禽畜废弃物资源化过程的环境影响研究
2020-11-04刘雨微钟选勇
刘雨微,钟选勇,黎 江
(1.河海大学环境学院,江苏 南京 210009;2.邵阳益农生物科技有限公司,湖南 邵阳 422000)
2018年,国务院提出乡村振兴战略,要大力发展绿色生态健康养殖,推动"种养结合、农牧循环"发展模式的实施,坚持源头减量、过程控制、末端利用的治理途径,以畜牧大县和规模养殖场为重点,以农业有机肥和农村能源为主要利用方向,全面推进畜禽粪污资源化利用。
1 畜禽废弃物资源化过程的环境影响研究现状
养殖业已逐渐成为农村经济的支柱产业和农民增收的重要来源之一,但是随着农业的规模化、集约化和产业化的加快,农业的良性循环和相互促进至关重要。据农业农村部统计,我国每年产生畜禽粪污38亿吨,但是其综合利用率不足60%,无害化率不足50%[1]。按照“生产标准化、产品优质化、生态优良化”的要求和“减量化、资源化、再利用”的循环经济理念,为了尽量避免畜禽粪便对环境污染,美化农村居住环境,畜禽规模养殖基地必须对畜禽粪便进行综合治理、资源化利用。
目前主要的资源化利用途径有肥料化、能源化、饲料化以及基质化。有机肥是目前有效的废弃物资源化途径,微生物发酵由于能耗低、二次污染小而成为最有前景的方法之一。将粪污与秸秆、稻壳等辅料混合,通过好氧发酵污染物进行无害化处理,在堆沤熟化制作后转化为有机肥,最后到种植业。堆肥产品可以提高粪污附加值,改良土壤结构,提高土壤肥力和农作物产量[2]。
我国畜禽废弃物肥料化存在养殖户就近利用和工厂化两种途径。由于我国工厂化处理起步较晚,许多地方的小散养殖户会对畜禽粪污进行堆肥发酵就近还田或者统一运输至田间蓄粪池,废气废水污染严重,甚至容易造成疫情或是养殖场交叉感染[3]。这促使国家推进畜禽废弃物利用模式向工厂化看齐。工厂化处理工艺主要包括:高温堆肥法、快速烘干法和塔式发酵法等。在整个工艺流程中,NH3挥发、废水贮存、颗粒物产生,这些三废的积累会造成温室效应、环境酸化、富营养化等不可忽视的问题[4]。
研究表明,畜禽废弃物资源化是控制大环境面源污染、提高粪污综合利用率的有效方法,但在资源化过程中依然存在禽畜废弃物的资源优势发挥不充分以及其对周围环境会产生环境影响等问题和不足。因此,针对所存在的问题和不足,开展禽畜废弃物资源化过程的环境影响研究是十分必要的,对提高其经济、生态和社会效益具有重要意义。
2 某企业畜禽废弃物资源化工艺及其产生的污染物
探究资源化过程产生的三废,明晰该过程对环境的影响,是提高资源化效果的关键。某企业通过好氧发酵的堆肥工艺,将畜禽废弃物转化为可利用的有机肥。产生的环境影响中,气体污染最为严重,并存在少量污水和固废。
2.1 某企业畜禽废弃物资源化工艺
某企业畜禽废弃物资源化主要工艺流程如图1所示。

图1 某企业畜禽废弃物生产有机肥及生物菌肥工艺流程简图
原料收集:主要原料为畜禽粪便,辅以谷糠、食用菌废料和草木灰。将外购的畜禽粪便采用密闭罐车(或其他密闭容器)收集起来,运输到该企业的粪便收集池进行无害化处理。需要用时运往发酵池,此阶段需要企业对发酵场地采取严格的防渗措施。
翻抛脱水:在此阶段需要经过抛翻机6天左右的翻抛、脱水(夏天进行脱水,冬季不需要脱水)。
混堆发酵:作为发酵中最关键、环境影响最大的阶段,需要按一定比例加入谷糠、微生物菌等辅料进行混拌。原料中含水率65%左右,含水量较高,该过程基本无颗粒物产生,但会持续产生恶臭。随后物料加入至发酵池,发酵车间内设有3个发酵池,采用自动翻混机进行翻混,一般经3-4天,料温即可达到50~60℃。经测温达到60℃后要保持1~2天翻一次,经过10~15天的发酵,可以杀死有害微生物和虫卵,在有机物质分解中产生的有机酸吸附了游离的NH3,并把氮素储存了起来,有益菌还能形成菌丝体,成为肥料的一部分。
陈化干燥:陈化是发酵的后续阶段,主要通过一些新的微生物借助残余有机物(包括死后的细菌残体)而生长,完成全部发酵过程。在发酵池内发酵完成后,将半成品直接在车间内堆放进行发酵后陈化,堆放7天左右,完成陈化后进入后续加工阶段。陈化阶段不会继续产生恶臭气体。
破碎筛分:原料堆放发酵后输送到粉碎机破碎后,再用铲车将经发酵后的肥料装进筛分机中进行筛分,筛网孔径根据目标买家的要求来选择,该企业选用10 mm孔径筛网。经过筛网的即为合格成品,未经过筛分的不合格品重返发酵区进行下一轮的堆肥发酵过程。
搅拌混合:此阶段通过在合格成品中添加不同辅料,形成作用不同的有机肥。
计量包装:经过10-15天左右的时间原料变成棕黄色,料质松软手捏成团,即得粉状的畜禽粪便有机肥,最后根据市场需求,对其进行计量、包装,转入成品库待出售。
2.2 某企业畜禽废弃物资源化过程产生的污染物
某企业畜禽废弃物资源化过程产生的污染物如表1所示。
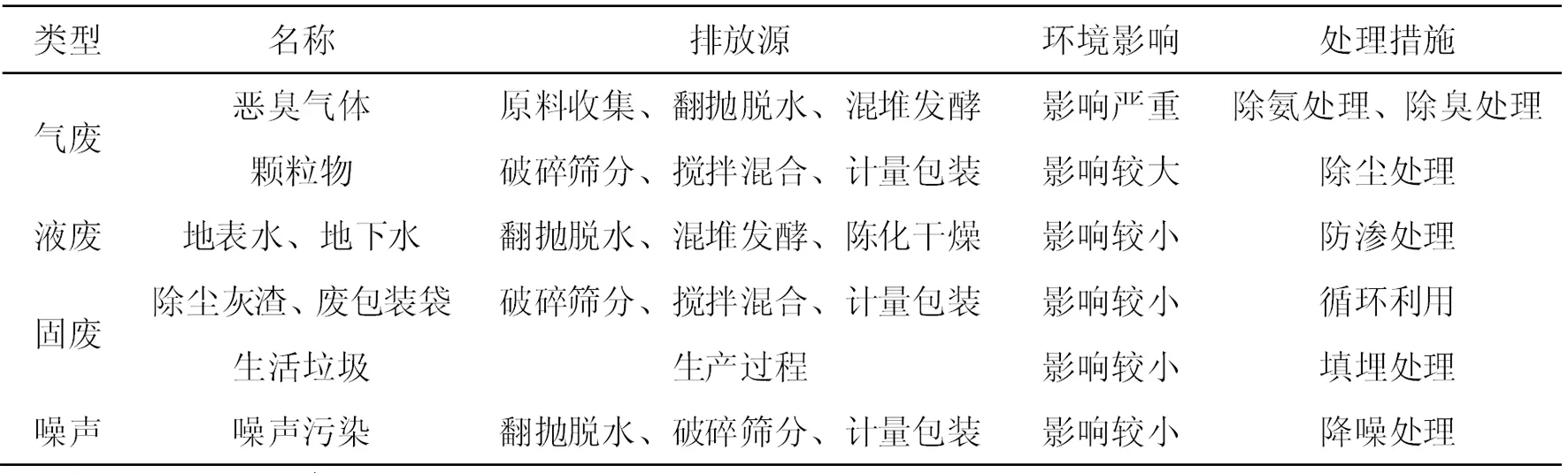
表1 某企业畜禽废弃物资源化过程产生的污染物一览表
从表1可知,畜禽废弃物资源化过程不仅产生三废,还有噪声和生态影响。其中微生物氧化分解有机质,持续不断地散发H2S、NH3等恶臭气体,危害周围人群身体健康,对环境影响最大。破碎筛分、搅拌混合、计量包装等过程所产生的少量粉尘等颗粒物也对环境有较大影响。液废、固废和噪声对环境影响较小。
从某企业畜禽废弃物资源化过程可以看出,尽管该工艺是成熟工艺,由于是开放环境,仍存在一些缺点和不足:(1)从原料收集→翻抛脱水→混堆发酵→陈化干燥,不仅会产生对环境影响很大的恶臭,而且浪费了发酵产生的沼气资源;(2)从破碎筛分→搅拌混合→计量包装,会产生颗粒物对环境的影响。
3 气废对环境的影响分析及其工艺改进措施
鉴于某企业畜禽废弃物资源化工艺过程存在的缺点和不足,为了进一步提高资源利用率和减少气废对环境的影响,特对气废对环境的影响进行分析并提出相应的工艺改进措施。
3.1 恶臭对环境的影响
恶臭主要是原料收集、翻抛脱水、混堆发酵过程中产生的。收购的畜禽废弃物粪便需要做到严格的干湿分离,采用带盖桶装,输送车辆必须为车厢封闭式,才能有效防止沿途粪便酒漏现象产生。在粪便收集池和发酵过程中会不断挥发NH3、H2S等恶臭物质,采用合理的工艺并投加微生物菌剂,不但可以缩短发酵时间,而且抑制恶臭气体的产生,减少恶臭物质的排放量,降低其对周边环境的影响。
为了防止恶臭气体排放影响操作人员健康和大气环境,目前采取如下防治措施:养殖粪便从养殖场拉出时喷洒除息剂,运输车采取密封措施。对粪便收集池、发酵车间、生产车间安装空气交换系统,粪便收集池内对养殖粪便采取严密的遮盖措施,尽量减少恶臭气体扩散,其中,除氨气:七水亚铁+酸(pH值0.5~1.0),亚铁:水=1∶3~5;除臭味:过磷酸钙+沸石粉+泥炭,比例1∶1∶1。在厂区内尽可能采取绿化措施,在翻抛脱水、混堆发酵等场地或池周围建设绿化带,用以吸收恶臭气体。同时根据微生物发酵规律,合理调节发酵条件,以减少发酵菌种的无氧呼吸,从而降低恶臭气体的产生。
3.2 颗粒物对环境的影响
颗粒物主要是破碎筛分、搅拌混合、计量包装过程中产生的,在粉碎、筛分及造粒过程中,物料互相碰撞会产生少量颗粒物,颗粒物均为原材料,从节约能源的角度考虑,建议在皮带传输机下料口、粉碎机、筛分机、造粒机上部设置集气罩,将颗粒物经风机引至脉冲式布袋除尘器,布袋除尘器中收集的颗粒物均为原料,建议定期回用到生产中,不外排。
上述措施适用于废气正常排放情况,当废气出现泄露时,为避免废气非正常超标排放,需要加强废气收集、处理设施的检查维护,定期清理布袋收集的颗粒物,保证布袋除尘器处理效率。项目采取相应的管理措施后,可有效降低废气非正常排放颗粒物对周围大气环境质量的影响。
3.3 减少气废的工艺改进措施
为了减少气废的排放及其对环境的影响,特提出两项工艺改进措施。
(1)发酵-干燥沼气循环利用绿色工艺:对原料收集→翻抛脱水→混堆发酵→陈化干燥等好氧发酵开放(场地或池)流程进行脱水-发酵-干燥一体化的厌氧发酵(罐或槽)绿色工艺创新,不仅可使该过程中所产生的恶臭经过活性炭吸附、微生物降解、新型除氨除臭工艺等方式处理后统一达标排放,而且可以利用发酵产生的沼气资源燃烧转化为热能加快资源化过程的脱水、发酵和干燥速度,减少生产时间,增加产量。
(2)破碎-配料-包装密封集成工艺:对从破碎筛分→搅拌混合→计量包装等碎片化流程进行封闭式集约工艺改造,使整个流程设置在封闭空间中进行,不仅可以降低颗粒物的产生,减少对环境的影响,而且可以减少人力和除尘设备投入,降低成本。
4 结语
为了充分发挥禽畜废弃物的资源优势以及减少其对周围环境的影响,针对某企业禽畜废弃物资源化过程中所存在的问题和不足,提出了进一步提高资源利用率和减少环境影响的工艺措施,即通过创新发酵-干燥沼气循环利用绿色工艺和改造破碎-配料-包装密封集成工艺,大大减少气废排放、循环利
用沼气资源、降低成本提高产量,可以构建科学合理的禽畜废弃物资源化过程体系,实现资源化过程的绿色化和集成化,提高其经济、生态和社会效益。
致谢: 特别感谢湖南科技大学申少华教授的悉心指导!
