大型粉煤灰钢板库库体施工工艺及施工方案分析
2020-10-25刘国余
刘国余
(南京扬子动力工程有限责任公司,江苏 南京 210048)
随着热电力工业的发展,市场燃煤电厂粉煤灰排放量逐年增加[1-2],人们为了满足粉煤灰综合利用的市场需求、避免对环境造成污染,大型粉煤灰钢板库的需求也随之增加[3-5]。粉煤灰的存储主要有两个途径:一是增加钢板库数量,二是增加单库容积[6]。由于增加钢板库数量会增加占地面积且会使出入料流程更加复杂,因此增加单库容积是最经济、有效的方法。增大单库容积增加了施工难度,但目前对大型钢板库库体的整套施工工艺及施工方案还缺乏系统性的研究。文章以扬子热电厂大型粉煤灰钢板库工程为依托,对库体施工工艺及施工方案进行总结。
1 工程背景
扬子热电厂每天产粉煤灰约1287~1425t,现有粉煤灰钢板库实际上只能储存1.5d的煤灰量,缓冲时间相对较短,储存时间和数量上具有很大挑战性。为了缓解出灰压力大的问题,拟新建2座大型钢板库:1座30000m3粉煤灰钢板库和1座5000m3脱硫灰钢板库。粉煤钢板库如图1所示。

图1 粉煤钢板库
2 钢板库库体施工
2.1 工艺流程
钢板库库体施工工艺流程:库壁板制作、焊接→库体制作、焊接、落库→库体钢梯焊接安装→抛丸除锈刷漆。
2.2 施工方法
(1)库壁板制作、焊接。在法兰上划出壁板内边线,按照画好的内边线使用槽钢做一个起固定钢板作用的胀圈,将第一节库壁板的内边和胀圈贴合在一起。校正好壁板之后,将一周全部库壁板焊接起来。在焊接库壁板的竖缝时,首先对钢板进行打坡口处理,第一节壁板焊接结束后,再进行网架组装、檩条板的铺设和安装。之后依照图纸设计要求对库顶板进行放样,根据放样图对每片库顶进行制作、焊接及拼装。竖缝焊接方式同第一节壁板竖缝焊接方式,并且竖缝间至少错开3m。第二节库壁板作为围板在第一节库壁板外侧,在围板时不焊接对角预留的两道竖缝,并且在调整缝的两侧库壁板的上下两处各焊接对接鼻,上下各使用10t手动倒链拉紧。接着采用对接焊方法对水平缝进行焊接,按照图纸设计及规范要求设计坡口、焊缝的高度。第三节壁板的制作、焊接施工同前两节库壁板的施工操作。待焊接完第三节库壁钢板后对库内加固的槽钢进行焊接,施工时两槽钢连接处的接缝要错开。最后待加固施工完毕后即开始第四节库壁钢板的制作、焊接等施工步骤。重复施工,直至钢板库最后一节库壁板的施工完成。
(2)库体制作、焊接、落库。将库体落至环法兰预留内壁的放样线上,内外库壁的一周采用分段交叉焊接方法,最后采用满焊方法将库体和法兰连接处的内外壁进行焊接。焊缝的探伤需要用超声波探伤仪进行检验并保证无过大夹渣和缝隙。
(3)库体钢梯焊接安装。首先制作踏步板,待踏步板制作完成后再开始安装旋梯的焊接,采取自下而上的步骤进行施工,直至库顶施工结束为止;或者在随库体提升过程中自上向下施工,焊接安装过程中设计好标高即可。
(4)抛丸除锈刷漆。在除锈过程中产生的扬尘均由收尘系统进行收集。随后进行库体焊接工程,在库体施工完成后,依照相同步骤进行第二遍底漆、中间漆及面漆的涂刷工作。除锈刷漆现场图如图2所示。

图2 除锈刷漆现场图
3 钢板库库体施工方案
3.1 提升方案
自制吊车辅助装置的壁板、围板、底板及顶板的铺设等工作,需要借助在库内周边设置的70条Φ219×8提升桅杆施工,提升动力为10T电动葫芦70台。在圈周边均匀的布置抱杆,每一条抱杆底圈都需与预埋法兰固定焊接好,竖立一条中心桅杆于底板中心处,将连接盘焊接在抱杆的顶部,确保每一根周边抱杆与连接盘都由钢丝拉紧。
(1)抱杆抗拉强度核算。抱杆的外形尺寸为φ219×8mm,L=400cm。其惯性矩I=π(21.94-20.34)÷64=2953.9cm4。截面积A=π(21.92-20.32)÷4=50cm2。其柔度λ=μL÷[(I÷A)1/2]=0.7×400÷[(2953.9÷50)1/2]=36.43。由欧拉公式计算其临界应力σcr=π2E÷λ2=1560128N=1560128÷9.8kg=159196kg。稳定安全系数nc取 3,则σ=σcr÷3=53065kg。 抱杆的承载应力为 53.06t,53.06×70=3714.2t>880t,故安全。
(2)吊耳的选择。根据现场计算采用18mm钢板,计算部分分为抗拉强度计算和角焊缝计算。
①抗拉强度计算。计算公式为:

式中:σ为拉应力(σ≤[σ]),N/mm2;N为荷载,N;S1为A-A断面处的截面积,mm2;[σ]为钢材允许拉应力,N/mm2。由公式(1)可得σ=12000×9.8÷(50×18)=130N/mm2。Q235B钢材的抗拉强度为375~ 460N/mm2,取最小值[σ]=375,σ≤[σ],满足要求。
②角焊缝计算。计算公式为:

式中:P为焊缝应力,N/mm2;N为荷载,N;l为焊缝长度,mm;h为焊缝高度,mm;k为折减系数;[σ1]为焊缝允许应力,N/mm2。由公式(2)可得P=12000×9.8÷(220×18×0.8×2 条焊缝 )=18.56N/mm2。[σ1]设计上取120N/mm2,故P<[σ1],满足要求。
综上,吊耳选择1块δ=18mm的钢板,完全满足起重需要且能保证起重工作的安全。抱杆吊耳尺寸示意图如图3所示。
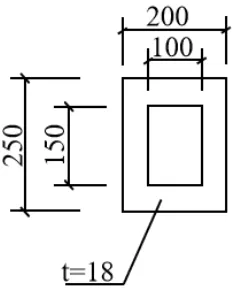
图3 抱杆吊耳尺寸示意图(单位:mm)
(3)提升工艺参数和计算数值。当库第19层壁板提升到1.5m高度时,10t电动葫芦受力最大。库体总质量G总=400t(暂估)。底圈壁板质量G1=15t。胀圈和定位板质量G2≈5t。实际提升最大质量G实=G总-G1+G2=390t;G平均=390÷70=5.57t。每台电动葫芦提升质量F=G平均÷cos18=5.86t。电动葫芦提升安全系数σ=1.25。每台电动葫芦提升最大质量G最大=σ×F=9.27t(考虑不均匀性)。电动葫芦额定起重载荷G额定=10t>9.27t,即G额定>G最大。综上,设置70台电动葫芦提升库体符合提升工艺要求。
3.2 焊接施工方案
(1)采用角钢点焊接法作为靠模,将各钢结构构件的中心线、轴线及外包轮廓线等在放样平台上投测出来,以此用作计算卸料放样和复核的依据。放样结束后,考虑放样复核结果,通过在钢材上量尺弹线来确保构件上的各部件位置准确。
(2)采用机械矫正法、火焰矫正法等对钢材矫正。对于火焰矫正法来说,其正温应控制在600~800℃,不能超过900℃。
(3)矫正后的钢材表面不应该有明显的凹痕、损伤,且损伤程度不应该超过有关标准要求。
(4)钢材焊接施工时,根据工艺要求预留出钢材焊接收缩余量的长度。比如,对工字钢、槽壳等钢构件进行焊接时,要预留出10~15mm的长度作为焊接收缩余量。
4 结束语
文章以扬子热电厂粉煤灰钢板库工程为依托,对大型钢板库库体的施工工艺及施工方案进行了系统研究和分析,详细计算了钢板库库体在提升过程中的工艺参数,其计算结果均符合规范要求,证实了库体提升方案的合理性。可为类似工程提供参考。
