一种在普通卧式铣床上加工长齿条的加工方法
2020-10-21刘俊
刘俊
摘 要:本文阐述了一种在普通卧式铣床上加工长齿条的加工方法及其加工装置的设计。利用专用非标铣齿挂头机构和挂轮机构纵向移距分度在普通卧式铣床上铣齿,通过改变刀具的铣削方向,选择特定的挂轮传动比的方法,实现在卧式铣床上加工长齿条。
关键词:铣齿挂头机构、分度铣齿机构、挂轮比、长齿条
1 引言
众所周知,齿条的加工通常是由专用的齿条加工机床进行加工的。在没有齿条加工专用设备的情况下,通常利用普通卧式铣床横向移动加工齿条,但因机床的横向行程有限,导致能加工齿条的最大长度也非常有限。在我们公司,利用普通设备加工齿条的最大长度为250mm,若要加工长度超过横向行程范围的齿条就非常困难。而公司研制的某医疗加速器的纵向长齿条长为1180mm。由于零件特殊,且为小批量生产,若是送到专门的齿条加工厂进行外协加工,不仅加工成本增加,而且将影响该产品的生产进度,使产品交付延期,对公司造成一定的经济损失。
2 实现长齿条自制的可行性
车间现有普通卧式铣床的纵向行程最大为1000mm,若拆除限位块,可增加到1200mm;或采用移动工件进行多次裝夹,其加工范围则可超出1200mm。如能设计出一种能改变刀具铣削方向,且操作方便、简单、可靠的加工装置,使刀具横向切削,工件纵向移动,并利用分度头分齿,通过多次装夹就能在普通卧式铣床上小批量加工长齿条。实现长齿条的自制造,从而降低成本、提高经济效益,解决现有技术存在的难题。
3 加工装置的设計
3.1 装置原理
利用分别安装在驱动轴和铣轴上的斜齿轮啮合传动带动铣轴从动,使铣齿刀的切削方向转向90度,实现铣齿刀的横向切削。根据齿条的齿距选择适当的传动比,配备相应挂轮,使分度盘每旋转一固定刻度值,机床工作台就移动一个齿距,实现在卧式铣床上加工长齿条。
3.2 装置的组成
该加工装置由铣齿挂头机构和挂轮纵向移距分度铣齿机构组成,铣齿挂头机构由夹具体、驱动轴、铣轴、齿轮铣刀、斜齿轮构成,夹具通过本身的燕尾槽安装在机床上,并用锁紧拉杆固定锁紧;铣轴和驱动轴装在夹具上,齿轮铣刀装在铣轴上,铣轴通过斜齿轮与驱动轴相连;挂轮纵向移距分度铣齿机构由铣床工作台、分度头、纵向丝杆、主动齿轮、传动齿轮和从动齿轮构成,分度头装在铣床工作台上,并与主动齿轮相连接,主动齿轮与传动齿轮啮合,传动齿轮与从动齿轮啮合,从动齿轮装在纵向丝杆上,纵向丝杆装在铣床工作台中。
3.3装置特点
该装置的特点在于利用分别安装在驱动轴和铣轴上的斜齿轮啮合传动带动铣轴从动,实现铣齿刀的切削方向转向90度。根据齿条的齿距选择适当的传动比,配备相应挂轮,使分度盘每旋转一固定刻度值,机床工作台就移动一个齿距,实现在卧式铣床上加工长齿条的装置。当加工的齿条齿距改变时,只需更换齿轮铣刀7,并更换主动齿轮13、传动齿轮12和从动齿轮16,改变其传动比即可。
4 加工实例
在普通卧式铣床X62W上加工某外协产品上的纵向长齿条,齿条长为1180mm,m=2。
4.1 铣齿挂头机构装置的安装
将铣轴9和驱动轴3分别用衬套10、垫圈6和螺母5安装在夹具体2上;然后将铣齿挂头机构通过夹具体2本身的燕尾槽安装在机床上,并用锁紧拉杆1固定锁紧。这样铣轴9通过斜齿轮4与驱动轴3相连,且铣轴9与驱动轴3已互呈90度,驱动轴3连接电动机;再利用键8、垫圈6和螺母5将齿轮铣刀7固定在铣轴9上。工作时,驱动轴3在电动机的驱动下转动,并通过斜齿轮4的啮合传动使铣轴9转动,且切削方向改变90°,铣轴9的转动带动齿轮铣刀7旋转,从而完成铣齿过程。
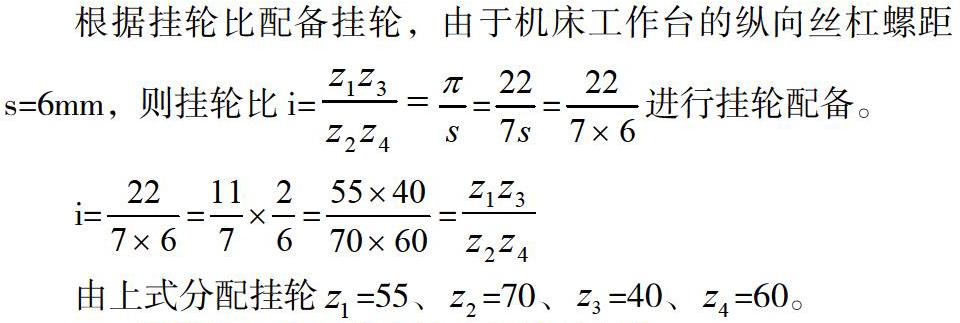
4.2 挂轮的配备
4.3 挂轮纵向移距分度铣齿机构的安装
按照配备的挂轮进行挂轮纵向移距分度铣齿机构的安装。将分度头15安装在铣床工作台11上,并与主动齿轮13相连接,主动齿轮13与传动齿轮12啮合,传动齿轮12与从动齿轮16啮合,从动齿轮16装在纵向丝杆17上,纵向丝杆17装在铣床工作台11中。把待加工工件装夹于工作台11上。当转动分度头15的分度头摇柄14时,主动齿轮13转动,通过齿轮啮合使传动齿轮12转动,从动齿轮16通过与传动齿轮12的啮合随之从动;当从动齿轮16转动时,纵向丝杆17随之转动,从而带动铣床工作台11移动,分度盘每次转动2圈为一个齿距。
4.4 实现长齿条的加工
将零件毛坯经过粗加工后进行齿条的铣切加工,当把铣齿挂头机构和挂轮纵向移距分度铣齿机构按上述要求配备并安装完毕后,把待加工的长齿条毛坯通过打表将其固定安装在机床工作台11上,启动机床主轴,铣齿刀7开始转动,摇下升降手柄到适当位置进行试切对刀,当对刀完毕后将升降手柄固定不动,开始铣切齿形。当铣完一齿后,分度头摇柄14就转动2圈,工件移动一个齿距,然后再进行下一齿的铣切,直至铣切到工艺要求的尺寸1180mm。
5 结束语
由于采用了此方法及其加工装置,我们实现了加工长齿条的自制造。利用该加工装置直接在普通卧式铣床上加工长齿条,不但操作方便、简单、可靠,而且降低了生产成本,能自主控制生产进度,避免因外协加工的产品交付延期而影响整个生产进度,从根本上解决了公司因外协无法按时交付产品的难题。同时,本装置还具有一定的通用性,当要加工其他尺寸的长齿条时,只需根据齿条的模数m更换铣齿刀7,改变挂轮机构的传动比,配备并更换主动齿轮13、传动齿轮12和从动齿轮16即可。
参考文献
[1] 《铣工实践》侯慧人、陈钰才、张忠孝、张益芳编著,1979年8月出版,科学出版社。
[2] 《机械加工工艺手册》孟少农主编,1998年3月出版,机械工业出版社。