机器视觉的研究及应用发展趋势
2020-10-21何新宇赵时璐赵天宇
何新宇,赵时璐,张 震,赵天宇
(1.沈阳大学机械工程学院,辽宁 沈阳 110000;2.华晨宝马汽车有限公司,辽宁 沈阳 110000)
1 引言
智能化产业已逐步进入到我们的生活中,随着人们对于生活产品质量要求的提高,智能工厂也逐步走入到工业化企业之中。我国制造实业现还处于发展战略阶段,使用机器视觉技术是我国生产制造业快速向智能化产业转化的一个有效途径。对于工业化产业而言,充分利用机器视觉较强的现场适应能力,达到高效率和高精度的检测结果;再对机器视觉使用进行检测成本预测,若使用机器视觉技术成本小于人工成本,则技术实施可行;如若成本高于人工成本,则需重新对技术实施计划进行改善控制成本;因此,如何准确利用机器视觉技术对于我国工业制造实业来说意义非凡。
机器视觉的主要功能是替代人在一些比较危险或者人眼视觉难以观测的工作环境下进行检测的技术[1]。这项技术不仅快速实现了生产产品高效率、高精度的生产节奏,同时保证了操作者的人身安全,是一项不可多得的智能化技术。但一套完整的机器视觉系统是比较复杂的,不仅包含图像采集、图像处理、数字模拟技术、智能判断等软件技术,同时还需电光源照明、机械控制稳定及执行等硬件控制;那么,如何准确的设计出一款严谨性好、精确度高的视觉产品来实现人们对于工业化产品高技术要求,是我们当下仍需努力研究的。
2 机器视觉研究
2.1 机器视觉基本结构研究
机器视觉是由多个领域交叉结合出来的新型技术,涉及光学成像原理、人工智能、图像处理以及仿生科学等等科学。文献[2]可知我们工业化生产中所使用的机器视觉,主要是由相机、光源、镜头、图像采集卡、图像处理的软件、PLC、输出系统等组成。虽然选择一个机器视觉的子系统是比较简单的,但搭建一个通用性好的整体机器视觉系统是比较困难的的,这需涉及多方面的子系统的选择。
2.1.1 相机
目前应用于智能化视觉系统中的相机一般是:嵌入式系统与机器视觉系统相结合的工业相机。常见的工业相机根据图像传感器模式可分为CCD、CMOS 两种。CCD 芯片是典型的固体成像,这种图像模式是集光电的转换形成电荷并储存,如图1(a)所示。后在驱动脉冲推动下不断转移并放大输出信号,形成输出图像;CMOS 芯片是具有动态成像特点的图像传感器,CMOS 芯片是将图像信号读取电路、图像放大信号器、转换器以及控制器合于一体并集在一块芯片上的图像传感器,不仅具有良好的集成性、高传输性,还具有局部区域访问并编程算法的优点,如图1(b)所示。
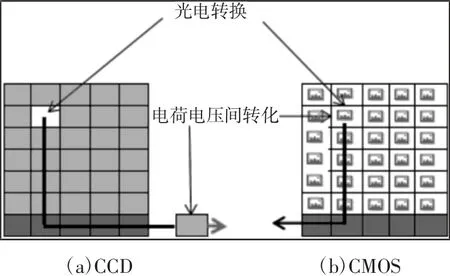
图1 相机类型Fig.1 Camera Type
CCD 相机需将存储信息进行同步信号控制后进行转移,转移信息及输出读取信息需要有三组不同的电源及时钟控制电路同时辅助输出,整个过程比较麻烦。而CMOS 相机经过光电转换后,可直接输出信号,过程比较简单,价钱相对来说比较低廉,在工业生产中应用比较广泛。
2.1.2 镜头
机器视觉中镜头的主要作用就是调制光束,将所得的图像定像在图像传感器上,镜头的选择将直接影响整个机器视觉系统,所以合理的选择镜头型号,设计出安装位置是机器视觉系统硬件部分的重要环节[3]。但由不同的工业环境制造出来的镜头也有很大的差别,因此价格也具有很大差距。
工业视觉中对于镜头的选择,主要取决于镜头的焦距、光圈值、景深及分辨率。选取镜头时,首先我们要确定相机类型及传感器尺寸,还需确定拍摄距离后利用式(1)及式(2)辅助来计算焦距确定镜头的选择。

式中:f—焦距;WD—工作距离;PMAG—镜头放大倍数;Hi—相机传感器靶面尺寸;Ho—视野高度。
常用的CCD 相机芯片尺寸,如表1 所示。

表1 相机芯片尺寸Tab.1 Camera Chip Size
2.1.3 照明
对机器视觉来说,照明目的是使观测者可忽略那些不需要的信息,使某一被测特征点变得明显。为更好达到目的,需考虑现场环境情况、周围是否存在反光体,光源与被测物体之间的关系等,最终在确认光源是否选取时还需考虑的一个因素就是光谱。把光谱的特性有效的利用在视觉系统中,尽可能的做到突出特征点以确保整个系统亮度。
光源类型有很多种,如自然光、白炽灯、荧光灯、LED 等等,在视觉系统中常选用稳定性强、寿命长的LED 光源,通常将LED按照光源外形进行分类,如表2 所示。不同的视觉系统,需要的光源也是有差异性的,由于光源的种类多样性,在机器视觉系统的研究设计中,还需考虑光源与被测物之间的关系后方可对光源进行选择。

表2 LED 光源对比Tab.2 Comparison of LED Light Sources
文献[4]提出选择合适的光源后,不仅需要合理利用照明光谱以及照明的方向性,来设计视觉系统,同时需对整个视觉系统的使用寿命考虑,这样设计出来的机器视觉系统能清晰的反应出被测物的特征,还能有效控制整个视觉系统的耐久性。
2.1.4 图像采集
图像采集主要是对被测物进行图像信号采集,并将这种信号转换成数据文件保存在电脑上的一个过程。而在机器视觉系统中,采集的图像是否合格,影响元素会有多种,如镜头的选择、照明情况、相机的选择、检测位置等。如文献[5-6]中指出为了有效的进行边缘的采集,需对已采集到的灰度图像进行二值化处理,即将收集到的灰度图像分解成灰度值极大的两张图像后需进行填充处理,最后进行边缘提取,利用对被测物体的边缘提取与被测物体背景进行分离,凸显被测边缘,有效进行图像采取。
2.2 机器视觉工作原理
机器视觉系统一般会根据检测的内容、形式、检测项大小而改变其内部结构,但总体上基本是大同小异。机器视觉一般是以图像信号中的高度、面积、位置等为特征点,根据事先在软件算法中所设定的合格范围进行对比,判别是否合格后再以目视化图像的形式显示出的一个过程[7],如图3 所示。
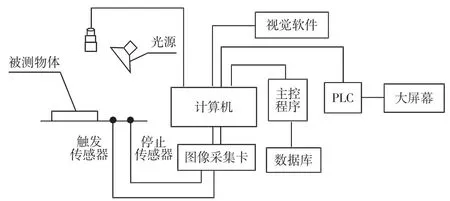
图2 机器视觉工作原理图Fig.2 The Principle Diagram of the Machine Vision
随着被测物在输送带传送,到达摄像机的位置,视觉系统利用固定位置开始进行检测,通过照明系统即光源(该光源为可调节式光源,可调节光源亮度、角度及光源位置的高度),照射被测物体使其达到亮度,再利用触发图像采集的光电传感器自动进行触发,计算机通过主控程序连接的信息数据库得到图像,计算机将所得图像信号转换为数字信号,获得检测结果,并进行分析。将所得结果利用数字I/O 传送到PLC 中,控制器将所得结果通过现场总线接口传送到执行机构,执行机构将以目视化结果呈现在屏幕上,最终完成检测的这一效果。
3 机器视觉现状
3.1 机器视觉在汽车领域的应用
在汽车生产线中,利用延时拍摄方法对车身特定位置进行拍摄测量,通过以太网的方式传输给数据库进行统计分析,并及时将所得问题数据与报警同步进行展示[8]。基于机器视觉检测车身特定位置缺陷的实现,能够有效的记录、分析实时生产问题,快速对问题进行判断,具有可扩展性,对多个车型均可适用。但此设备在初期具有一次性投资较大,测量数据大等缺点,而且对于工作精度要求很高。
系统在线检测,如图3 所示。此系统是基于机器视觉对车身下底盘胶堵检测,使用白炽灯光源照射底面,工业相机拍摄下底盘全面位置,根据拍摄图片进行二值化分类后,相应算法对被测物的判定位置进行检测,最终输出判定结果。

图3 机器视觉在车身下底盘的检测应用Fig.3 Application of Machine Vision in Detection of Underbody Ch.
此系统的应用前期需采集大量的图片数据进行验证算法,费时费力。但若视觉系统稳定进行运行,将可以在同一时间段对同一车辆的不同位置的缝隙、平整度进行分析,确保生产车辆的一致性,消除人工检测误差,适用于大批量生产的质量控制。
3.2 机器视觉对薄膜厚度的检测
生活中,随处可见物品上有一层光亮的物品,那是生产过程中为了某一项性能而进行的镀膜,但均匀的薄膜厚度主要由三方面决定:自身的工艺设备,薄膜厚度传感器以及螺栓位置的控制。随着生产量的加大,收到调节螺栓控制的方法已无法满足生产需求。为此基于机器视觉系统进行螺栓定位控制系统应用,在不同螺栓位置处进行标记,在实际测量过程中不断跟新位置追踪,确定螺栓可适应位置,以达到准确螺栓位置检测,实现控制剖面均匀薄膜生产,如图4 所示。

图4 机器视觉薄膜生产中应用Fig.4 Application of Machine Vision in Film Production
4 机器视觉关键技术发展趋势
研究过程中发现在输入端采集到很清晰的图像,就人眼可以很清晰辨别,但利用机器视觉技术识别过程中还需考虑以下的几个问题:
(1)外界因素。外界光源的稳定性、物体本体的颜色和形状、相机与物体之间的角度及位置等,任何一方的变动都会对图像的采集产生很大的影响。
(2)数据量。无论是彩色图像还是灰度图像,均会输出大量的信息,软件中只需在储存卡内运行我们需要的信息;而硬件上需选择较大转换存储空间,采集到的信息能快速与标准数据库进行对比,实现类似于人眼的一个机器视觉系统。
(3)图像的多重含义。一张二维图,可能是由不同的两张三维图像投影出来,机器视觉很难分辨还原出原型,如何快速、准确的判定目标,提高图像的分辨处理的速度是我们目前亟须解决的问题[9]。
近几年,机器视觉技术虽然有了一些发展,但是目前的发展过程中还是存在了一些问题,未来的主要研究重点应在下面几部分开展:(1)硬件的合理选择。使用精密度高的硬件可以有效的提高整个机器视觉系统的精密性,但存在某些特殊性能的产品,需要精度限定在某一范围内,只有合理的选择硬件才能有效的发挥出该机器视觉系统的最大优势。(2)软件的研究。软件的设计是整个机器视觉系统核心技术,软件的精确研究能高效的调动机械部分的配合并能够减小硬件的磨损。(3)模块化建设。将整个机器视觉系统的运行进行单元模块化分类,这样能大大的提高整个机器视觉系统的设计进程,同时各单元出现的问题也可快速得到解决。
5 结语
伴随着电子计算机以及半导体技术的快速发展,机器视觉也需不断更新系统的程序。机器视觉虽然发展才短短几十年,但发展的速度却很惊人,由最开始一些简单的视觉应用已经向复杂的识别、自动检测等方面发展。这里对机器视觉的基本结构、关键技术、生产生活中应用和发展趋势做了介绍,并预测机器视觉技术将成为科学技术上最具发展力的检测技术之一。