基于PLC的操作手系统的设计
2020-10-21邢阳阳
摘 要:在现代化的工业控制中,通过伺服电机控制的操作手的运用越来越普及,为了能让教学更好的与实际衔接,设计了一种教学用的操作手系统。该设计以伺服电机控制为基础,以PLC为控制核心、传感器为检测元件、气动设备为驱动力,通过编程可以实现对操作手的精确控制进而完成工件的搬运。该系统可以用于独立学科实验,也可用于综合性的课程设计。
关键词:伺服电机;PLC;气动技术
前言
操作手和机械手类似,都是是模仿人手的部分动作,按照给定动作、轨迹实现自动抓取、搬运的自动化控制装置。随着机械手的应用不断普及,在精度、稳定性、安全性更高的要求下,通过PLC控制伺服电机的操作手,在自动化工业的生产加工方面应用越来越广泛。
一、操作手系统的组成
该系统主要针对具有一定专业知识之后的专业课学习,在系统的设计中有气动机械爪手、双杆气缸、旋转台、单杆气缸、磁性开关、稳压电源、伺服电动机、PLC各模块、按钮板、I/O转换端子、电气网孔板、各种电磁阀组成,可以完成将工件从传输线搬运到加工检测单元待料区工位,待加工检测完成后再搬运至传送线。
气动机械手:双向电磁阀控制,抓紧到位时,磁性传感器检测到位并把信号输入PLC,完成抓紧工件的动作。
双导杆气缸:双向电磁阀控制,一个信号控制手臂的伸出,一個信号控制手臂缩回。
回转台:采用伺服电机和蜗轮蜗杆结构控制,运行稳定。
单杆气缸:单向电磁阀控制,电磁阀得电,气缸杆伸出,失电之后,气缸杆缩回。
磁性传感器:检测气缸的伸缩到位情况。气缸伸缩到位之后,磁性传感器把检测到的信号传到PLC的输入端。(磁性开关的蓝线接电源负极,棕线接PLC的输入端口)。
开关电源:为系统提供电源。
I/O转接端子:把PLC的输入输出端口转接到各个传感器和按钮的接线端。
控制按钮板:控制整个系统的启动、调试、停止、复位、单机、联机等。
安装支架:用来安装各个气缸和传感器。
电气网孔板:用来安装PLC各个模块、断路器、继电器、稳压电源、I/O转换端子、扩展端子等。
二、硬件的设计
操作手主要完成工件的搬运功能,系统开始工作后,操作手手臂伸出,检测到位后,下降,检测到位之后执行夹紧,然后抬起缩回,到位之后伺服电机旋转,然后手臂伸出,下降,松开。完成物料的搬运过程,每一个动作的前提都是前一个动作到位检测之后才能执行。其中I1.0到I1.5接控制面板上的点动开关和选择开关,实现整个单元的控制;I0.0到I0.6分别接的是操作手各部位的磁性开关和限位开关,用来检测气缸伸缩和电机旋转到位情况;Q0.2到Q0.6分别接电磁阀,通过控制电磁阀得电失电进而控制气缸伸缩加紧松开;Q1.0、Q1.1分别接的控制开关上的指示灯,起提示操作的作用。I/O分配如表1,外部接线如图1.
磁性开关主要检测气缸伸缩的到位情况,有两条线,棕色的接PLC的输入端口,蓝色的接电源0V,当检测到气缸的伸缩到位后,给PLC一个输入信号。如图2所示。
限位开关有两条接线,棕色的接PLC的输入端,蓝色接电源0V,当操作手或刀具库旋转到位后,触动开关闭合,给PLC一个输入信号。如图3所示。
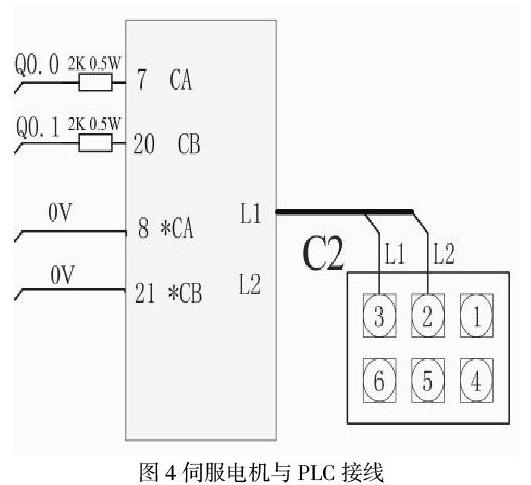
伺服电机在操作手单元中,控制机械手的旋转,旋转角度和方向主要由编写的程序实现,其与PLC的接线有两端,一端用来控制电机的方向,一端输出控制电机转动的角度。伺服电机与PLC接线如图4所示。脉冲由Q0.0输入,方向通过Q0.1控制。
伺服单元主要由触摸屏、RS485接口、电池、接线端子、接线端子、模拟控制器等组成,这里选取alpha 5 smart系列伺服,并对参数进行设置。
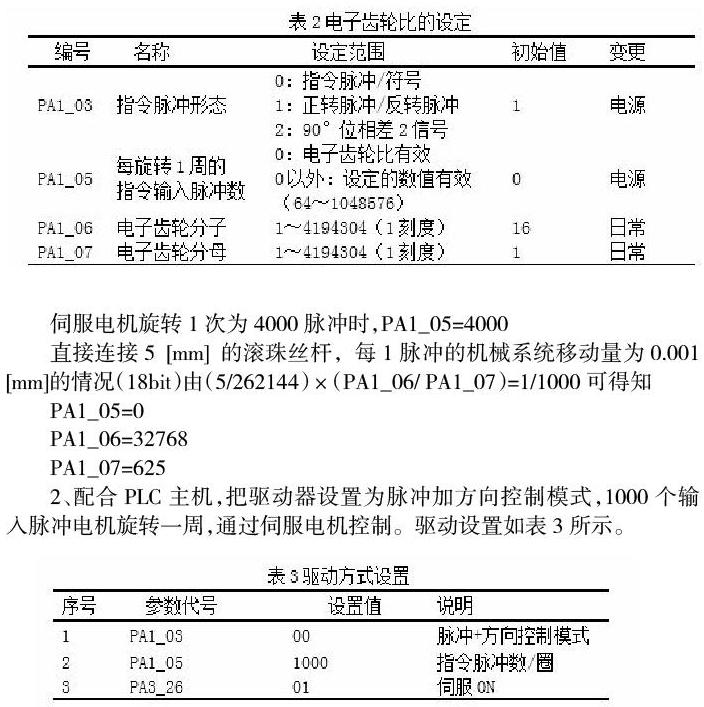
1、电子齿轮比的设定
通过正脉冲/反脉冲控制,PA1-03设置初值为1;通过脉冲数控制电机旋转的角度,所以设为电子齿轮比有效,PA1-05设置初值为0;设置如表2所示。
伺服电机旋转1次为4000脉冲时,PA1_05=4000
直接连接5[mm]的滚珠丝杆,每1脉冲的机械系统移动量为0.001[mm]的情况(18bit)由(5/262144)×(PA1_06/ PA1_07)=1/1000可得知
PA1_05=0
PA1_06=32768
PA1_07=625
2、配合PLC主机,把驱动器设置为脉冲加方向控制模式,1000个输入脉冲电机旋转一周,通过伺服电机控制。驱动设置如表3所示。
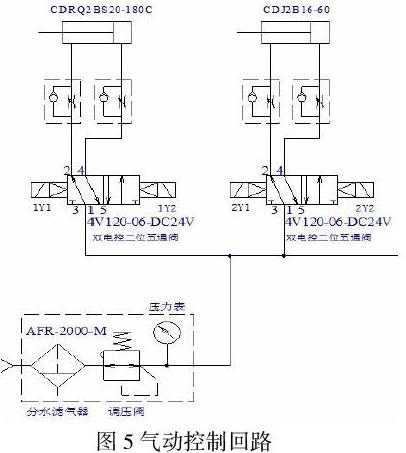
气动元件是系统的执行元件,执行的动作都是根据PLC的逻辑控制实现的。气缸使用单电控5/2通电磁阀或双电控5/2通电磁阀进行控制。电磁阀线圈接在PLC对应的输出上,通过控制电磁阀线圈的通电与失电,以此控制气缸的伸和缩。
气动控制回路接线如图5所示,气源通过水分滤气器、压力煲、手滑阀等通过气管连接到电磁阀得气源进口,再通过电磁阀得气动接头连接到各个气缸上面。1Y1、1Y2、2Y1、2Y2、都是是控制气缸的电磁阀,它们分别接入PLC相应的输出口,由PLC控制得电与否。每个气缸的前后极限位置分别安装检测伸缩到位的磁性传感器。
各单元的供气由各单元的过滤减压阀供给,额定的使用气压为600kPa,一般调至0.5MPa即可正常使用。
三、小结
设计了操作手的硬件结构,PLC与传感器,伺服电机灯的外部接线,包括伺服电机的选型及参数的设置一个完整的操作手系统,使用时可以通过单纯的编程练习,使操作手按规定的要求实现搬运动作;也可让学生拆装完成各类综合性设计。
参考文献:
[1] 邢阳阳. 基于PLC的柔性加工系统的设计与实现[D].重庆:重庆邮电大学,2017.
[2] 邢阳阳.基于PLC的机械手搬运系统的设计[J].河北农机. 2019(06), 72-73.
作者简介:
邢阳阳(1987-),女,汉族,河南,重庆邮电大学移通学院,讲师,硕士,控制工程.
