺研究所, 上海 200032)
0 引 言
在物联网、大数据、数字孪生、5G等新一代信息技术高速发展的环境下,制造业也不断向绿色制造、智能制造模式转变。船舶制造业具有变批量、多品种等离散制造特征,同时又具有边缘性、多学科等特点[1],对生产线变批量、柔性化生产的要求较高。然而,由于船舶分段制造车间现场环境恶劣,车间生产系统的稳定性得不到保障,容易出现异常。因此,如何实现车间运行系统与新一代信息技术的融合,寻找一种稳定、可靠的柔性化船体分段车间运行机制,从而提高生产效率、缩短船体分段制造总工时、优化车间物料资源配置、降低生产成本、形成船体分段智能车间体系,成为船舶制造企业关心的热点问题之一。
在造船行业竞争日益激烈的情况下,韩国、日本等国先进造船企业提出建设智能船厂目标规划,先行在船舶分段智能车间进行示范和应用,提升建造效率和质量,而国内造船企业智能制造尚处在起步建设阶段,数字化、智能化水平不高,较日韩等造船强国还有一定差距。日韩在自动化、智能化方面开展深入的研究和应用,在焊接方面已从最初的船体对接焊自动化、角焊自动化向复杂区域内机器人焊接方面发展,有效提高作业质量和效率,降低人力成本[2]。日韩船厂基于焊接自动化与智能化装备,在拼板作业、平直肋板制造、边舱肋板制造、平面分段制造等方面广泛采用流水作业技术,实现节拍流水生产。在此基础上,依托智能化专业化中间产品生产线,国外先进制造企业以船体分段建造为起点,纷纷投入建设数字化车间管控系统,实现车间实时、透明的管理。
船体分段智能车间是根据不同船型生产计划进行生产的,车间系统运行具有较强的动态性,容易导致生产异常。传统的自上而下的计划式和集中式的车间运行模式[3],不能满足船体分段车间制造现场生产异常的实时响应和动态调度,从而导致车间生产计划不可用、决策信息不及时、车间管控效率低等问题,不能满足当前智能制造发展趋势下的新一代信息技术和人工智能技术的发展需求。为了提高调度方案的抗干扰能力,学者们提出基于模糊逻辑的预测调度[4]、鲁棒性调度[5],从静态调度入手,减少对车间的动态调度,但此举会使得车间的生产效率降低,且对于较为复杂的离散制造车间效果不明显。在动态调度方面,诸多学者提出重新调度方法,包括事件驱动、周期驱动、混合驱动等,但动态响应仍然存在差距。为此,20世纪90年代,基于多智能体技术(Multi-Agent Technology, MAT)的动态调度方法被提出,用于解决动态响应不及时的问题。MAT可以为车间内的资源、任务和事件增加智能特性,利用MAT与互联互通技术,能够实现事件驱动的制造任务与资源之间的迭代优化,从而实现分布式的车间实时调度和管控,为智能车间的稳定运行提供基础[6]。然而,当时的生产制造水平较为落后,设备大多数不具备智能化的条件,且由于信息技术的制约,这一技术未得到广泛研究与推广。
近年来,新一代信息技术层出不穷,为实现车间人-机-物-环的互联互通提供了基础。随着工业4.0、工业互联网、智能制造等发展战略的提出,制造车间的自动化、数字化程度不断提高,数字孪生、虚拟现实等思想旨在实现物理车间与虚拟车间的深度融合,现有的以制造执行系统(Manufacturing Execution System, MES)为核心的计划式、集中式运行方式已经不能满足智能车间的发展趋势。很多学者对基于MAT的车间调度方法进行研究,构建基于MAT的智能车间体系架构[7],开发功能模型,提高车间的动态响应能力。
1 分布式自主协同制造概述
分布式自主协同制造模式是利用新一代信息技术和新一代人工智能技术实现核心驱动,同时给予制造任务与制造资源自感知、自适应、自主决策、自主学习等智能化能力,采用边缘局部优化与云端全局优化相结合的方式,通过工业互联网实现车间中资源-资源、任务-资源的双向实时数据交互,并通过智能体进行自主决策,实现多智能体的分布式自主协同,预测并及时响应车间生产异常,从而优化资源配置,保证车间稳定运行,提高车间生产效率的一种智能车间运行新模式[8]。
分布式自主协同制造的关键之处在于制造任务与制造资源的自主决策,而实现任务与资源实体智能化的关键就是智能体技术(Agent Technology, AT)。智能体是在分布式系统中能自主地发挥作用的计算实体,能够在特定的环境下,实现自主感知、自主决策、自主学习等功能,采用多智能体(Multi-Agent, MA)的分布式系统,能够通过制造任务分解和任务与资源之间的协调对生产调度进行优化,实现柔性生产,提高系统解决复杂制造任务的能力[9]。
与传统车间运行模式相比,分布式协同制造模式在较多方面体现了优越性。对于管控方式,从计划式转变为计划与实时结合,从制造资源、任务与事件的被动集中管控转变为多个智能体的分布式自主管控与决策;对于应用范围,从仅局限于车间内部,转变为具有由车间向外扩展与协同的能力。
分布式协同制造不仅能够通过制造任务智能体和制造资源智能体进行实时通信、交互、自主决策,通过设备-设备之间、设备-系统之间的协同互联,实现生产需求与服务之间的自主优化组合,实现车间调度的边缘局部优化和分布式自主决策,而且能通过云端的数据分析计算能力,对智能车间的历史数据和制造任务与资源的实时反馈数据进行精准预测,并与车间智能管控系统交互融合,实现智能车间的全局优化和精准预测。
2 船体分段智能车间的总体架构与运行机制
2.1 船体分段建造特点
分段建造是将船体按照建造工艺和流程要求分成型材、条材、组立等多个中间产品分块进行建造的现代造船方法。根据船体分段的结构特点,应用成组技术原理,以中间产品为导向,按区域组织生产,建立船体分段制造工艺流程,如图1所示。针对制造过程中的关键环节,构建中间产品制造流水线,并辅以自动化、数字化测量设备或工装等,实现保质高效生产。
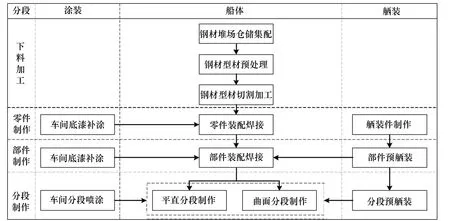
图1 船体分段制造工艺流程
船舶制造业具有涉及门类众多、自动化程度不高、设计过程繁琐、生产环境多变、物料离散多样等特点,导致产品的制造工艺和流程变化差异较大,进而导致生产调度十分复杂。因此,船体分段车间不仅需保证订单-生产计划-生产调度-加工制造-反馈这一生产流程的正常运行,而且需做到对设计生产制造全过程的实时动态响应,实现动态调度。
2.2 船体分段智能车间总体架构
智能车间是将智能设计技术、信息技术、制造技术和智能装备在生产过程中全流程融合,实现实时感知、智能决策、精准执行、精益管理的车间。
船体分段智能车间总体架构包括网络基础层、设备层、控制层、制造管控层、分析决策层等5个层面[10],如图2所示。
(1) 网络基础层。网络基础层由数据中心综合布线、机房工程、网络系统、安防监控等组成。
(2) 设备层。设备层主要包括各种智能生产线:钢材切割、型材切割、小组立装焊、平面分段建造、曲面分段建造和零件加工成型等设备,车间的所有加工设备拥有独立的控制系统,可以实现智能管控功能。
(3) 控制层。控制层主要由设备联网、数据采集与监控系统、智能生产线控制系统组成,通过电压、电流、温度等传感器,对设备加工数据进行实时采集,通过设备联网功能,将采集的数据传输至智能生产线管控系统,进而上传至制造管控层与分析决策层。
(4) 制造管控层。制造管控层是总体架构的核心一层,具备工艺流程管理、产品质量管理、物流实时调度、设备状态管控等功能,向上与分析决策层交互接收生产任务,向下与控制层、设备层交互,将生产指令下发至各生产单元/线,实现智能化管控。
(5) 分析决策层。分析决策层作为顶层决策中心,包含分析决策平台、生产仿真中心、数据中心等子系统,利用大数据技术对车间数据进行挖掘和预测性分析,实现对车间的派工管控、能耗预警管控等功能;具备三维可视化功能模块,可以对车间进行多角度多视图虚拟仿真展示,同时还具备多移动终端展示功能,能将车间各生产要素的实时状态发送至手机、平板等移动平台上,实现实时监控与自主决策。
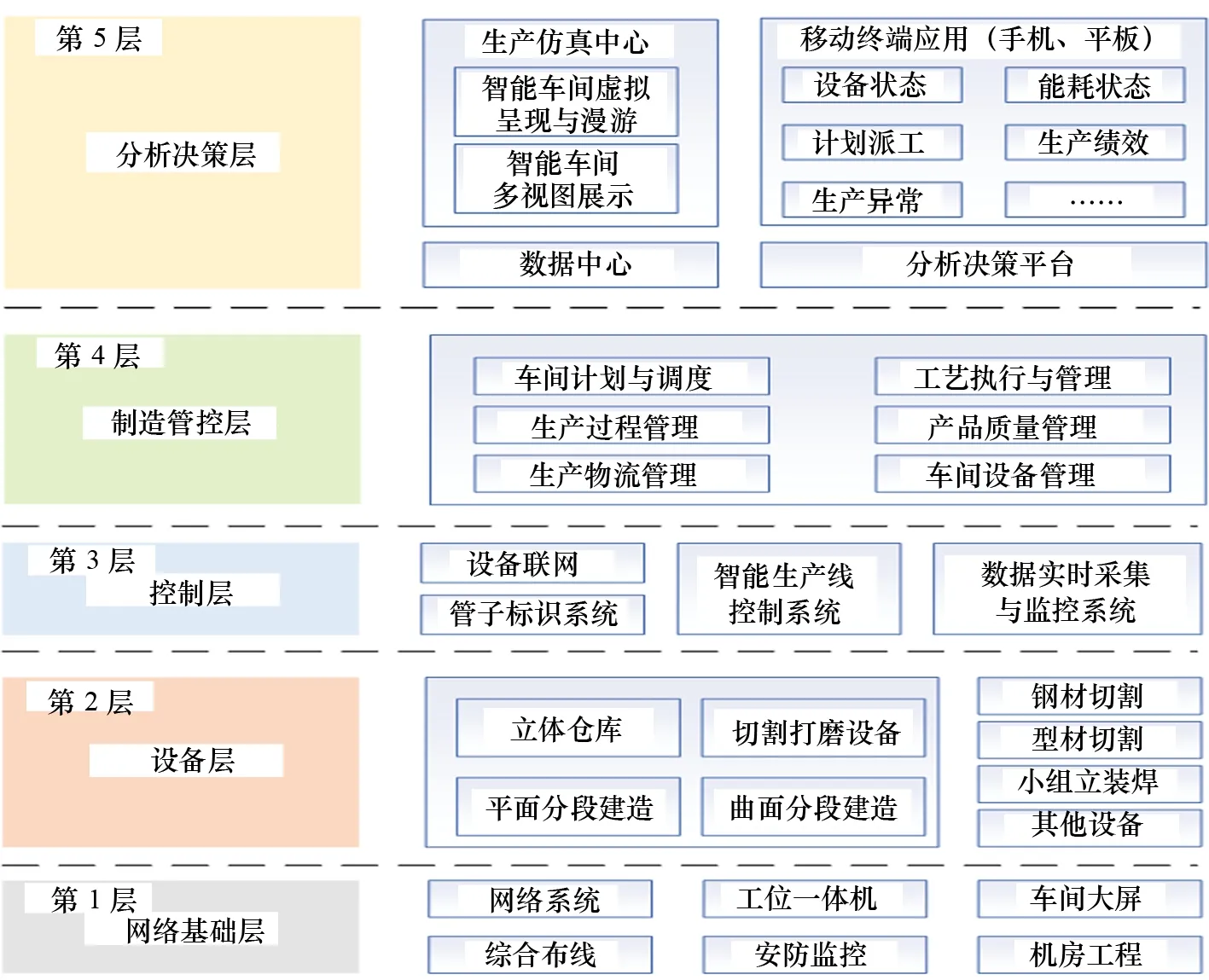
图2 船体分段智能车间总体架构
2.3 船体分段智能车间运行机制
船体分段车间各智能生产设备、各功能模块与企业资源管理系统之间的数据流通机制如图3所示,制造过程的设备运行数据、生产计划与调度数据、工艺设计数据、质量检验数据等车间数据在船体分段车间各智能生产设备、各功能模块与决策管理系统之间流通,形成一个闭环的数据流通机制[11]。

图3 船体分段智能车间数据流通机制
企业资源系统根据生产订单,将分段生产任务及作业计划数据传输至车间计划与派工系统,车间设备管理系统将设备运行状态与维护计划数据反馈至该系统,工艺执行与管理模块将执行数据反馈至该系统,进而指导车间设备进行生产。同时,生产过程质量管理模块对产品检验数据与质量数据进行分析,反馈质量控制结果至工艺执行与管理模块,从而对车间设备工艺参数等数据进行调整,保证产品质量,形成产品质量数据流通的闭环。车间生产结果反馈数据和物料消耗数据同时传递到车间决策层中的数据中心和分析决策平台,通过数据梳理、数据挖掘,得到车间运行的优化方案,逐步提高船体分段建造效率,减少物料及能源的成本。然而这种计划式、集中式、不可扩展的管控机制使得数据流通缓慢,不能满足智能车间实时响应的要求。
3 基于分布式自主协同制造的船体分段智能车间体系
在上述研究的基础上,构建基于分布式自主协同制造的船体分段智能车间体系,主要包含5个层次:制造任务层、智能设备层、边缘局部自主决策层、数据层、云端全局管控层,如图4所示。

图4 船体分段智能车间分布式自主协同制造体系
(1) 制造任务层。制造任务层进行层次化分解,分为产品层、部件层、零件层和工序层,分别对应不同的制造任务。同时,对制造任务层进行语义化建模,将制造任务以可扩展标记语言、Web本体描述语言等统一标识形式进行语义化建模,以便于云端、智能设备等对制造需求进行解析、分类和处理。当制造过程中发生订单变化、人员变动、物料资源变动、设备故障等生产异常时,制造任务层一方面可与智能设备层进行双向实时通信和优化组合需求与设备的匹配,另一方面可将语义化建模的需求信息传送给边缘局部自主决策层,根据加工数量、优先级、时间约束等条件,进行自主动态调度与决策。
(2) 智能设备层。智能设备层作为服务的供应方,会根据制造任务层发布的制造需求信息,结合设备的自身属性、加工能力、加工状态等实现对制造任务的优化匹配和自主抢单等。同时,智能设备层通过信息物理系统(Cyber-Physical Systems, CPS)实现虚拟信息与物理实体之间的知识交互与共享,将设备信息与服务信息传输给边缘局部自主决策层。当设备发生故障或需要停机维护时,智能设备层会自主预测停机时间,并将制造任务合理分配给其他设备,待设备恢复生产后再将其优先级提高,将制造任务重新分配。
(3) 边缘局部自主决策层。边缘局部自主决策层为制造需求与制造服务提供一个自主决策、优化匹配的平台,向上与数据层和云端全局管控层交互通信,向下对车间任务与设备的优化组合进行决策控制,并协调多个制造任务与多个智能设备的交互通信。边缘局部自主决策层对服务-需求的组合与匹配具有一票否决权,且优先级高于制造服务智能体与智能设备的自主抢单匹配。
(4) 数据层。数据层是核心驱动单元,贯穿整个系统的信息通道,为整个系统提供源源不断的驱动力,使得整个系统能够实时更新、不断运转。数据层由实时数据库、历史数据库、数据清洗、数据挖掘等多个部分组成。
(5) 云端全局管控层。云端全局管控层主要实现全局优化和车间管控,通过大数据技术实现生产异常精准预测,从而降低车间动态调度频率,实现全局优化。云端全局管控层包含资源管控、进度管控、能源管控、质量管控、成本管控等,保证车间按时按量完成生产任务,尽可能高效地利用资源,实现资源配置的最优化,做到降本增效。
4 船体分段智能车间分布式自主协同制造关键技术
为实现船体分段智能车间分布式自主协同制造管控,需要用到5类关键技术:互联互通技术、MA自主决策技术、运行状态精准预测技术、全局优化技术和分布式自主协同制造运行技术。
(1) 互联互通技术:主要包括车间智能制造感知、车间资源状态信息采集、车间组网、基于三维模型的海量数据传输、多源异构数据清洗与融合、智能设备联网等技术。
(2) MA自主决策技术:主要包括物联网、智能体层次化分解与语义化建模、MA实时仿真与决策优化、MA决策信息支持、MA双向实时通信与交互等技术。
(3) 运行状态精准预测技术:主要包括车间设备故障预测、生产计划预测、产品质量预测、制造需求预测等技术。
(4) 全局优化技术:主要包括车间调度优化、物料配送与优化、物流全局优化、三维可视化监控等技术。
(5) 分布式自主协同制造运行技术:主要包括分布式自主协同制造的理论基础、体系框架、运行机制、运行性能评估验证、与云端接口协议等。
5 结 语
针对船舶制造业变批量、多品种的离散制造特征,提出一种基于分布式自主协同制造的船体分段智能车间体系。分布式自主协同制造的特点是,可将车间中各独立的智能制造单元变为既具有自主决策能力又具有与云端管控系统协同能力的智能体,从而提高各智能制造单元对计划变动的响应速度,提高智能车间运行系统的稳定性,真正实现智能车间的实时管控、自主决策与分布协同。
