基于角点检测的钢板号点阵喷印字符定位算法研究
2020-10-27王文袁君奇王成林
王文 袁君奇 王成林

摘 要:实现钢板号点阵喷印字符的自动识别是钢厂生产线实现自动化生产物料跟踪的关键环节,对字符的准确定位又是字符能够准确识别的重要步骤。针对某钢厂宽厚板1号生产线钢板检测所涉及到的点阵喷印字符定位问题,提出了一种基于角点检测的钢板号点阵喷印字符定位算法。运用改进的meanshift聚类算法找出角点的中心,并以该中心为字符区域的中心,进而完成钢板点阵喷印字符的定位。结果表明,该定位算法能快速、准确地完成钢板号点阵喷印字符的定位,具有更好的准确性和快速性,能满足实际生产的需求。
关键词:自动化生产、字符定位、角点检测、meanshift
引言:
OCR (Optical Character Recognition,光学字符识别)是指电子设备检查打印在各种物品上的字符(如产品LOGO、生产日期、编码等),通过检测暗、亮的模式确定其形状,然后用字符识别方法将形状翻译成计算机文字的过程。1929年,德国人Tausheck提出了光学字符识别的定义[1]。近年来,国内外掀起了新一波图像字符识别的热潮,国内外许多机构致力于OCR的研究。光学字符识别技术大致包括四个步骤,它们分别是图像预处理,字符定位,字符分割,字符识别[2]。
目前,大多钢厂检测钢板表面的点阵喷码字符都是通过人工检测的方式,此種方式存在一定缺陷,不足之处表现为:(1)钢厂生产线环境较为恶劣,产品往往附带高温烫伤、运动造成的机械伤害、粉尘污染等对工人身体造成身体损伤的危险因素,安全性较差;(2)工人工作效率低,检测的钢板需要肉眼判定,人工录入,且长时间工作易产生视觉疲劳,出现误检漏检现象,从而影响钢板的处理,导致钢板质量受到不可逆的影响。伴随着钢铁产业在国内的持续发展,铁水产量和钢水产量不断创出新高,钢铁厂生产线生产速度加快,产品质量要求提高,人工检测钢板号的传统方法已不能满足现代钢铁工业生产的需求,迫切需要研究钢板号点阵喷码识别技术替换人工检测的方法,提高钢铁生产的智能化水平,实现钢铁厂生产过程中的智能检测和识别。通过对现有字符区域定位算法的研究,分析了现有字符区域定位算法的优缺点,以钢厂实际生产线上点阵喷印字符区域定位为目标,借鉴了多种算法的思想,提出了应用于实际生产中的钢板点阵喷印字符区域的定位算法,并与以往传统算法在准确率和时间上做了对比,通过实地测试,验证了该算法能精确定位出钢板点阵字符区域,能较好地应用于复杂多变的钢厂生产环境,具有较高的可靠性和有效性。
当前金属生产标记方法介绍
冶金产品的标识方式有:金属标签打印,墨水喷印,涂料喷印,金属粉末单枪喷印,压印,热态针打印或者刀片压印等,也有采用电化学方法对金属表面进行蚀刻来标记[3]。
另外,也有辊压式,冲打式的标记方法[4]。宽厚板厂1号生产线采用点阵热喷码技术喷印在钢板上的。
难点
(1)宽厚板生产线现场环境复杂,钢板在生产线上动作速度不均匀,持续的高温和为了降温采取的喷水雾造成字符模糊情况,诸多不稳定的现场图像采集条件等都不利于相机的拍摄,直接导致相机采集到的图片质量不高,从而间接影响了钢板点阵喷印字符定位的准确度。
(2)现场的线阵相机实际采集到的图片大小为2048*10000,而字符区域从180*450到220*650不等,且由于客户需求不同,生产的钢板大小不一从而导致字符区域在整个钢板的位置变化不定,这加大了字符定位的难度。图1.1为线阵相机采集到的钢板图像。
(3)钢板表面粗糙、易生锈,且处理环节较多,一些使用喷水雾对钢板降温的过程导致拍摄到的图片中字符背景颜色复杂且噪声多。
(4)钢板在辊道上运动时喷印点阵字符,采集钢板图像时钢板也处于运动状态。而点阵喷印设备的机械故障以及喷嘴口堵塞会造成字符区域倾斜、变形等,增大了钢板号点阵喷印字符的定位难度。
大多数字符区域定位方法都是基于特定的场合或者特定字符,例如:Shekar采用梯度作为纹理特征并结合启发式规则对字符区域进行定位[5]。Tian YingLi和Li ChunCai等人利用字符区域的梯度特征和颜色均匀性来形成候选字符区域,并利用结构分析形成文本行[6]。胡正平采用笔画作为纹理特征并利用支持向量机来区分字符和非字符区域[7]。Mariano等人对图像进行颜色聚类操作,并分析聚类结果获得候选字符区域[8]。本文研究的内容是从线阵相机采集到的钢板图片中,图像采集质量不稳定。因此,一般的字符区域定位方法不能适用于复杂生产线上钢板号点阵喷印字符,无法准确定位出钢板点阵喷印字符的具体位置,并提取出钢板号点阵字符。
4.1 meanshift聚类算法
meanshift算法是一种基于密度的非参数聚类算法,它是通过迭代寻优找到概率分布的极值。meanshift最初的含义是偏移的均值向量。现在,meanshift算法通常指一种迭代的步骤,具体步骤为:算出当前中心点的偏移均值,将当前中心点移动到偏移均值点上,然后以此为新的起点计算出该点的偏移均值后继续移动,不断重复上述步骤,直至满足一定要求后结束。
基本的Meanshift推导过程如下:
Meanshift算法是将中心点持续不断的沿着概率密度增大的方向上移动,直至中心点移动到密度最大处。中心点移动步长和概率密度、梯度有关,越靠近概率密度峰值的概率密度大的地方移动的步长就会越小一些,而在概率密度小的地方,中心点移动的步长比较大。但是基本的meanshift聚类算法缺点较为明显,易受到初值影响,初值设定不恰当可能会陷入局部最优。
4.2 改进的meanshift聚类算法
基本的meanshift算法能很好找出角点集的中心,但它受设定初值的影响较多,可能陷入局部最优,无法解决偏离设定初值较多时出现异常情况的问题。本文针对此问题,根据宽厚板厂1号生产线钢板号点阵喷印字符区域的特点,提出了改进的meanshift聚类算法,并将其运用在钢板号点阵字符区域定位上。
生产线上采集到的钢板图片是二维图像,且钢板点阵喷印字符区域为矩形而非圆形,因此,meanshift算法中指定区域采用圆形区域并不能很好地涵盖字符角点区域。经过现场大量测试,本文针对钢板号点阵字符矩形区域的特点,将圆形区域改为矩形区域,大小为字符区域的最大值即220*650,当Meanshift算法移到密度中心的时候,检测区域与字符区域可保证基本重合。
由于采集图像的异常情况较多,用改进的FAST角点检测算法检测出的角点中,仍有部分角点为噪声角点,这些角点大多是零散的分布在图像的各个地方,使用传统的meanshift算法进行聚类,若初始中心点为一个孤立的噪声角点则会出现局部最优的问题,针对此问题,本文在传统的meanshift算法中加了一个判定从而避免了噪声角点造成定位错误的情况出现。改进的meanshift算法具体步骤如下:
(1)程序将检测区域设置为220*650的矩形区域,从点集中随机选取一点为中心点。
(2)程序计算该矩形检测区域内的偏移均值,计算公式为式1.1。
(3)程序将中心点的位置加上M_h (x)得到新的偏移均值点。
(4)程序将中心点移到新的偏移均值点处。
(5)程序重复步骤(2)-(4),直至满足设定要求后进行下一步操作。
(6)程序统计检测区域内角点的数量,若小于设定阈值为陷入局部最优,则从步骤(1)中重新开始;若大于设定阈值则聚类完成。
在改进的meanshift算法中,实际字符区域大小与检测区域的大小基本相同,字符区域中心点与聚类的中心点基本重合。
4.3准确定位钢板点阵喷印字符区域
通过对改进检测算法检测到的候选角点进行分析,发现采集到的不喷印点阵钢号字符的钢板图片即空图中只有少数的几个噪声角点,而有喷印字符的图片中,角点数量基本稳定在算法设定的范围区间之内,根据这一特征,算法先根据检测到的角点数量区分空图和有字符图。如果总角点数量大于设定值,判定为有效字符图,程序进行处理分析;但如果总角点数量小于设定值则为判定为空图,程序直接越过meanshift算法,进行下一张图像的检测。
通过分析对比发现,有效图中字符角点分布密集且有规律性,角点集的中心一般为字符区域的中心,因此考虑用聚类算法找出角点集的中心并进行定位。
经过大量的实验证明,改进的meanshift聚类算法能通过检测角点集的中心的方法确定字符区域的中心,从而准确定位出钢板号点阵喷印字符区域,且不易出现噪声角点造成定位错误的情况。
4.4 实验结果分析
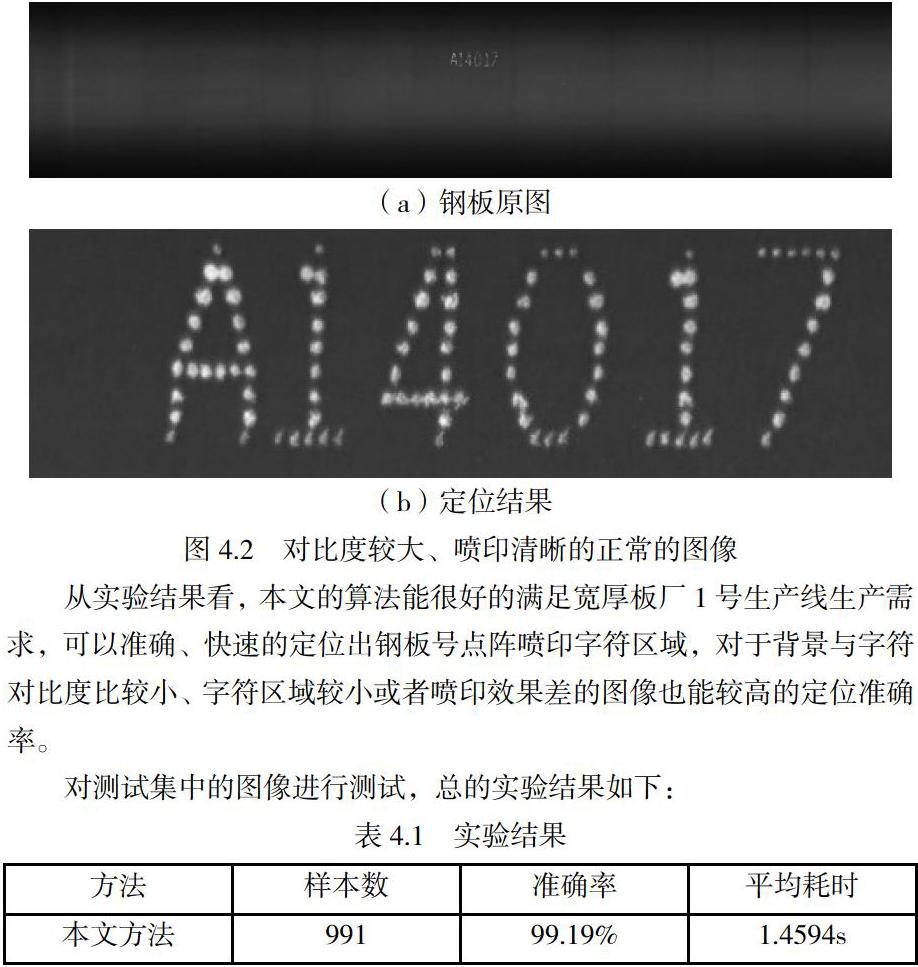
图4.2展示了对比度较大、喷印清晰的正常的图像。由图4.2可以看出,对于对比度大、喷印清晰的正常图片,该算法能准确的定位出点阵字符的位置。在生产线采集的图像中上,大部分图片是类似于图4.2的喷印清晰、字符对比度和背景对比度较大的图片,而字符区域相对整张图片来说十分小。与普通字符的定位不同,该钢板图片是灰度图,字符与背景的灰度都是无法采用固定参数设定,加之该钢板点阵字符是由一个个油漆点喷印组成,具有离散性,无法形成大片的连通区域,对字符的定位增加了不小的难度。而本文的定位算法能快速、准确的定位出点阵喷印字符区域。
从实验结果看,本文的算法能很好的满足宽厚板厂1号生产线生产需求,可以准确、快速的定位出钢板号点阵喷印字符区域,对于背景与字符对比度比较小、字符区域较小或者喷印效果差的图像也能较高的定位准确率。
对测试集中的图像进行测试,总的实验结果如下:
总结
本文在来源于某钢厂宽厚板1号线物料跟踪项目的背景下,通过对现有OCR定位算法的研究,分析现有OCR定位算法的优缺点,并以实际生产线上点阵喷印字符区域定位为目标,借鉴多种算法的思想,提出了应用于实际生产中的钢板号点阵喷印字符区域的改进定位算法,并与传统算法在准确率和时间上做了对比,通过大量实验验证了该算法能精确定位出钢板点阵字符区域,能较好地适合生产环境复杂多变的钢厂生产线物料跟踪项目,解决物料跟踪项目中的实际问题,因此该算法具有较高的可靠性和有效性。
参考文献
[1]Mori S. Historical Review of OCR Research and Development[J]. Proceedings of IEEE, 1992, 80(7): 1029-1058
[2]Liu C, Wang C, Dai R. Text detection in images based on unsupervised classification of edge-based features[C]//Document Analysis and Recognition, 2005. Proceedings. Eighth International Conference on. IEEE, 2005: 610-614.
[3]王燕.金属工业中的标记[J].锻压技术,1982(05):64+63.
[4]吕福在. 钢铁产品标识技术的现状及其发展[A]. 中国金属学会青年委员会、北京机械工程学会.第三届先进轧钢精整、包装及钢材加工配送技术学术研讨会论文集[C].中国金属学会青年委员会、北京机械工程学会:,2010:9.
[5] Shekar, B.H.; Smitha, M.L., "Text localization in video/scene images using Kirsch Directional Masks," in Advances in Computing, Communications and Informatics (ICACCI), 2015 International Conference on , Aug. 2015, pp.1436-1440.
[6] Yi C, Tian Y L. Text string detection from natural scenes by structure-based partition and grouping[J]. Image Processing, IEEE Transactions on, 2011, 20(9): 2594-2605.
[7] 胡正平,王瑾.多尺度-方向筆画结合 SVM 验证的文字区域定位[J]. 仪器仪表学报,2010,04:916-922.
[8] Mariano V Y, Kasturi R. Locating uniform-colored text in video frames[C]//Pattern Recognition, 2000. Proceedings. 15th International Conference on. IEEE, 2000, 4: 539-542.
