船舶含油废水电化学氧化预处理研究
2020-10-22边婷婷郭晓培郭绍辉阎光绪
边婷婷,李 阳,王 储,郭晓培,刘 涛,郭绍辉,阎光绪
(中国石油大学(北京)油气污染防治北京市重点实验室,北京102249)
随着我国石油化工业的迅速发展, 石油需求量激增,石油消耗缺口越来越大。据统计,我国2018 年原油净进口量达到4.6 亿t, 较去年相比增长10.9%,石油对外依存度升至69.8%〔1〕。 原油、成品油的进出口运输主要以运输量大、运输成本低的海运为主,由此产生大量船舶含油废水(主要分为油舱压载水、洗舱水、舱底水3 类〔2〕),若不能对其进行有效处理,将会对整个石油化工行业带来非常突出的负面影响。
船舶含油废水含盐量高、 成分复杂且含有大量有毒物质,经过原油回收处理后,废水中残留的石油烃、难降解有机物等污染物浓度仍远超排放标准,需要对其进行进一步处理〔3〕。 传统的物理处理工艺以及单一厌氧或好氧工艺对船舶含油废水中难降解有机物的去除效果较差〔4〕,组合工艺又存在处理流程长、设备占地大、投资成本高等问题。 而电化学氧化技术具有清洁高效、适用性强、易于自动化管理等优势〔5〕,受到研究者广泛关注。
关于电化学氧化技术处理废水的研究可以追溯到19 世纪对于氰化物的降解,直到近20 a,随着电化学氧化技术的不断发展, 以及对污染物降解机理及动力学的深入探讨〔6〕,其才广泛应用于石化〔7〕、制药〔8〕、制革〔9〕、纺织〔10〕以及垃圾渗滤液〔11〕等工业废水的处理。 电化学氧化技术在废水处理中的应用以间接氧化最为常见, 该技术利用废水中的介质离子在阳极产生的强氧化性中间体(如活性氯)达到氧化降解污染物的目的〔12〕。 本研究采用电化学氧化法处理原油回收后的船舶含油废水,考察了极板间距、电流密度、 初始氯离子浓度对废水中氨氮、COD 去除率的影响, 并在优化条件下对比了反应前后关键指标的变化以及对有机污染物的去除情况, 以期为后续工业化研究提供理论参考。
1 实验部分
1.1 原水水质
原水样取自沿海某地区港口经原油回收处理后的船舶含油废水,其水质:pH 7.6~8.2,COD 1 380~1 450 mg/L,氨氮66.5~69.7 mg/L,总氮70.9~75.0 mg/L,氯离子1 980~2 140 mg/L,石油类46.6~49.2 mg/L,悬浮物273~296 mg/L。
1.2 实验装置与方法
1.2.1 实验装置
实验阳极选择析氯型钌系Ti/RuO2-IrO2极板,阴极为钛板,尺寸均为10 cm×10 cm×1 mm。 实验装置由直流稳压电源、电解槽、电极、磁力搅拌器等组成,如图1 所示。其中,电解槽由有机玻璃制成,有效容积为1.4 L。
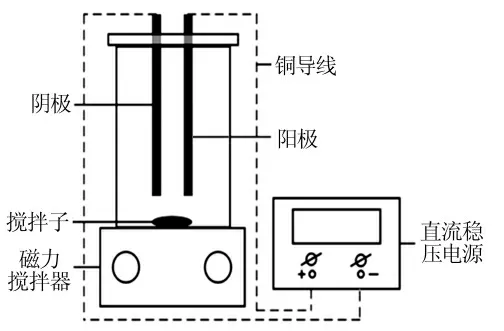
图1 反应装置示意
1.2.2 实验方法
实验前先对电极超声处理10 min, 以去除表面的沉积物,再用去离子水冲洗若干次。 实验时取1.2 L船舶含油废水置于电解槽中(电解液体积与电极表面积之比典型值在0.1 左右〔13〕),用分析纯固体氯化钠调节氯离子浓度,待电解质完全溶解后,打开电源,在室温下进行实验。 实验过程中,为了加快电解质溶解、加强传质效果并防止浓差极化现象,采用磁力搅拌器以400 r/min 转速进行搅拌。
1.3 分析方法
pH 采用上海仪电PHS-25 pH 计测定,COD、氨氮、总氮、石油类、悬浮物均采用哈希DR6000 水质分析仪测定,氯离子采用硝酸银滴定法测定。有机污染物分析采用GC-MS 技术。 采用日本岛津GCMSQP2010 Ultra 气质联用仪,色谱条件:色谱柱Rxi-5ms(30 m×0.25 mm×0.5 μm);程序升温,柱箱温度为40 ℃,以3 ℃/min 升至95 ℃,再以2 ℃/min 升至110 ℃,再以4 ℃/min 升至200 ℃,最后以10 ℃/min升至295 ℃;载气为氦气。 质谱条件:离子电源EI,接口温度280 ℃, 离子源温度230 ℃, 检测器电压960 V,扫描范围m/z 为45~600。
2 结果与讨论
2.1 反应条件优化
2.1.1 极板间距优化
电化学氧化过程中, 极板间距的选择对电子转移速率和能耗均有较大影响。 取未添加电解质的原水样,控制电流密度为20 mA/cm2,考察极板间距对氨氮、COD 去除率的影响,结果见图2。
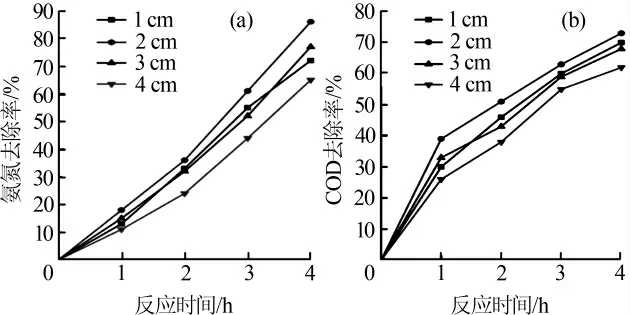
图2 极板间距对氨氮和COD 去除率的影响
理论上,极板间距越小,反应消耗能量越低,对氨氮、COD 的去除效果越好。 由图2 可知,当极板间距由4 cm 逐渐减小至2 cm 时,符合预期;但当极板间距由2 cm 降至1 cm 时,反应4 h,氨氮和COD 去除率反而分别降低了14%和3%。 这是因为极板间距过小,即使有搅拌措施,阳极表面也会发生钝化现象,同时溶液中浓差极化依然严重,导致氨氮、COD去除率反而下降〔14〕。而且极板间距过小,会影响设备的安装与除垢,不利于工业化应用。 综合考虑,极板间距取2 cm 为宜。
2.1.2 电流密度优化
电流密度决定着污染物的去除效果与电流效率,并影响着电极的使用寿命。取未添加电解质的原水样,控制极板间距为2 cm,考察电流密度对氨氮、COD 去除率的影响,结果见图3。

图3 电流密度对氨氮和COD 去除率的影响
由 图3 可 知 , 当 电 流 密 度 >10 mA/cm2时 , 氨氮、COD 去除率随电流密度的增加而显著增大。 电流密度分别为10、20、30 mA/cm2时,反应4 h,氨氮去除率分别为34%、86%、95%,COD 去除率分别为59%、73%、79%, 即当电流密度由10 mA/cm2升至20 mA/cm2时,污染物去除率提升最大,去除效率最高。这是因为低电流密度下,难降解有机物氧化不充分,容易在电极表面生成聚合物膜,使得电极活性表面减少,降低了氧化效率〔5〕;当电流密度增大时,电极的极化作用增强,电极电势增高,产生更多的强氧化性活性物质,提升了氧化效率。但同时阳极吸氧副反应、热损耗也会随着电流密度的增加而有所加大,电极使用寿命则会随着电流密度的增加而显著降低。 综合考虑,电流密度取20 mA/cm2为宜。
2.1.3 初始氯离子浓度优化
氯离子的存在不仅能增加废水电导率, 而且能在反应过程中生成强氧化性的活性氯(Cl2、HClO 以及ClO-)氧化废水中的污染物。 分别取未添加电解质的原水样以及调节至不同氯离子浓度的水样,控制极板间距为2 cm、电流密度为20 mA/cm2,考察初始氯离子浓度对氨氮、COD 去除率的影响, 结果见图4。
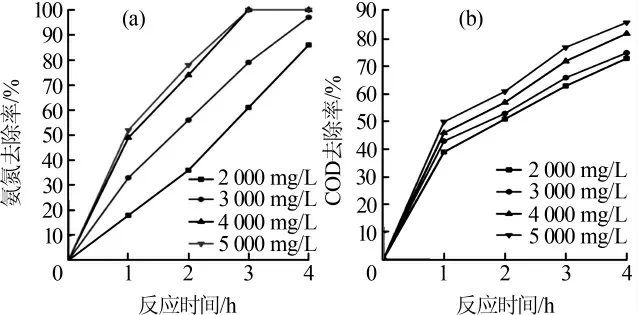
图4 氯离子浓度对氨氮和COD 去除率的影响
由图4 可知,增加氯离子的浓度,氨氮、COD 去除率均有提高。 当氯离子质量浓度增加到4 000 mg/L时,反应4 h,氨氮、COD 去除率分别达到100%、82%;继续提高氯离子浓度,COD 去除率仅增加5%左右,氨氮去除率提升不明显。 这是因为随着氯离子浓度的增加, 单位时间内产生的活性氯更多, 加快了氨氮、COD 的氧化;但是氯离子浓度过高,阳极析氯反应剧烈, 反应产生的大量氯气会逸出废水, 导致氨氮、COD 去除率提高缓慢甚至下降。 考虑到氯离子浓度越高,存在二次污染的可能性越大,后续脱氯除盐成本更高; 而且氯化钠投加量的增加会使运行成本进一步提高, 初始氯离子质量浓度控制在4 000 mg/L 较为合适。
同时发现,当氯离子质量浓度为4 000 mg/L 时,氨氮去除率在反应3 h 时即达到100%, 此时COD去除率为72%。而继续延长反应时间仅对COD 的去除有少量提升,而且也达不到相关排放限值。 因此,从节约能耗与提升反应效率考虑, 反应时间取3 h为宜。
2.2 处理前后关键指标变化
在上述优化反应条件下, 采用电化学氧化技术处理船舶含油废水, 分析处理前后废水中关键指标变化情况,结果见表1。
由表1 可知, 电化学氧化法可以同时去除废水中多种污染物。在有氯离子存在的情况下,氨氮进行活性氯的间接氧化反应生成N2以及少量NO3-,达到同时去除氨氮与总氮的目的, 其中本实验中97.6%的氨氮被彻底氧化成无害化的N2;COD 与石油类等有机污染物则主要被强氧化性的活性氯氧化成CO2,或者仅仅破坏有机污染物的分子结构后转化成小分子物质,从而降低了有机污染物浓度;悬浮物与少量石油类的去除过程则类似于气浮作用, 利用电解时阴阳极产生的微小气泡, 在上升过程中与废水中的杂质微粒、石油类黏附,浮至水面上分离去除。而且处理后氨氮、总氮、石油类、悬浮物浓度均达到船舶生活污水污染物排放限值,仅有COD 需要进一步处理。
2.3 有机污染物去除情况
在上述优化反应条件下, 采用GC-MS 技术检测船舶含油废水处理前后有机污染物的变化情况。水样预处理过程: 分别在酸性和碱性条件下采用二氯甲烷萃取2 次,恒温浓缩。 结果显示,船舶含油废水中有机污染物达100 多种,包括烷烃类、醇、酚类、芳烃类、醛、酮类、酯类、酸类等,主要污染物(具体见表2)浓度占全部污染物的85%左右。 经过电化学氧化处理后,气相色谱图中杂峰显著减少,大部分峰高也明显降低, 表明废水中难生化降解的有机污染物(如苯酚、间二甲苯等)被氧化分解为小分子有机物质或彻底矿化,大大降低了水体毒性。 其中苯酚、苯甲醛、苯丙酸、间二甲苯的去除率均达到100%,而二(6-甲基庚基)邻苯二甲酸酯的去除率仅为32.1%,说明电化学氧化对废水中不同有机物的去除能力也有所不同。
电化学氧化处理后, 出水中可生化性较好的小分子直链烷烃、酮类有机物大幅增加,同时还生成了多种原水中不存在的、生化性好的醇类等物质(具体见表3),极大地改善了废水的可生化性,为后续生化处理进一步降低COD 提供了有利条件。

表3 电化学氧化生成易生物降解有机物情况
3 结论
(1)实验结果表明,优化的反应条件:极板间距为2 cm,电流密度20 mA/cm2,初始氯离子质量浓度4 000 mg/L,反应时间3 h。 在此条件下,船舶含油废水中氨氮和COD 的去除率分别达到100%、72%。
(2)对比处理前后废水中关键指标的变化发现,电化学氧化法能够同时去除多种污染物,处理出水中的氨氮、总氮、石油类、悬浮物均达到船舶生活污水污染物排放限值,仅有COD 需要进一步处理,证明电化学氧化适合作为预处理技术处理船舶含油废水。
(3)GC-MS 检测结果表明, 废水中的难生化降解有机物(如苯酚、间二甲苯等)经过电化学氧化处理,分解生成易生化降解的小分子烷烃、醇酮类,其中苯酚、苯甲醛等物质去除率能达到100%,水质可生化性明显改善, 有利于后续生化处理进一步降低COD。
