火电厂冷却塔填料堵塞原因及预防
2020-10-30徐来彬杭志莹
徐来彬 杭志莹


摘要:火电厂循环水系统的正常运行对机组的经济性影响较大,循环水温度直接影响凝汽器背压,每升高一度影响供电煤耗约1克。因此做好循环水系统的运行是节能运行的重要工作。
关键词:填料堵塞
经济性
原因分析
1概述
冷却塔是用水作为循环冷却剂,从系统中吸收热量排放至大气中,降低水温的装置。某发电厂装机容量为2X320MW机组,1996年9月两台机组先后投入运行,循环水系统一直运行正常。2020年2月发现#2循环水温度比#l循环水温度偏高2摄氏度。4月29日对停机后的#1、#2机组冷却塔进行了检查,发现#2机组冷却塔外围区域下层旧填料存在大面积堵塞现象,2019年新换填料有少量白色薄垢,中间位置未发现堵塞。冷却塔塔底有大量淤泥。
2原因分析
2.1#2冷却塔填料外观检查情况
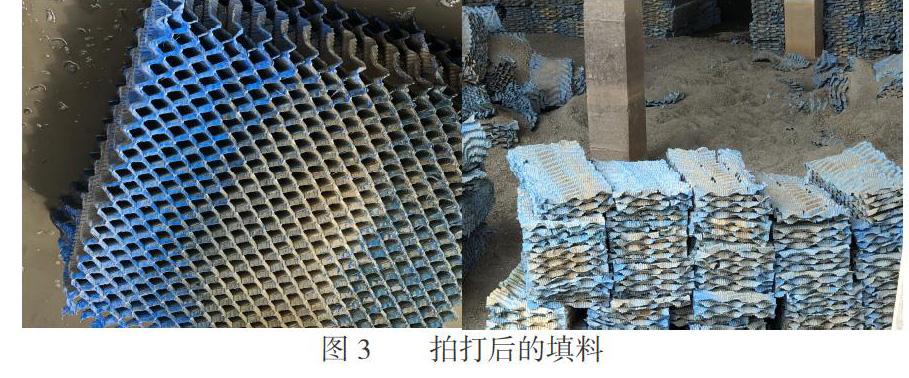
填料板沉积物,较为疏松,很容易用手碾碎。经拍打后沉积物极易脱落(见图3拍打后的填料)。用稀盐酸浸泡沉积物,冒出大量气泡,说明沉积物很可能含有大量碳酸盐,遇酸反应放出CO2。期间下过一次小雨,经过小雨冲淋后堵塞物明显脱落(见图4雨淋后的填料和沉积物)。
2.2填料沉积物成分分析
5月26日,#2机组冷却塔填料垢样分析报告见表l:
2.3沉积物生成原因分析
从表1可知,#2塔填料沉积物中,钙、硅、铝的含量排位前三,根据冷却塔的实际运行环境可以判断:沉积物中含有CaCO3垢,约占三分之一,主要来自循环水中碳酸盐硬度成分Ca(HCO3)2的结垢析出。硅和铝来自于土壤的主要成分SiO2和AlzO3,部分来源于生水中的悬浮物,部分来源于空气中的浮尘被冷却塔水流洗涤进入循环水中。灼烧失重达35.1%说明冷却塔填料的沉积物中含有较多的有机物,来自于循环水在长期运行过程生成的生物粘泥。
#2机组循环水运行化验报表,主要水质指标平均值见表2:
根据表2,观机组循环水除pH值8.85稍有偏高以外,其它指标没有明显异常。
冷却塔配水方式为均匀配水,该方式下喷淋到填料各处的水量是均匀的,所以流经填料的冷却水水速在水平截面上的分布可近似看作是均匀的。经过模拟实验得出无风情况下化学反应污垢热阻分布图(如图5无风情况下化学反应污垢热阻分布图)。可以看出在冷却塔中心和最外围区域容易结垢,正常运行下,要考虑主要侧风的影响。
2019年初,循环水加药管堵塞,凝汽器、冷却塔填料出现结垢,从填料堵塞沉积物成分分析报告中也可以反映出,部分堵塞物为结垢造成。
循环水采用的杀菌灭藻方式为:连续式投加氧化性杀菌剂(二氧化氯),结合冲击式投加非氧化性杀菌剂。在2016年以前用于循环水冲击式杀菌的非氧化性杀菌剂为1227(十二烷基二甲基苄基氯化铵),2017年至今改为使用异噻唑啉酮。相比异噻唑啉酮,1227具有更好的粘泥剥离效果。
为循环水泵电耗,将循泵改成高低双速循泵,气温低时采用低速循泵。为了提高冷却塔的冷却能力,降低循环水温度,采用一机双塔的运行方式,对于单台冷却塔来讲,循环水量和流速都降低明显,循环水大都在中心部位喷淋,不能达到冷却塔周边,不利于沉积物的脱落。
为了提高工业水的利用率,全厂废水及反渗透浓水经过工业废水泵输送至进水反应器,经过澄清过滤后作为循环水补充水,工业废水泵出口管道与虹吸滤池出口有连通门,阀门经过长期运行腐蚀穿孔,出现内漏情况,造成大量浑浊的工业废水直接补人冷却塔。此阀门内漏比较隐蔽,虽然发现循环水发浑但一直未找到原因,时间持续月20天,从表2中可以看到循环水浊度最大到119.8NTU。
其他原因还包含:全厂的酸碱再生废水主要通过废水处理站直接回收至循环水系统,也对填料结垢造成一定的影响。生活污水经过处理后补充至循环水造成循环水有机物增多,根据以前运行经验,冬季停止杀菌设备的运行,造成有机物滋生。
根据以上情况,分析认为:观机组循環水系统在长期运行过程中,由于水中微生物和悬浮物的存在,冷却塔填料上逐渐生成生物粘泥,但由于近两年使用的杀菌剂(异噻唑啉酮)的粘泥剥离效果相对较差,也未投加专用的粘泥剥离剂,使得填料上的粘泥积累较多。此外,#2机组循环水pH值略有偏高(查阅2019年循环水水质分析报表,2019年平均值约8.85),水质存在一定的结垢倾向,综合种种原因首先在冷却塔填料的下层发生了结垢,最终形成了填料板上垢、泥同时存在的现象。
3预防措施
改进非氧化性杀菌剂的配方,增加粘泥剥离剂,提高粘泥剥离效果。进行冲击性杀菌时退出一机双塔运行方式,保证冷却塔填料有充分水量,均匀分布到各个部位。
循环水杀菌工作应常年进行,选用两种或以上种类的杀菌剂,交替使用。建议采用氧化型杀菌剂和非氧化型杀菌剂交替使用的杀菌方式。日常选用氧化型杀菌剂,控制循环水余氯为0.1-0.5mg/L范围内,根据季节变化调整加药量,夏季余氯控制在高限,冬季控制在低限。氧化型杀菌剂采用连续加入方式,使用一段时间后,冲击式加入非氧化型杀菌剂。
适当增加循环水加酸量,将循环水的pH值控制在8.5~8.7范围内。
全面加强对循环水的水质监督,确保各项指标在期望值控制范围内;应密切监督机组凝汽器端差变化情况。
机组有检修机会时,及时对冷却塔塔池进行清淤,防止塔池内的淤泥、填料碎片等杂物污染整个循环水系统。
当更换循环水阻垢缓蚀剂时,委托具有一定资质的第三方试验研究单位重新进行循环水处理工艺动态模拟试验,确认阻垢性能是否满足要求。
