对双向拉伸聚酯薄膜横拉工艺的分析
2020-10-21郭大德马金壁
郭大德 马金壁
摘 要:采用逐次拉伸工艺,来生产BOPET(双向拉伸聚酯薄膜),是基于TDO(橫向拉伸烘箱)内对薄膜进行多项工艺步骤,如热定型以及横向拉伸等。本文对横向拉伸工艺技术进行了概述,其包括横向拉伸的特点、横拉倍数,对热定型工艺技术进行了分析,本人能力有限,希望能帮助到相关人士。
关键词:BOPET(双向拉伸聚酯薄膜);横向拉伸;热定型
工艺
引 言
横向拉伸烘箱侧面安装两条无端回转链条,将热空气做为加热介质,通过横向拉伸烘箱来加热薄膜。在TDO入口处,铗具夹住纵向拉伸的边缘,在平行预热段进行预热;横向拉伸在扩张角较大的拉伸区进行;之后在平行定型区内热处理,促使薄膜定型;最终在冷却区冷却,结束薄膜横向拉伸。
1.横向拉伸工艺技术
1.1横向拉伸的特点
使用逐次拉伸工艺来生产双向拉伸聚酯薄膜,BOPET横向拉伸具有如下特点:通过纵向拉伸的薄膜,沿着纵向,聚合物分子链的取向度较高,形成一定的结晶度;纵向拉伸薄膜存在收缩应力,当横拉温度与工艺条件发生变化时,收缩应力随之发生变化;相比于纵向拉伸间隙,横向拉升间隙较大,在拉伸区域不断增大。
1.2横拉倍数
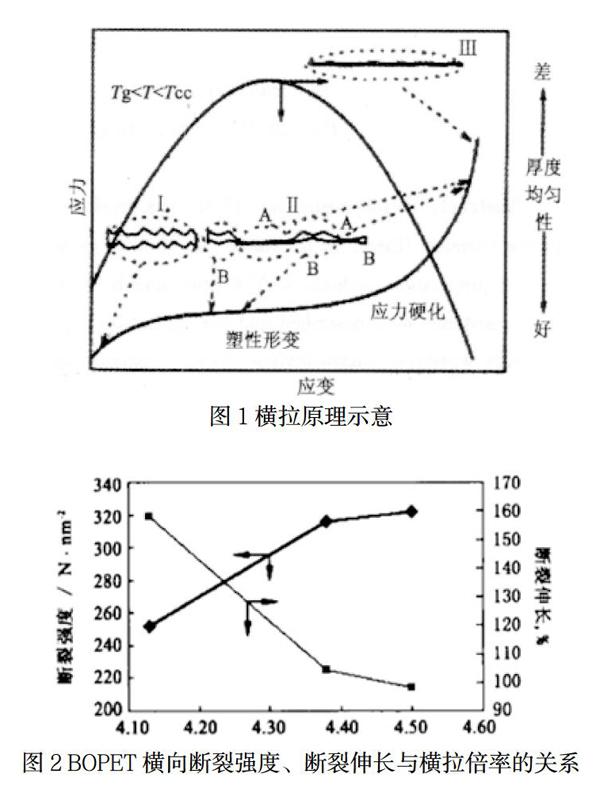
对于PET材料而言,横向与纵向拉伸倍数积一般处于10到18倍之间,若倍数积较大,极容易形成破膜。当纵向拉伸3到3.5倍之后,横向拉伸应低于3.5至5倍,拉伸倍率最小值应大于PET的自然倍率,即图1中塑性形变部分,不然横向波动变大。当横拉倍率增加时,横向断裂强度随之增大,断裂伸长与之相反,如图2所示。另外,将横向拉伸倍率适当提高,可提升薄膜的厚度均匀性,薄膜厚度对多方面使用有着较大的影响,比如后道收卷以及用户涂覆等。
2.热定型工艺技术
2.1松弛热定型
松弛热定型工艺,也就是经过横向拉伸之后,减少轨道的宽度,通过该工艺的作用,薄膜有较大的收缩与松弛,所以,在处于自由松弛状态时,收缩较少,然而,有部分解取向分子链没有成为结晶,故薄膜的模量相对较低,其断裂伸长较大。
2.2热定型工艺方式及组合
为制得低收缩、强度较高以及高模量的薄膜,可以采用松弛与张力热定型的组合方式,亦可采用松弛与定长热定型组合方式。聚酯取向包含结晶与大分子链的取向,采用松弛与张力热定型组合方式,首先通过张力热定型,促使大分子链转变至结晶取向,结晶度随之提高,热收缩率因此降低,之后通过松弛热定型,将没有固定的大分子链下解取向,以便在高温环境下,能对薄膜尺寸进行稳定。
2.3BOPET薄膜自伸长和二次热定型
对于双向拉伸聚酯薄膜,当其热收缩率小于零时,通过热处理之后,薄膜发生了伸长,具体而言,不经过拉伸力的作用,发生了伸长,将此现象称为薄膜的自伸长。热收缩现象类似于双向拉伸聚酯薄膜自伸长现象,属于PET的宏观体现。双向拉伸聚酯薄膜的取向结晶过程与自伸长现象有一定的关系,对于双向拉伸聚酯薄膜自伸长而言,基于取向的结晶生长是其主要条件。采用逐次拉伸的工艺制造BOPET,自伸长量与热定型工艺的松弛率有着较大的相关性,自伸长量越大,工艺松弛率越高。
将双向拉伸聚酯薄膜应用于电路板,在后道加工过程中,需要进行多次加热;在后续使用过程中,需多次应对环境的温升。所以,柔性电路板对双向拉伸聚酯薄膜的首要条件是:在工作以及加工条件下,保持电路板尺寸稳定。因此,在加工FPC(柔性电路板)之前,一般而言,在完全松弛的情况下,将双向拉伸聚酯薄膜进行二次热定型。其作用就是在超出使用和后道加工的温度下,在时间充裕以及完全松弛的条件下,进一步完善BOPET树脂聚集结构。在经过二次定型之后,TD与MD收缩率基本一致,相比于原收缩率,极大降低,实现尺寸稳定。
结 论
通过以上的分析可以得知,当横拉温度与工艺条件发生变化时,收缩应力随之发生变化,相比于纵向拉伸间隙,横向拉升间隙较大;当横拉倍率增加时,横向断裂强度随之增大,将横向拉伸倍率适当提高,可提升薄膜的厚度均匀性;采用不同的工艺方法定性,产生的物理性能也不同,模量与断裂强度逐次增大,热收缩也依次增大。
参考文献
[1] 唐文鹏.双向拉伸PET薄膜生产技术与发展方向[J].科技资讯,2018,16(27):93-94.
[2] 钟永均.双向拉伸聚酯薄膜生产设备及工艺的探索[J].化工管理,2018(21):122-123.
