数控磨齿机冲程故障分析
2020-11-03李清华
◎李清华
本次,此台设备冲程机构运行出现故障,故障现象为油压启动后,由于冲程运动上、下腔压力不平衡,液压泵产生的所有压力全部集中于冲程上腔,导致冲程直接冲到最上方限位,在上腔压力继续上升达到保护压力以后,油泵停止运转,冲程又掉到最下方,反复循环,不受控制。
由于该机床冲程运行过程中,电气与液压控制双向闭环、相互配合,再加上人员流动,现有的设备修理人员对此台设备了解程度稍弱,所以针对上述故障现象,修理起来相对困难。
我在接到修理任务以后,没有被困难吓倒,电气与机械相互协商、积极查找资料、研究图纸,通过四天的不懈努力,终于将故障排除,为现有人员对此台设备的修理积累了宝贵的经验。下面将此次修理汇报如下:
一、了解设备运行原理
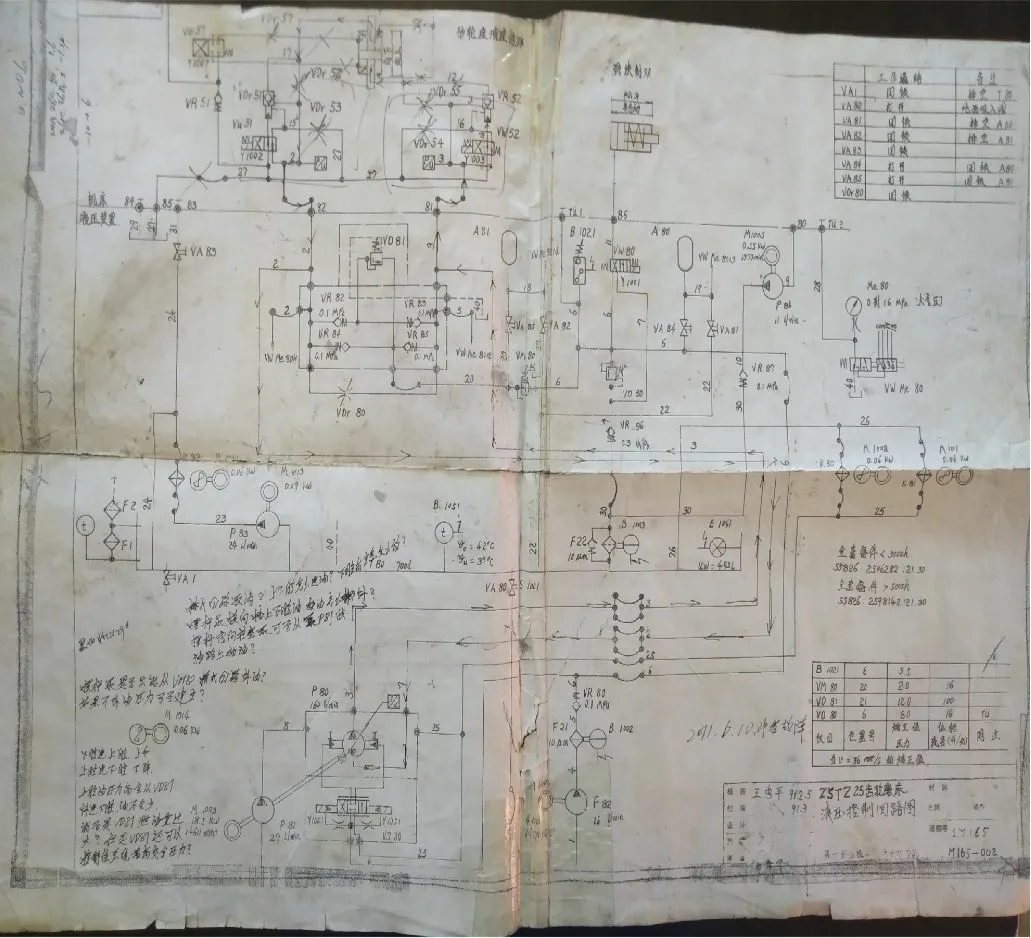
重装厂此台磨齿机床,采用NUM数控操作系统控制,其中冲程机构运行,采用比例伺服阀控制。冲程机构在液压启动时,先由预充泵提供预充油压,当预充油压到达后,启动机床主油泵,由伺服阀初始位置控制油压,油压继而控制机床摆杆泵动作,使冲程运行到最初设定好的机床零点,此时再将摆杆偏移量通过感应电压反馈到伺服阀控制板,形成闭环控制。当冲程需要运行时,数控系统根据设定运行数据,对伺服阀输出给定信号,并利用正反向电磁阀控制冲程上、下腔压力来回切换,同时通过闭环监控,对油压波动造成的摆杆摆动进行伺服控制,保证上下腔在冲程运行过程中保持稳定。
二、确定修理方案
由于比例伺服阀在进行油压控制时,相对普通液压阀要精密很多,所以暂时决定不对阀组进行分解。因为伺服阀在进行油压切换时,电气控制始终参与其中,所以我们决定首先排除电气因素。维修人员对机床线路、伺服阀控制器输入、输出电压、控制板进行检查以后,并未发现异常。同时,当将摆杆泵反馈信号以及电气控制板输出信号全部摘除以后,冲程依然无法再油泵启动后停止在初始零点。所以基本确定,电气因素已可以排除。至此,维修人员决定对液压系统进行排查。
三、液压调整
1.清理溢流阀、减压阀,更换P82液压泵,更换P82过滤器,确保液压系统预充压力准确到达,避免因预充压力点闪动引起主液压泵反复启动。
2.清理伺服比例阀滤油器,重新调整比例阀摆针,使得摆杆泵两端压力发生改变,确保磨头在液压启动时缓慢上升至目标位置,即初始零位。
3.手动将磨头冲程开至两个极限位置,停留5分钟,压缩液压系统空间,排除空气,使冲程在手动模式下更加稳定,上下运动时无爬行现象。
4.待冲程在手动状态下运行正常以后,用最低速运行程序,逐步调整冲程速度计冲程范围,确保运行状态与机床参数匹配无误。
四、排除外围故障
在对冲程零点调整过程中,因机床数控参数未进行改动,所以零点调整越接近原始位置,机床运行越可靠,经过反复调整,机床冲程已达到了最佳运行状态。此外,因冲程发生故障时,上下运动过于激烈,使得磨头上线路插头因震动过大产生松动,造成工作台分齿不执行,经过排除,故障解除。
五、总结
经过本次修理,使得我们对大磨齿机的工作原理有了更深一步的了解,同时对比例伺服阀控制的机床冲程过程也加深了认识。在对原理了解透彻了以后,我们敢于进行尝试,通过反复试验,使得机床故障得以解除,这其中的过程使得我们受益颇丰。在本次的修理中,还反映出我们电气力量的薄弱,如果能把电气参数和机械调节配合的更好的话,本次修理应该可以更加准确、迅速。所以,在以后的工作中,我们会加强电气方面的研究,将此台设备原理及控制摸准、摸透,减少修理时间,使之加工效率得到明显的提高。
