冷轧板带轧机的发展历史与现状
2020-11-04曹秉宇宋美娟李开创
曹秉宇,宋美娟,丁 一,陈 浩,李开创
(徐州工程学院 机电工程学院,江苏 徐州 221000)
1 板带轧机发展历程
现代轧钢技术与装备以板带生产为代表,板带钢的生产设备根据生产工艺的不同,轧机设备的组成也有较大差异。1924年,在美国阿姆柯公司巴特勒工厂建成了世界第1套冷连轧机组,轧机配置为四辊3机架。为了获得更薄的板带材,4机架、5机架冷连轧机组相继出现[1]。为了能获得更薄的镀锡板,美国杨斯顿板管公司于上个世纪中叶建成了世界第1套6机架冷连轧机组,可以轧制0.1mm以下的薄镀锡板。同4机架、5机架冷连轧机组所生产的薄规格带钢能力相比,6机架的实际生产速度得到了很大的提高。
但与五机架相比,没有太大的优越性,故目前新建或改造的冷连轧生产线基本上以4机架和5机架为主[2]。
2 板带轧机的基本组成
板带轧机的基本组成:分为主要设备和辅助设备:主要设备是指使得轧件发生塑性变形的设备,由主电机、工作机座、主传动、齿轮基座、减速机和轧辊等组成。辅助设备是指除了主机以外可以完成一系列辅助工序的设备。板材与带材的轧制在实际的生产过程中可以互换[3]。图1为板带轧机的组成示意图。
3 轧机组的发展变化及分类
板带轧机的发展历史悠久,从上个世纪到现在,板带轧机各部位均有不同程度的变化,从最初的简单的三机架发展到四机架还有五机架轧机,以及现在多型号混合式多机架轧机[4]。
3.1 轧机组的发展变化
3.1.1 三机架轧机
350 mm三机架冷连轧机组,主要设备为钢材准备站、开卷机、设置三台轧机、卷取机、最后用托盘运输系统直接和卷材库相连接,实现钢材的自动化储存和使用。但是机架加速过程缓慢,持续时间长,经济效益相对于5机架较低。
3.1.2 五机架轧机
1720 mm冷连轧机采用5机架6辊UCM轧机的形式。六辊UCM轧机有一个显著的特点,能够找到一个中间辊横移量,保证轧机的横向刚度达到无穷大,无论轧制压力如何发生变化,这个时候的板形也不会改变[5]。而且5机架生产效率,板材质量也较高。
采用的AGC系统是由前馈AGC、反馈AGC进行厚度调节。厚度前馈AGC是根据来料情况进行提前调整,利用轧机入口处测厚仪间接测厚信息对其后面轧机压下进行控制。通过延迟压下以减小控制增量以免振荡,减小滞后时间。
五机架冷连轧机组主要用于轧制汽车板和铁素体不锈钢。
主要生产钢种:409L/430/低碳钢/高强钢。
3.2 冷连轧机分类
冷连轧机根据尺寸与功能可以分为四种类别:无取向硅钢冷轧机组、通用宽带钢冷轧机组、镀锡板冷轧机组和大型宽带冷连轧机组[6]。它们之间的差异主要体现在冷轧完后的工艺处理过程,但是它们都可以生产普通的冷轧产品。
(1)无取向硅钢冷轧机。无取向硅钢是一种重要的软磁合金,广泛应用于各种电机、压缩机电机以及汽轮发电机等制造。
(2)通用宽带钢冷轧机。当代各国使用机型最多的就是这种冷轧机,并且适用于大型板带材的生产使用。
(3)镀锡板冷轧机。这种轧机的出现既保证了板带成品的质量有很大程度的提升了轧制速度。并且此轧机特点是成品质量好而且薄。
(4)大型宽带冷连轧机。为了满足企业以及消费者的需求,大型轧机被投入使用,产量高,规模大是其主要特色。
4 AGC系统在冷轧带钢中的应用
近年来,随着我国核电、船舶、能源化工、工程机械等行业快速发展,人们对厚度10mm以下的宽薄板需求日益增加。在实际生产过程中,根据宽厚板轧机设备和控制系统的具体特点以及生产现状,分析冷轧板带钢过程中存在的问题,来制定不同的厚度自动控制AGC系统方案,以解决冷轧板带钢过程中产生的问题。
传统AGC是以厚度反馈方式为主,其存在滞后过大,响应时间长等缺点,在冷轧板带钢厚度控制的研究过程中,考虑各方面影响厚差的原因,制定不同的厚度控制方案,例如针对于本次所研究的冷连轧五机架,通过所设定的方案对轧制各个道次进行监测。其最大特点是采用厚度前馈控制方案,根据来料情况,提前进行调整,解决反馈AGC不可避免存在的时间滞后的问题。同样对厚度自动控制AGC系统进行控制参数优化和控制逻辑改进,以进一步提高板带钢的厚度精度。

图1 轧机的组成
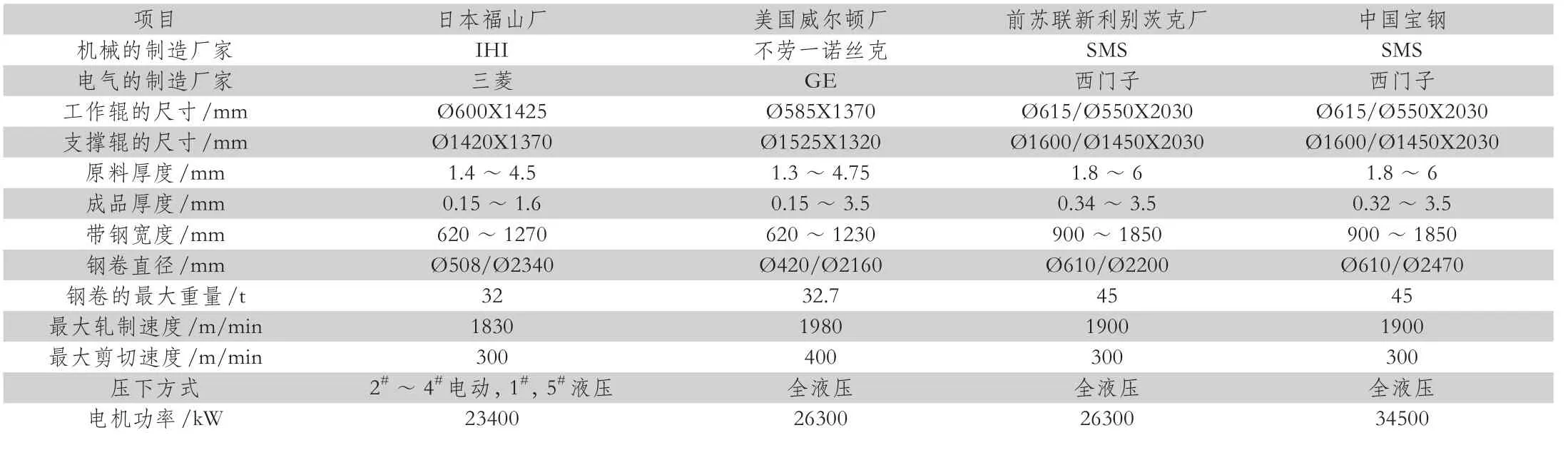
表3 国内外冷轧机重要的技术参数
国内大部分是控制水平较低、技术落后的冷轧机,为平衡带钢厚度均匀性,降低带钢厚度偏差,在冷轧板带钢生产过程中,越来越精良且逐步技术成熟的厚度自动控制AGC系统在板厚控制中得到充分应用[7]。
5 国内外冷轧带钢技术现状分析及前景展望
5.1 国内外冷轧带钢技术分析
我国的冷轧带钢起步缓慢,受工业革命的影响,国外冷轧发展迅速。早在19世纪中叶德国就率先进行冷轧板带材的生产,之后美国英国也相继的建成冷轧机。在二十世纪初,德国建成了两辊可逆式冷轧机,发展迅速[8]。
和国外其他工业发达国家相比,我国的冷轧板带工业的发展较晚,在二十世纪六十年代鞍钢建立了我国第一台单机可逆式冷轧机。七十年代之后武钢、宝钢相继建成了1700mm和2030mm的五机架冷连轧机。目前,我国95%以上的钢材品种,从数量到质量都可以满足国民经济各部门的需要[9],但是我国的钢材质量同国外相比还是存在很多的不足。如表3是国内外冷轧机重要的技术参数。
5.2 我国冷轧板带钢现状及展望
冷轧技术对一个国家的发展十分重要,越来越多的发达国家投入大量的财力物力将热轧技术转为冷轧。2016年我国的冷轧发展迅速,使得这一行业的产量增长许多,但是同时也伴随着价格下降的风险。
如今我国的冷轧板带材已经够自给自足,虽然发展缓慢,但是自2017年来我国独立研发出许多国际领先水平的技术与设备,不仅速度提升了许多而且质量也大大提高。
同工业发达的国家相比,我国的冷轧板带材在钢铁中的使用比例增长缓慢的多,仍有一定的差距。普通钢材在2018-2025这一阶段需求会下降许多。高端钢材需求越来越大。所以我国应更多的开发高端产品以提高竞争力[10]。
6 结论
(1)板带轧机的制造水平应该适应时代需求,要与时俱进,应当注重节能、节力、实用、环保,满足我国对钢材和有色金属板带材的需求。
(2)经济全球化的发展带来了新的机遇,但同时也会有新的挑战,在未来的冷轧带钢技术领域的竞争也会更加激烈,我相信我国定会立足国情,研制出更加高效的冷轧机。
