国产WNi 690焊条熔敷金属高温失塑裂纹敏感性研究
2020-10-23黄逸峰张俊宝
谷 雨,黄逸峰,张俊宝,余 燕
(上海核工程研究设计院有限公司,上海 200233)
0 引言
690镍基合金是核电装备用关键材料,因具有优异的抗应力腐蚀能力、优良的性能,已经成为镍基合金首选材料,广泛用于接管安全端及耐蚀堆焊层焊接[1]。但690镍基合金具有焊接性差、焊缝金属液态黏度大等特点,存在焊接裂纹一直未完全解决的技术难题,尤其具有较高的高温失塑裂纹(DDC)。DDC 是一种发生在固相线以下某一温度区间(通常为熔点温度的0.5~0.8倍)的微小沿晶裂纹,常规的无损检测方法难于发现。目前,ASME规范Ⅱ卷C篇SFA-5.11对镍基合金焊材弯曲试验中,弯曲试样拉伸面上的熔敷金属仅允许3个长度不大于2.5 mm的开裂缺陷,但长度小于0.4 mm和在试样棱角上的裂纹不计。微小裂纹的存在并不影响焊接工艺评定中常规力学性能试验结果,但核电设备在高温高压以及腐蚀环境下服役,微裂纹很容易由裂纹源扩展成宏观裂纹,对核设备的安全可靠运行造成危害[2-4]。
目前,国内核电工程大量使用的690镍基合金焊接材料,包括ENiCrFe-7焊条、ERNiCrFe-7A焊丝、EQNiCrFe-7A 焊带/焊剂,基本为外国公司的产品。为突破技术瓶颈,开展国产化工作,本文针对690镍基合金手工电弧焊用国产WNi 690焊条,开展堆焊层熔敷金属应变开裂试验(strain-to-fracture,以下简称STF试验),与目前国际主流Inconel 152焊条进行对比分析,并对国产焊条堆焊金属的DDC敏感性进行综合评价。
1 试验材料和试验方法
试验采用直径∅4.0 mm的国产WNi 690焊条和Inconel 152焊条,其焊接工艺参数见表1。考虑到焊材使用过程中焊接参数的波动,对于WNi 690焊条还采用较高的热输入堆焊试验,堆焊层熔敷金属化学成分见表2,可以看出,焊接参数对熔敷金属化学成分影响较小。为避免母材稀释影响,堆焊层厚度≥8 mm,STF试样取自堆焊层熔敷金属表面,垂直于焊接方向取样。

表1 焊接参数
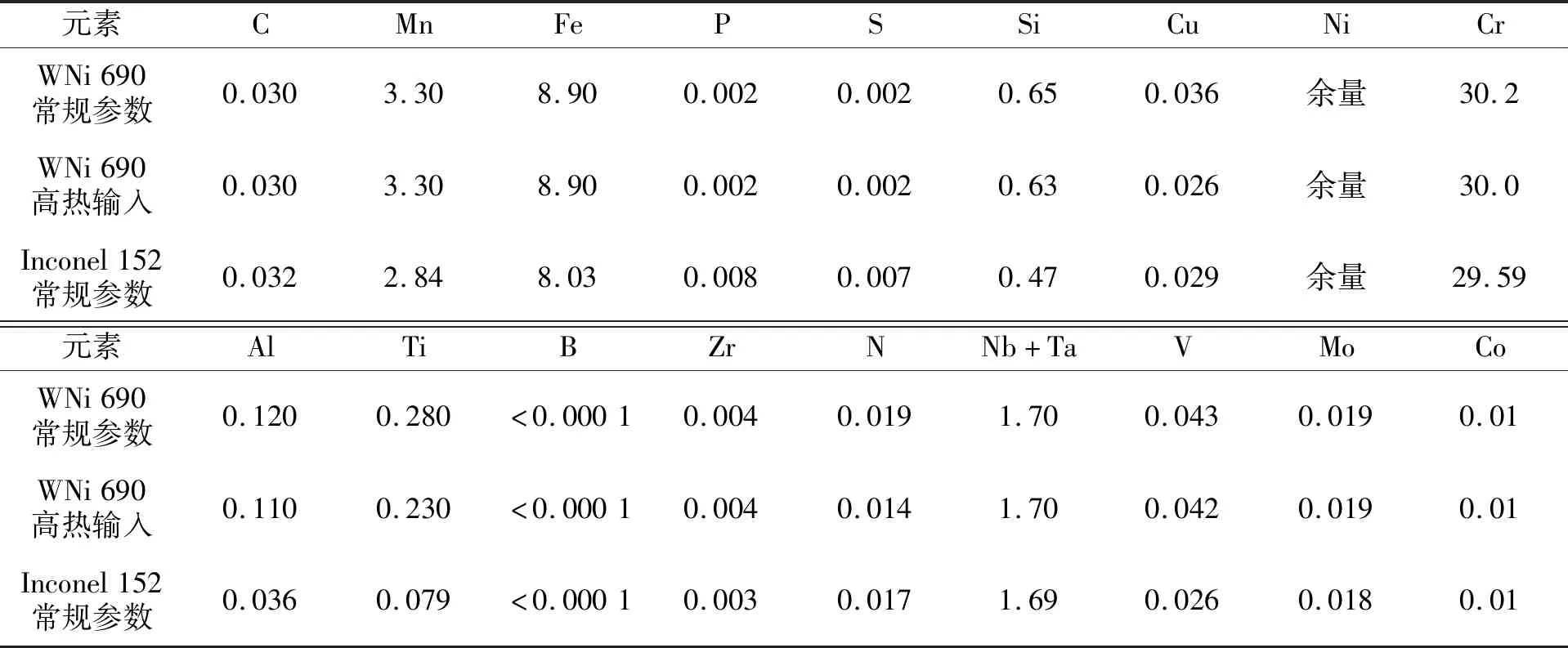
表2 WNi 690与Inconel 152堆焊熔敷金属化学成分 %
基于Gleeble热力耦合试验机的STF试验由Nissley等[5]提出,主要是通过试样开裂的临界应变及对应的温度来评价材料的DDC敏感性。试验采用某公司Gleeble-3500热力耦合试验机,STF试样尺寸如图1所示。将试样以100 ℃/s的速度加热到设定温度(700,800,900,950,1 000,1 050,1 100,1 200 ℃)后,先保温约10 s,此时试样可自由热膨胀;然后开始以0.1 mm/s恒定速率加载试样到设定位移,保持10 s;随后自然冷却,试样随温度下降自由收缩。分析试样在不同温度、不同应变下的裂纹数量,得到试样在不同温度下的临界应变,表征熔敷金属的DDC敏感性。
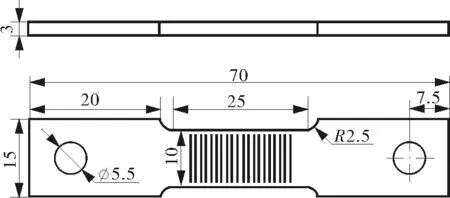
图1 STF试样结构尺寸
2 试验结果与分析
2.1 STF试验结果
在STF试验过程中,整个拉伸试样变形不均匀,随着温度的升高,变形开始集中于试样中心10~15 mm区域,且逐渐减小。采用Imager A1m光学显微镜,对STF试验中的拉伸试样表面放大50倍进行观察,统计微裂纹数量。统计的平均应变量范围是试样中心4 mm以内的区域。STF试验中堆焊层熔敷金属1 050 ℃下应变量与裂纹数量统计见表3。
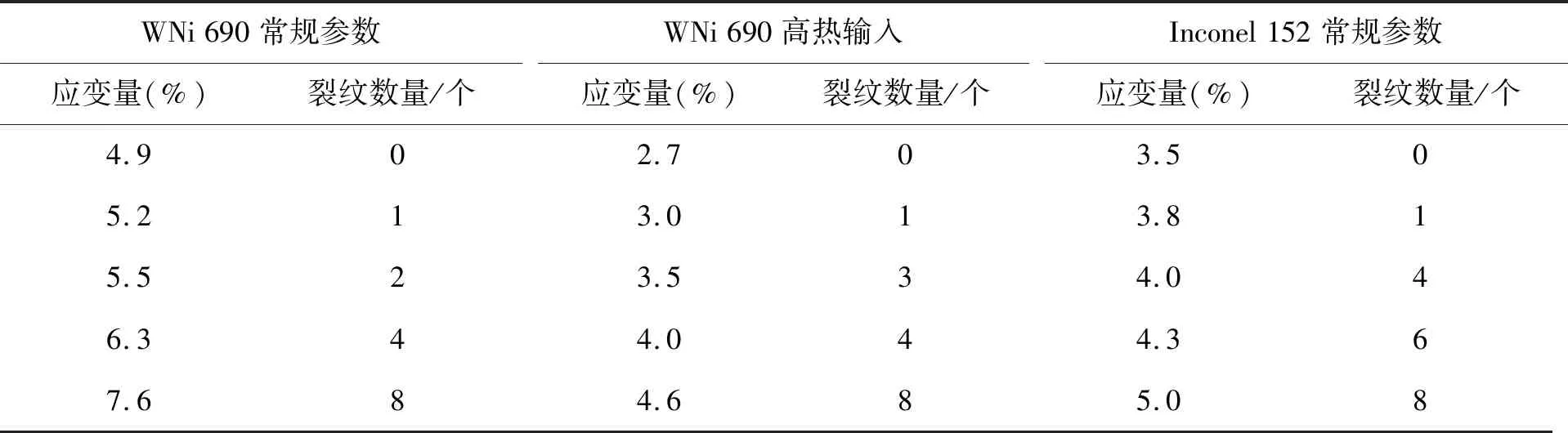
表3 不同应变量的裂纹数量统计
图2示出国产WNi 690焊条及进口Inconel 152焊条堆焊层熔敷金属STF试验温度和应变量的关系。可以看出,随着试验温度的提高,国产及进口690焊条熔敷金属临界应变减小,裂纹最敏感的温度区间均为1 000~1 100 ℃,Inconel 152焊条熔敷金属最低临界应变εmin对应温度在1 050 ℃附近,约为4%,WNi 690焊条熔敷金属εmin约为5%,与进口Inconel 152焊条相比,在相同的温度下,WNi 690焊条熔敷金属具有更高的临界应变。热输入对于熔敷金属的临界应变影响较为明显。在相同的试验温度下,随热输入增大,熔敷金属的临界应变越低,裂纹敏感性越高,在1 050 ℃时,高热输入熔敷金属最小临界应变仅为3%。因此,为控制DDC,在产品焊接中应尽量避免采用较高热输入的焊接工艺。
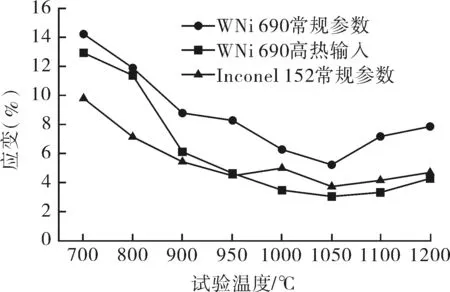
图2 临界应变与试验温度的关系曲线
在核电站设备制造中,690镍基合金焊条电弧焊除用于控制棒驱动机构、径向支撑块等部件焊接外,广泛用于管板中心区域的堆焊。某外国公司生产的埋弧焊焊带Inconel 52M及焊剂是管板堆焊中常用的焊接材料,图3示出Inconel 52M焊带埋弧堆焊层与WNi 690焊条堆焊层熔敷金属STF试验的统计结果。可以看出,埋弧堆焊层与焊条堆焊层熔敷金属在STF试验中具有相同的变化趋势,临界应变随温度的升高逐渐减小,Inconel 52M焊带埋弧堆焊层与WNi 690焊条堆焊层熔敷金属最小临界应变基本相同,在1 050 ℃附近达到最小值,均为5.5%,随后在1 100 ℃处少量恢复。
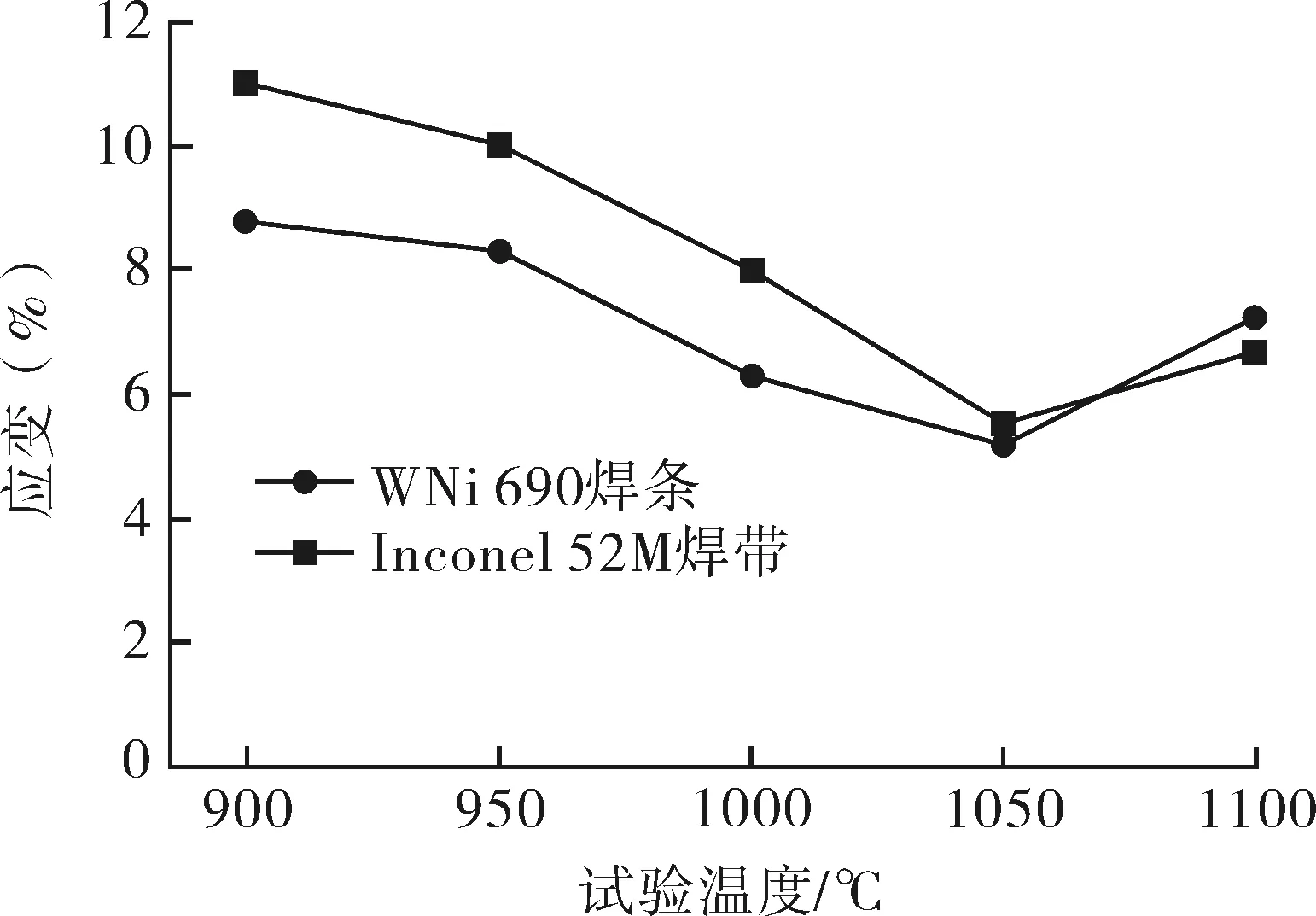
图3 焊条与焊带熔敷金属临界应变对比
2.2 分析与讨论
高温条件下变形不均匀及塑性储备不足是DDC的主要形成机理。高温下由于变形主要集中在晶界上,所以当塑性变形量超过晶界所能承受的变形量时,就容易出现高温低塑性裂纹。裂纹趋向于在垂直于加载方向的晶界上萌生扩展,晶界取向差增大,则裂纹出现的概率增大[6-7]。
采用NOVA NanoSEM 230型扫描电子显微镜(SEM)的二次电子和背散射电子成像观察试样的微观组织。通过AZTec HKL Max型电子背散射衍射分析仪(EBSD)的反极图得到堆焊金属的晶粒形貌和晶界角度,对其输出的欧拉角数据处理,可以得到晶粒内部相对于平均取向的取向差角度分布,并以云图显示,获得晶界角度和高温失塑裂纹的关系。WNi 690焊条常规参数和较高热输入下熔敷金属晶粒取向见图4(a)(b),其以[001]方向为主,存在少量[101]方向的晶粒。常规参数获得的熔敷层金属微观结构为不同取向的小晶粒分散在大的晶粒内部,但高热输入下,存在不同取向的较大晶粒聚集区,因此这部分取向差会比较大。研究表明,DDC倾向于沿着大角度晶界开裂和扩展,大角度晶界比例越大,尤其是在30°~45°的取向差范围的晶界比例越大,将易于发生晶界开裂。
与WNi 690焊条堆焊熔敷金属相似,Inconel 152焊条堆焊层熔敷金属的晶粒取向较为均一(见图4(c)),但是,WNi 690熔敷金属内存在大量的小晶粒,从而使晶界更加曲折,而进口Inconel 152焊条的堆焊层大角度晶界在DDC敏感的30°~45°范围内所占的比例也略高。
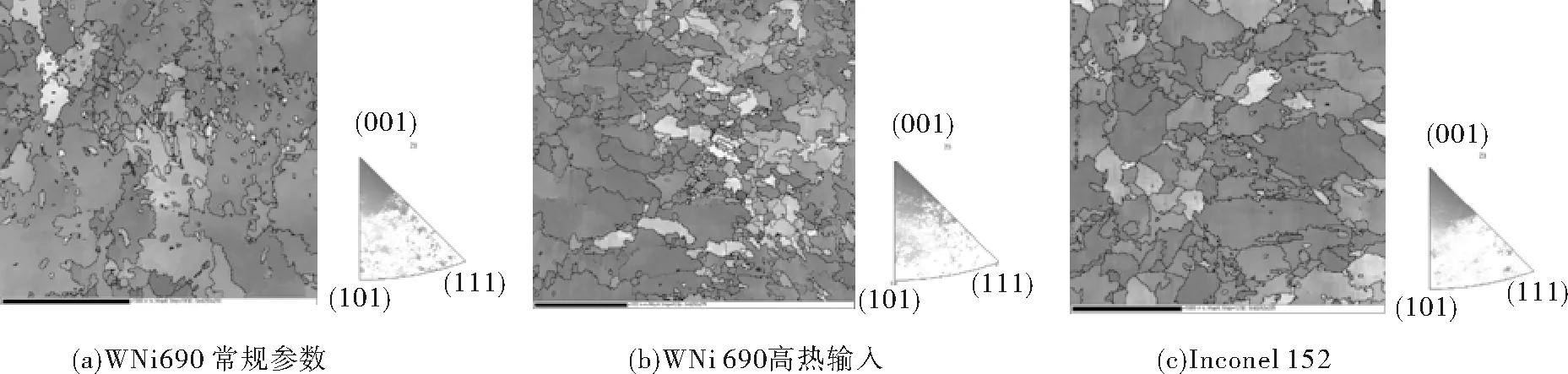
图4 堆焊金属晶粒取向示意
(a)WNi 690常规参数
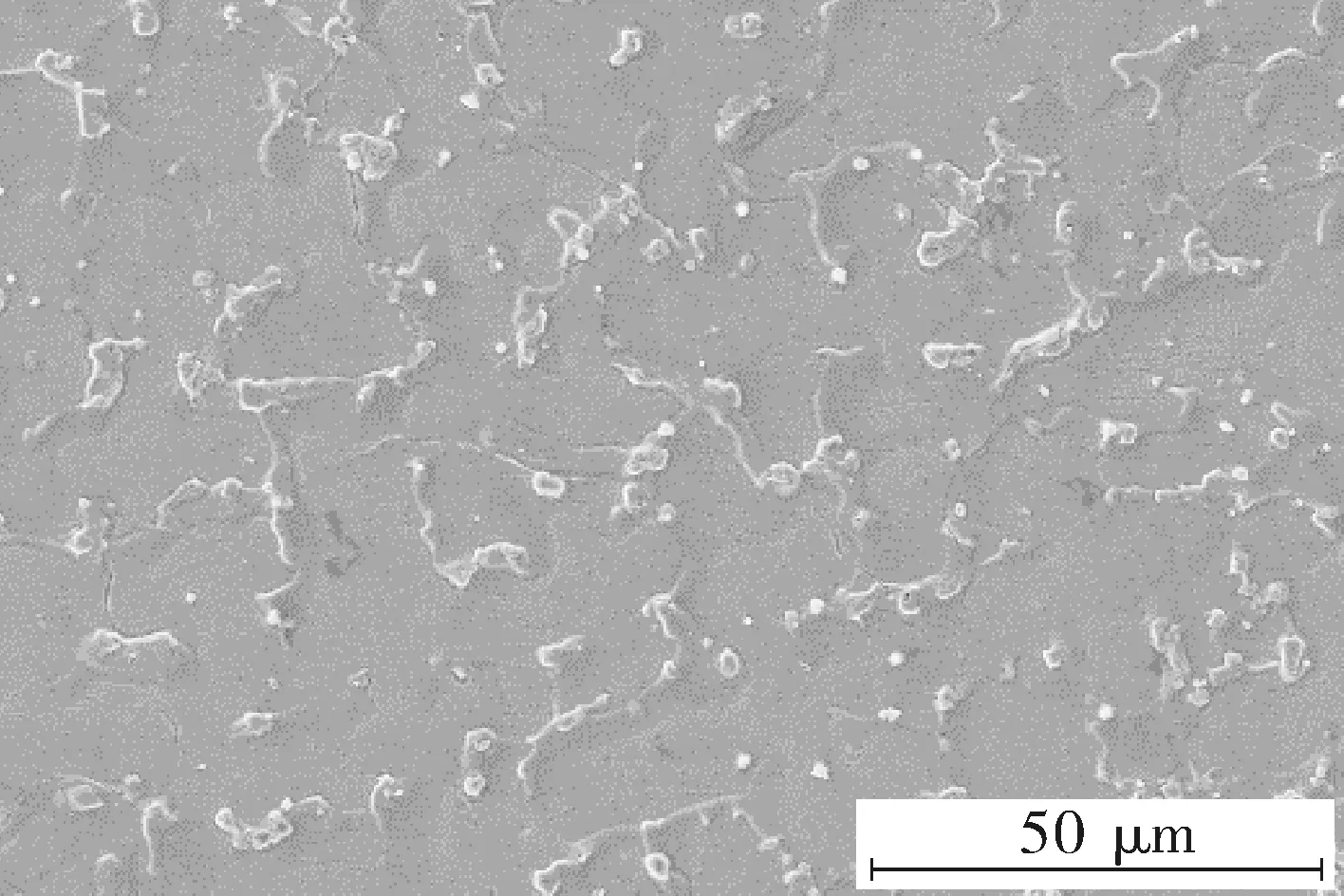
堆焊层熔敷金属SEM分析结果表明,WNi 690熔敷组织中存在大量的偏析区域和枝晶间析出相(见图5(a)(b)),析出相主要是MC 和M23C6析出物[8-10]。常规参数下的枝晶间区域的偏析区域更加连续,阻断了奥氏体晶界,使得晶界更加曲折。但是,常规参数下熔敷金属奥氏体晶界上的析出相远少于高热输入熔敷金属,因为较高的热输入促进了晶界析出相的偏析,同时可能造成奥氏体晶界的迁移,晶界也变得更加不稳定,在高温下更容易弱化,抗DDC能力降低[11]。
与Inconel 152焊条相比,WNi 690焊条熔敷金属微观组织中存在更多的枝晶间析出相,见图5(c)。析出相通常都是在凝固过程中形成的,影响不同枝晶的合并角度,促进了更多小晶粒的形成,使得附近的奥氏体晶界变得更为曲折;同时,枝晶间析出相的增加消耗了C,Cr等元素,抑制其向奥氏体晶界处的扩散,使得大角度晶界上的析出相比Inconel 152焊条也有所减少。曲折形貌和Cr元素的保留提升了奥氏体晶界的相对强度,因此其抗DDC性能得到提高。
3 结论
(1)在STF试验中,随着试验温度的提高,690熔敷金属临界应变减小,裂纹最敏感的温度区间为1 000~1 100 ℃,随后,材料的塑性一定程度的恢复,临界应变也相应提高。进口Inconel 152焊条熔敷金属最小临界应变约为4%,国产WNi 690焊条熔敷金属最小临界应变达到5%。
(2)在900~1 200 ℃温度区间内,热输入对于STF试验中熔敷金属临界应变影响较为明显。在相同的试验温度下,热输入的提高,熔敷金属的临界应变降低,裂纹敏感性提高,在1 050 ℃下,高热输入熔敷金属最小临界应变达到3%。因此,在焊接过程中,为控制DDC的出现,应尽量控制热输入。
(3)690熔敷金属晶粒取向以[001]方向为主,与Inconel 152相比,WNi 690熔敷金属晶界更加曲折,小角度晶界比例更高,同时,大量枝晶间析出相及小晶粒的存在,导致国产WNi 690熔敷层金属较Inconel 152焊条具有更低的DDC裂纹敏感性。
