吹胀比与冷却线高度对高密度聚乙烯薄膜性能的影响
2020-10-29李艳芹王金道王佳琦
李艳芹,王金道,胡 玮,王佳琦,樊 洁
(1. 中国石油天然气股份有限公司兰州化工研究中心,甘肃省兰州市 730060;2. 中国石油天然气股份有限公司兰州石化分公司,甘肃省兰州市 730060;3. 中国石油天然气股份有限公司抚顺石化分公司烯烃厂产品研发服务部,辽宁省抚顺市 113008;4. 华东理工大学 材料科学与工程学院,上海市 200237)
与低密度聚乙烯、线型低密度聚乙烯(LLDPE)相比,非极性的热塑性高密度聚乙烯(HDPE)分子排列紧密,支化程度最小,具有很高的结晶度,优良的力学性能和较高使用温度,其密度达到0.945~0.961 g/cm3。与LLDPE相比,HDPE的耐温性、耐油性、耐环境应力开裂性优异[1]。HDPE普遍应用于包装膜领域,HDPE薄膜的优点是力学性能优良,撕裂强度高、变形适应能力强、抗穿刺性能好,拉伸强度在聚乙烯薄膜中最高,是低密度聚乙烯薄膜的两倍以上;使用温度范围宽,可用于低温冷冻环境,也可以在高温煮沸的条件下使用[2];具有很好的防潮性和耐油性,是聚乙烯薄膜中阻隔性能最好的品种;HDPE薄膜的热性能在聚乙烯薄膜中最好,熔点最高[3]。HDPE薄膜主要应用于背心袋、垃圾袋、购物袋、食品袋、重包装袋、工业用衬里、粉状产品或小型松散物品包装用内衬、多层结构薄膜等,其中,用量最大的是垃圾袋、购物袋和食品袋[4]。
HDPE薄膜制备过程中,吹膜工艺条件对薄膜的性能有较大影响,目前,大多数产品标准中对聚乙烯吹膜的吹胀比,冷却线高度有明确规定,但这两个条件对薄膜性能的影响趋势未知。本工作研究了冷却线高度和吹胀比对薄膜性能的影响。
1 实验部分
1.1 主要原料与设备
HDPE DGDX6095,中国石油天然气股份有限公司兰州石化分公司。
MODERN型吹膜机,日本Machinery有限公司;INSTRON型万能材料试验机,美国Instron公司;EEL57D型透光率雾度测定仪,英国Diffusion公司;CEAST-2062型落镖冲击试验仪,意大利Ceast公司。
1.2 试样制备
HDPE在吹膜机上吹出膜泡,冷却后卷曲。吹膜机的口模直径50.0 mm,口模宽度1.2 mm,螺杆长径比25,出口温度200 ℃,螺杆转速40 r/min。牵引速度根据实验吹胀比以及冷却线高度适当调节,薄膜厚度15~19 μm。不同吹胀比时,薄膜的冷却线高度为6.0D(D为口模直径。下同),制备了吹胀比分别为2.5,3.0,3.5,4.0四种薄膜。不同冷却线高度时,吹胀比为3.5,制备了2.5D,4.0D,5.0D,6.0D,8.0D五种冷却线高度的薄膜。
1.3 测试与表征
透光率和雾度按GB/T 2410—2008测定;拉伸性能按GB/T 1040.3—2006测定;直角撕裂强度按QB/T 1130—2009测定;落镖冲击破损质量按GB/T 9639.1—2008测定。
2 结果与讨论
2.1 吹胀比对HDPE薄膜性能的影响
从图1可以看出:薄膜雾度随着吹胀比的增加而增加,吹胀比达到3.5以后基本保持不变。这是因为随着吹胀比的增加,分子沿横向取向程度增加,分子间作用力增加,对光的散射也增加[5],因此薄膜雾度增加。
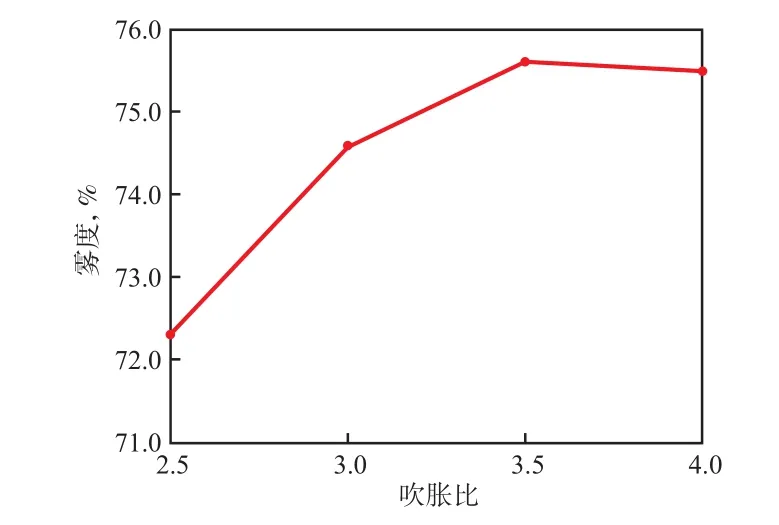
图1 吹胀比对HDPE薄膜的雾度的影响Fig.1 Blow-up ratio as a function of haze of HDPE films
从图2可以看出:纵向拉伸强度高于横向拉伸强度,且纵向拉伸强度随着吹胀比的增加变化不大,而横向拉伸强度随着吹胀比的增加而明显增加。这是因为纵向分子取向在吹胀比增加过程中变化较小,而横向分子取向随着吹胀比增加而增加,且分子间作用力增加,因而横向拉伸强度增加明显[6],纵向拉伸强度变化不大。

图2 吹胀比对HDPE薄膜拉伸性能的影响Fig.2 Blow-up ratio as a function of tensile properties of HDPE films
从图3可以看出:横向撕裂强度高于纵向撕裂强度,且横向撕裂强度随着吹胀比的增加变化不大,而纵向撕裂强度随着吹胀比的增加明显增加。撕裂强度是薄膜内部微晶、片晶与球晶以及晶体间网络联结强度的综合表现[7]。

图3 吹胀比对HDPE薄膜撕裂强度的影响Fig.3 Blow-up ratio as a function of tear strength of HDPE films
从图4看出:随着吹胀比的增加,薄膜的落镖冲击破损质量降低。薄膜的落镖冲击破损质量是表征薄膜韧性的重要指标,吹胀比较低的条件下,薄膜的结晶度较小,薄膜具有较高的落镖冲击破损质量[8]。吹胀比较高时,纵横向的分子取向度较高,因而韧性较小,落镖冲击破损质量相应也小。

图4 吹胀比对HDPE薄膜落镖冲击破损质量的影响Fig.4 Blow-up ratio as a function of dart impact failure mass of HDPE films
从图5和表1可以看出:几种薄膜的起始熔融温度基本相同,曲线重合性较好,但熔融峰差别较大,主要是吹胀比的增加,使HDPE的有序性提高,更有利于结晶。HDPE的结晶度按Xc=ΔHm/×100%计算,其中,Xc为结晶度;ΔHm为试样第一次升温得到的熔融焓,J/g;为100%结晶聚乙烯的熔融焓,取值为293 J/g。经过计算与分析得出结论:随着吹胀比的增加,薄膜的熔融温度和结晶度都随之增加。

图5 不同吹胀比时HDPE薄膜的DSC曲线Fig.5 DSC curves of HDPE films with different blow-up ratio

表1 不同吹胀比时HDPE薄膜的熔融温度与结晶度Tab.1 Melt temperature and crystallinity of HDPE films with diff erent blow-up ratio
2.2 冷却线高度对薄膜性能的影响
从图6可以看出:薄膜雾度随着冷却线高度的增加基本保持不变。冷却线即霜白线,是薄膜内的熔体转变为固体的位置,其高度以其相对口模直径表示。对于HDPE薄膜而言,冷却线高度对薄膜雾度影响不大,因为薄膜的纵向结晶程度主要由纵向拉伸决定,而不是由冷却线高度决定。
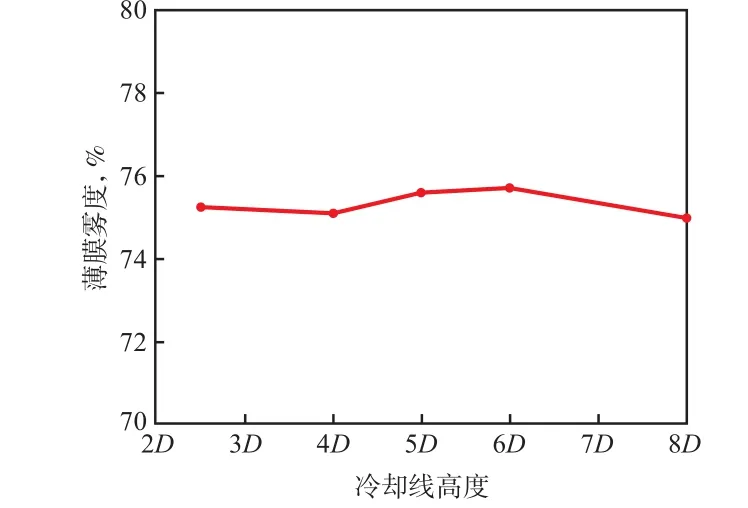
图6 冷却线高度对HDPE薄膜雾度的影响Fig.6 Cooling line height as a function of haze of HDPE films
从图7可以看出:随着冷却线高度的增加,薄膜的纵向拉伸强度基本保持不变,而横向拉伸强度增加,当增加到6.0D时恒定。纵向拉伸强度由纵向牵引速度决定[9],在不同冷却线高度下,薄膜的纵向牵引速度变化很小,因而纵向拉伸强度变化不大。而横向拉伸强度除了由吹胀比决定,还与冷却线高度密切相关。冷却线高度较低时,横向拉伸强度因晶粒间系带分子较少,而使薄膜拉伸过程中在较低强度下断裂[10]。冷却线高度达到一定值后,晶粒间的系带分子已联结牢固,不会因横向取向而打开,因而横向拉伸强度增加。

图7 冷却线高度对薄膜拉伸性能的影响Fig.7 Cooling line height as a function of tensile properties of HDPE films
从图8可以看出:薄膜横向撕裂强度明显高于纵向撕裂强度;随着冷却线高度的增加,横向撕裂强度明显增加,纵向撕裂强度先增加而后基本保持不变。横向撕裂强度主要由沿着吹膜方向的片晶及微晶联结强度决定,而纵向撕裂强度主要由垂直于吹膜方向排列的晶体间的网络联结强度决定,在本实验条件吹胀比为3.5时,薄膜的横向撕裂强度强于纵向撕裂强度,即分子链沿着吹膜方向即纵向的排列强度及联结强度高于横向。而当冷却线高度达到一定值后,微晶及片晶间的联结系带分子沿着吹膜方向达到一定数量后不再变化,因而使纵向的撕裂强度稍有增加后基本不变。

图8 冷却线高度对HDPE薄膜撕裂性能的影响Fig.8 Cooling line height as a function of tear properties of HDPE films
从图9可以看出:落镖冲击破损质量随着冷却线高度的增加呈先增加后减小的趋势,冷却线高度为5.0D时,落镖冲击破损质量达到最大;冷却线高度为2.5D时,薄膜落镖冲击破损质量为54 g。这是因为HDPE分子中支链数少,熔体从口模出来时分子间缠结因被纵横向同时取向而削弱,导致分子间系带分子较少[11],因而落镖冲击破损质量很小。当冷却线高度达到一定值时,分子间缠结己经固定[12],不会因横向取向而打开,薄膜的落镖冲击破损质量会快速升高。而冷却线高度继续增加时,吹膜实验时,膜泡稳定性降低,吹膜难度加大,会引起薄膜性能的波动,因而又使落镖冲击破损质量稍降低。
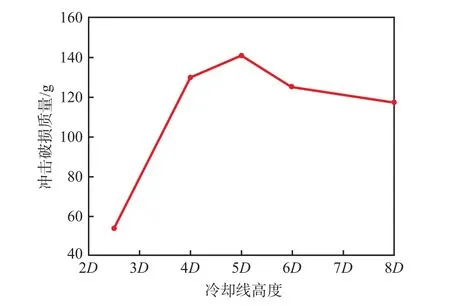
图9 冷却线高度对HDPE薄膜落镖冲击破损质量的影响Fig.9 Cooling line height as a function of dart impact failure mass of HDPE films
从图10可以看出:薄膜的横向拉伸断裂标称应变明显高于纵向。随着冷却线高度的增加,纵向拉伸断裂标称应变变化不明显,横向拉伸断裂标称应变降低。薄膜成型过程中横向取向程度低于纵向取向程度[13],因此横向拉伸断裂标称应变高于纵向。

图10 冷却线高度对HDPE薄膜拉伸断裂标称应变的影响Fig.10 Cooling line height as a function of tensile fracture nominal strain of HDPE films
从图11和表2可以看出:薄膜的熔融温度在冷却线高度为2.5D时最高,而在5.0D和8.0D时相对最低,主要是冷却线高度增加,使分子链在结晶前取向程度降低,联结系带分子增加,因此,起始熔融峰降低;但熔融峰温度的差别较小,主要是吹胀比相同,薄膜内分子取向度基本相同。因而薄膜的结晶度也基本保持稳定,变化不明显。
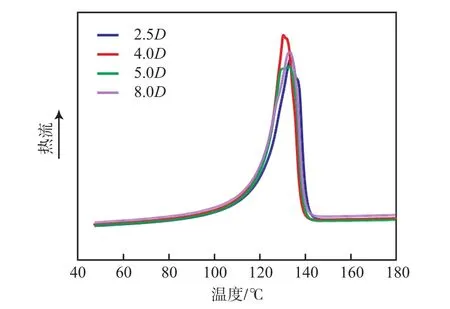
图11 不同冷却线高度HDPE薄膜的DSC曲线Fig.11 DSC curves of HDPE films at different cooling line height
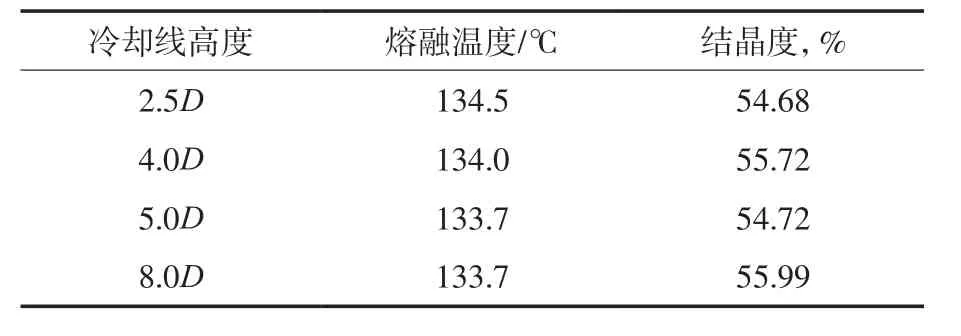
表2 不同冷却线高度HDPE薄膜的熔融温度与结晶度Tab.2 Melt temperature and crystallinity of HDPE films at different cooling line height
3 结论
a)HDPE薄膜雾度随着吹胀比的增加而增加,随着冷却线高度的增加变化不大。
b)HDPE薄膜纵横向拉伸强度及撕裂强度随吹胀比增加而增加,随冷却线高度增加而增加。
c)HDPE薄膜落镖冲击破损质量随着吹胀比的增加而降低,随着冷却线高度的增加呈先增加后减小的趋势。