控制压力管道焊接质量的有效措施要点构架
2020-10-21李廷凯赵文龙冷传彬
李廷凯 赵文龙 冷传彬
摘 要:本文在针对控制压力管道焊接质量控制相关问题进行分析时,与实际产品进行结合,将该产品作为研究对象。在这一基础上,从焊接坡口、装配、焊接之前的准备工作等角度出发,对其进行分析,能够提高压力管道的整体利用率。
关键词:控制;压力管道;焊接质量;有效措施
引言:
近年来随着科学技术的迅猛发展,促使科学技术的发展势头越来越迅猛,各种不同类型的材料被广泛应用到实践中。因此,控制压力管道的整体焊接质量对压力容器具有重要的影响和作用。因此控制焊接质量成为压力管道制造质量保证的关键。
一、产品相关概况分析
一般情况下,如果是以一种正常的状态对压力管道进行焊接的时候,大多数情况下,都会直接用手工电弧焊对其进行焊接操作。但是在具体操作过程中,由于这种方式在实际应用过程中需要几台设备相互运作才能够实现,同时这些设备的直径以及厚度都比较大。所以针对这一现象,在施工过程中,有部分施工人员会选择利用手工电弧焊的方式进行焊接。这种焊接方式不仅焊接效率比较低,而且很难保证最终的焊接质量。所以在综合了这几种焊接方式之后,确定了利用埋弧自动焊接的方式,这种焊接方式在具体操作过程中,不仅能够从根本上提高焊接效率,而且还能够保证焊接的整体质量。
二、焊接坡口方面
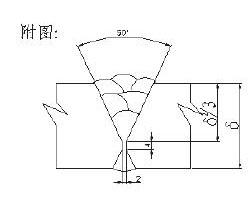
笔者通过大量的调查及分析可知,在过去的发展中,使用频率最高的非V字型坡口莫属。在实际操作用选择此种坡口,首先要通过手工焊接针对基层开展焊接工作,然后再逐步过渡到过渡层以及覆盖层。一线焊工工在开展基层焊接工作时,可以选择手工焊接,但要注意的是,在落实焊接工作时,因为焊接自身质量不能得到应有的保证,因此在开展焊接活动时,通常会发生一些特殊情况,导致操作人员无法准确区分基层与复层。如果在焊接途中遭遇此类问题,再加上焊工的心里紧张,极易出现失误将处于基层的某些钢焊条错误焊接至复层当中的压力管道内,如此一来,就可能造成焊缝自身产生大量的马氏体组织,严重时还会引发多种焊缝缺陷问题,例如裂纹。基于上文提及的这一现象,在落实焊接工作时,为从根本确保钢板自身原有的各项性能可以获得有效的发挥,焊工要尽量降低返回修改的频率与实际次数,实现焊接质量及效率的有效提升。通过笔者的分析可知,在实际的操作中,可以适当对坡口形式做出改变。在具体的改变中,要严格遵循相关的规范与标准,保证坡口形式及尺寸都与相关要求相吻合。通过上述方式的有机利用,可以在实际的焊接中发挥相关优势。第一焊工可以精准得知过渡层的实际位置,基层同复层间的界限也会变得更加清楚,在基层区域的自动焊接中,焊工不必考虑焊丝在焊接时是否会接触到复层。如此一来,不仅可以从根本上接触焊工长久以来背负的心理负担,让其在焊接时轻松自如,还能从根本上促进焊接质量及效率的稳步提升。第二,通过此种方式能有效避免复层区域发生夹渣以及分层情况。从距离上来说,复层边缘区域同焊缝中区域间的实际距离较远,因此在实际的焊接中,为确保热循环功能的有效发挥,当焊工接触及处理最高峰温度时,要对它做出科学有效的控制,让它持续降低。对温度进行控制后,就能在焊工落实焊接任务时避免焊接区域接受高温,拉低由于高温发生膨胀的实际概率,与此同时,还可以降低复层发生张口及夹渣问题的概率。
三、装配及焊接前准备工作
焊工在落实压力管道相关焊接工作时,要综合考虑现场的实际情况,确保装配时针对性的有效发挥,此外还要提前做好相关的准备工作。在实际的焊接中,要以点焊及焊缝焊接质量与效率保证为宗旨。同时,在落实定位点焊接工作时,通常都会在基层区域展开焊接工作,常规使用的焊条有两类,一类属于点焊焊条。另一类属于电焊焊点,无论采用何种形式,都要避免裂纹与气孔的出现。如果因为操作失误出现了裂纹或是气孔,就要马上采取相关针对性措施加以解决,以打磨干净为基本原则,将其从原位置转移到新的点焊位置中。此外,在实际的点焊工作落实中,要清楚遗留在复层上的所有颗粒,确保其干净系数符合相关要求。
四、容器复合板焊接的具体实施顺序以及具体技术要求
在压力容器焊接工作的具体落实中,要选择针对性措施来控制焊接质量,在该环节中相关人员必须认识并理解施工顺序与施工工艺的现实价值。在实际的焊接中,要结合实际焊接环境,根据预先拟定的焊接方案展开操作,确保焊接质量及效率符合相关要求。还要根据具体情况,选择合适的机器,确保实际的焊接效率及质量。一般来说,在首次焊接之前,要把坡口与两侧中遗留的杂质做出处理,焊接环境满足相关要求后才可以开始焊接。同时,当首层焊接活动顺利完成之后,要立马对焊渣做出处理,打扫干净,然后再落实第二层焊接工作。此外,在落实二层焊接任务时,要待首层焊道温度完全降下来以后才能进行二层焊接工作。这样可以避免复层实际温度偏高造成金属自身裂纹以及分层情况的发生。这样一来,不仅可以从根本上确保焊接实际效果,还可以确保焊接厚度符合相关规定,与此同时还可以有效彰显焊接后复合板表现出的防腐蚀特性。此外,当二层焊接活动顺利完成之后,筒内侧中的某些焊层已经顺利完成焊接了,所以在此时要及时制定清理措施,将遗留的杂质清理干净。这样一来不仅可以从根本上确保焊缝的表面不发生裂纹、气泡等现象,而且还能够保证整个焊接质量。最后只有经过检查合格之后,才能够将这一焊接作业应用到实践当中。除此之外,在具体操作过程中,还需要根据实际要求对焊缝的复层进行100%的PT检测。在检测过程中,如果发现其中仍然存在一些问题时,可以利用机械的方式对其进打磨处理。如果在实际返回修改的过程中,可以结合实际情况,在有需要的情况下,可以对其进行着色检测。
五、结束语
综上所述,控制压力管道在实际焊接过程中,虽然在焊接工艺上的要求比较多,同时也比较复杂。但是在实践中以规定标准的技术及流程要求为指导,展开焊接活动,同样会收获较好的焊接实效。在实际的焊接中,必须重点关注坡口形式确定及改变,与此同时还要严格把控焊工资质,坚持持证上岗,确保整个焊接工作的实用性及有效性。此外,还要重点关注过渡层与复层相关焊接工作的開展,选择极具针对性的方案及措施严格管理焊接质量,促进焊接成品质量的稳步提升。
参考文献:
[1]高建华.控制压力管道焊接质量控制[J].化工管理,2018(02):2-3
[2]马海军.压力管道焊接质量控制的探讨[J].现代焊接,2018(12):12-14
[3]刘政军.管道焊接及质量控制[J].化学工业,2015(02):9-22
