直读光谱仪对Φ2.0 不锈钢焊丝化学成分检测方法研究
2020-11-05周迎平徐耀洲
李 成 周迎平 徐耀洲 陆 意
(东方电气(武汉)核设备有限公司 技术部,湖北 武汉430223)
1 概述
进几年来,直读光谱仪对于小样品进行化学成分的分析在国内外已有相关研究[1-3],并且结果令人满意,但其他各个单位都只是针对各自厂家的材料进行化学分析的相关研究,同时市面上也没有小样品的国家标准样品可以用来制作小样品工作曲线。我公司2008 年进口的一台直读光谱仪,由于受激发孔径和工装限制只能分析直径大于Φ10mm 以上块状试样,因此直读光谱仪要想实现小样品的化学分析,就必须制作符合我司产品的工作曲线,本课题通过从我公司焊丝上截取部分试样,送第三方国家认可实验室进行化学成分的定值,以制作成标准样品,配合自制的工装夹具,重新拟合仪器自带工作曲线,以实现对焊丝样品的光谱分析,检测结果准确可靠。
2 实验部分
2.1 仪器
直读光谱仪:德国OBLF 直读光谱仪QSG750
氩气净化塔:中科普瑞催化再生式氩气净化机CZA-4C
2.2 工作条件
氩气:流量最低要达到800L/h,纯度不低于99.999%,输入氩气压力0.3MPa。
钨电极:直径Φ6mm,锥角90°,分析间隙4mm。
2.3 焊丝标准样品制备
选择5 种规格一致,不同型号的不锈钢焊丝,经第三方检测单位采用化学分析方法准确测定其含量,要求不同元素的含量具有一定的梯度,其中两根试样的含量高低要对应,而且要能涵盖丝材元素分析所需的分析范围,作为日后的标准化样品对曲线进行修正,自行制备Φ2.0 ER308L 焊丝光谱标样,分别标记为1#、2#、3#、4#、5#,分析结果见表1。
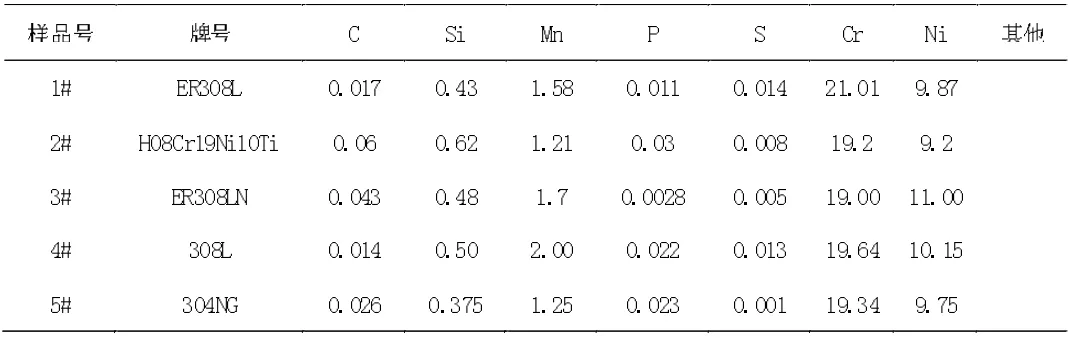
表1 焊丝标准样品检测结果
2.4 夹持工装制备
原有仪器自带的夹具由于卡槽宽,气密性差,样品在激发过程中受到到氩气气流冲击,容易震动、漏气、漏光、激发到夹具上等问题,导致分析数据不稳定、结果偏差大,因此,查找相关文献[4]并结合试验室仪器工作台面样式,重新设计加工一套新的Φ2.0 丝材夹持工装,经试验解决了上述问题,数据稳定可靠,效果良好。夹持工装实物图如图1、图2、图3 所示。

图1 夹持工装零件图

图2 夹持试样后主视图

图3 盖上端盖后主视图
2.5 焊丝曲线拟合
以直读光谱仪中自带“FeW2-CrNi-steel”铬镍不锈钢小样品工作曲线为基础新建一个Φ2.0mm 的不锈钢焊丝分析曲线“FeW2-1-CrNi-steel”,使用仪器自带的标准样品RE12/E、RH33/6、RH18/31、RN19/25 进行标准化,将自制的焊丝标准样品化学成分值添加至直读光谱仪标准样品库中,同时将标准样品表面用砂纸打磨光滑,取大约40cm 长的一段卡在夹具的槽内,平放在火花激发台上,保持激发光孔正对夹具光孔,进行连续激发,待激发光强值稳定后,仪器自动取平均值进行保存。将所有五种焊丝标准样品激发完成后,进入直读光谱仪曲线库,依据操作程序[5]进行曲线的拟合,最终作出适合Φ2.0mm 的不锈钢焊丝的分析曲线。各元素的拟合曲线方程及干扰校正系数见表2。
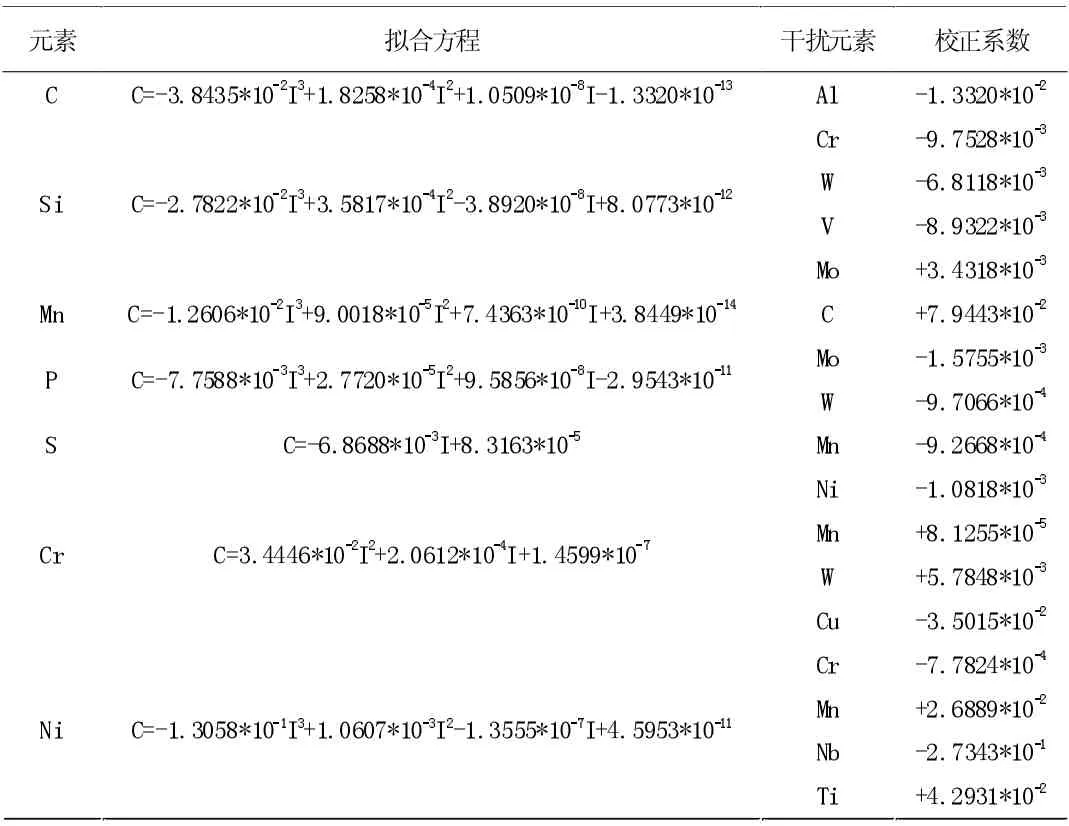
表2 拟合曲线方程及干扰校正系数
2.6 实验过程
选定新建的焊丝分析曲线"FeW2-1-CrNi-steel",采用新制作的夹持工装装夹好焊丝试样,按屏幕提示直接对焊丝试样进行分析。试样连续激发5 次,删去前3 次数据,取后2 次数据的平均值作为试样的分析结果。
3 结果与讨论
3.1 精密度试验
选取两种Φ2.0 不锈钢焊丝,在"FeW2-1-CrNi-steel"曲线的分析窗口下连续分析10 次,然后对这10 次分析数据进行统计处理,结果见表3、表4。
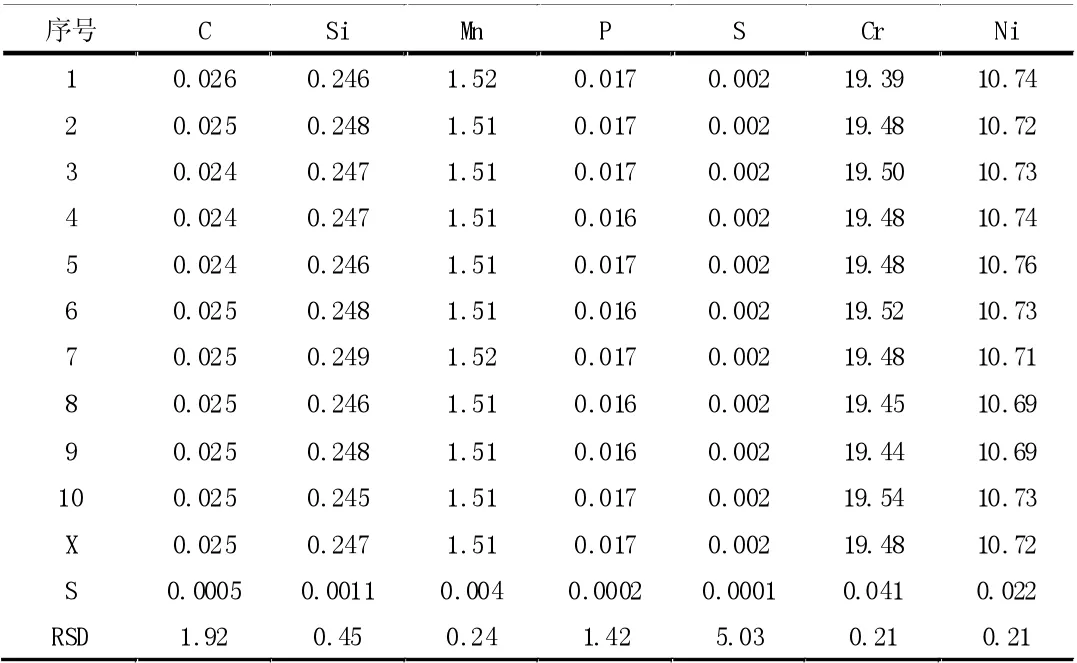
表3 1#ER308L 精密度实验结果
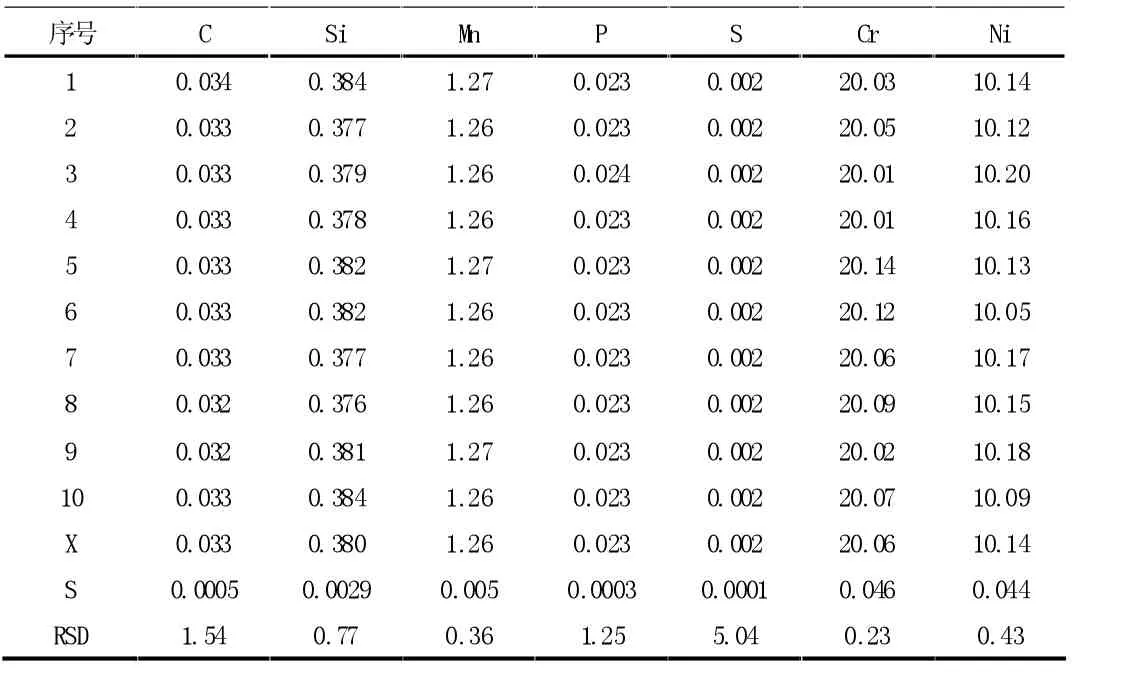
表4 2#ER308L 精密度实验结果
3.2 准确度试验
选取几种Φ2.0 不锈钢焊丝,采用新建的焊丝分析曲线"FeW2-1-CrNi-steel"进行化学成分测定,测得结果与第三方实验室测定值进行对比,结果见表5。
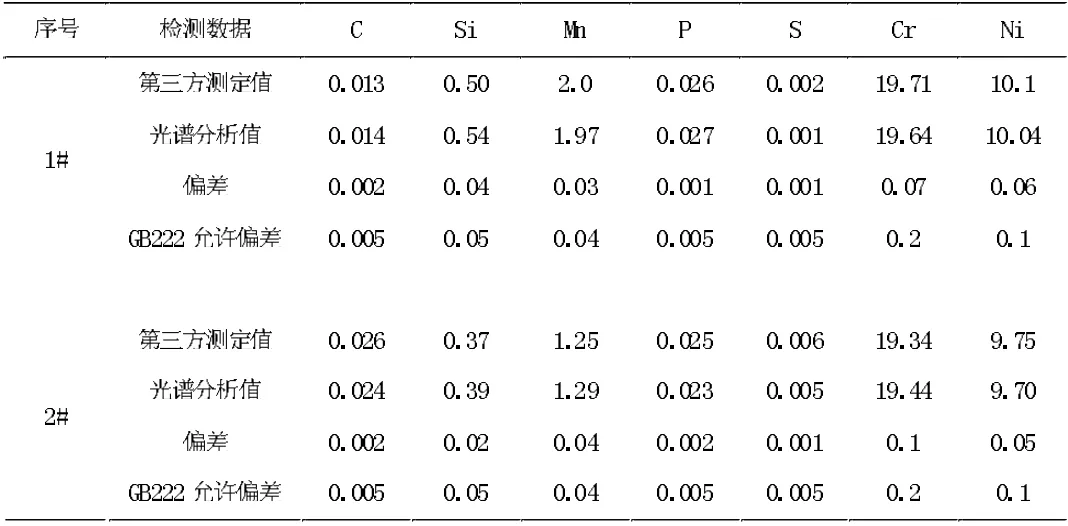
表5 Φ2.0 不锈钢焊丝准确度试验对照表
由表3~5 可见,通过采用自制的工装夹具,添加焊丝标准样品,并重新拟合仪器自带工作曲线后,最终光谱仪对Φ2.0 不锈钢焊丝的分析结果精密度高,数据准确可靠,能满足国家标准GB/T11170-2008 中精密度要求和GB/T 222-2006 中不锈钢元素化学成分允许偏差要求。
4 结论
第一,自制了焊丝标准样品和夹具,重新拟合仪器工作曲线,使Φ2.0mm 不锈钢焊材分析结果精密度和准确度满足国家标准相关要求。
第二,直接使用德国OBLF 光电直读光谱仪,配合自制夹具,进行Φ2.0mm 不锈钢焊丝的化学成分测量工作,新方法精密度高,分析速度快,提高检测效率。
