稀土钢板材厂连铸二冷风机振动处理
2020-10-20张鹏飞邵晓斌
张鹏飞 邵晓斌
摘要:本文针对包钢稀土钢板材厂连铸二冷风机振动异常,通过频谱分析技术及有关振动诊断理论得出对于刚度低的挠性支撑设备,具有多个共振影响区,通过控制每个影响区振速值分阶段,分配重面解決风机转子平衡问题。
关键词:风机;多共振区;挠性支撑;动平衡
1概述
连铸二次冷却指的是连铸炼钢过程中,在结晶器出口到拉矫机的长度区间内对铸坯进行的强制均匀冷却,这个区间称二次冷却区。稀土钢板材厂炼钢作业部二冷区域有8台工艺离心风机,因风机导流介质蒸汽中含有氧化铁皮粉末,高温状态下氧化铁皮粉末容易粘结在风机叶道中,一旦停机后风机因杂质粘附的不均匀造成转子严重不平衡,导致风机起车困难。
2风机故障诊断
2.1风机故障现象及诊断。板材厂连铸二冷风机自2016年投产运行,因风机为产线工艺重要风机,因此纳入A类设备,定期受控监测,2016年下半年开始发现风机振动逐渐上升。
风机采用300kW,额定电压10000V高压电机驱动,风机转子为悬臂结构,电机与风机总成安装在软基础之上,且风机机体坐落在软基础之上。运行几年之后风机叶轮结垢非常严重,现场风机振动异常,风机运行在45Hz,897r/min时,状态差的风机振速值可达30mm/s,严重超标,通过频谱及相位分析转子严重不平衡是引起风机振动的主导因素,不得不在定修期间停机处理。因没有备机,连铸为稀土钢板材厂关键产线,一般定修时间在12h左右,因现场空间狭小,吊装非常困难,无法在12h内更换风机叶轮,只能现场通过人孔盘车清理转子积垢,然后采用现场动平衡技术处理风机叶轮平衡问题。
3风机故障处理
风机叶轮直径2m,叶轮宽度700mm,宽径比0.35>0.2,风机叶轮除做静平衡外还应做动平衡。
2016年-2017年间因叶轮轻度磨损,清理频次较高,积垢每次比较好清理,叶轮清理干净后,每次现场动平衡仅是一次单面动平衡即可解决振动问题。
2018年因风机连续运行3年,现场蒸汽较大,锈蚀导致结构刚度下降,叶轮积垢非常严重,每次叶轮清理耗时耗力,不能完全清理干净,且清理不均匀,风机叶轮严重不平衡。
3.1试重质量的选择。因二冷风机电机、风机本体、风机机壳坐落在挠性基础上,整个系统刚度极低,存在多个固有频率,分别为基础固有频率、电机+基础这个子系统的固有频率,风机+基础这个子系统的固有频率,机壳固有频率等,风机从0r/min-900r/min的过程中会在3.3HZ,10Hz,10Hz+3.3Hz,风机振速值超过10mm/s,在这些频率附近出现共振导致采集数据紊乱。
对于这样结构的转子,共振区较多,每次配重过程试重质量必须控制在一定范围内,500r/min试重质量300g左右,700r/min试重质量120g~180g左右,900r/min试重质量80g~120g,因为这样的试重量能引起振动值或相位20%仪式上的变化,且不会影响风机起车过程共振造成数据紊乱。
3.2平衡面的选择。因风机起车过程需要做多次动平衡,单独选在一个平衡面,会造成本次结果对上次干扰,因此试重后及时分析,发现存在干扰时更换配重平面。
3.3动平衡过程。风机在低速盘车过程明显质量分布不均匀,风机因基础刚性低,有些严重不平衡的风机转子在200r/min时整个机体严重抖动,无法起车。标记好叶片编号之后,多次盘车,随机停靠最下面次数最多的叶片位置为偏重位置,通过多次盘车质量配置,每一个叶轮可随机停止时,风机起车。运行至500r/min时,在此基础上做一次单面动平衡,必须保证此时风机振动<0.5mm/s,500r/min时风机振动超过1mm/s,风机起至600r/min时振动急速升高,会导致再次振动异常数据紊乱,过完600r/min振动值开始回落,升至700r/min再做一次动平衡,保证此时振动值<5mm/s,风机可运行在800r/min时振动不会超过 10mm/s,再次升速在900r/min,在这个转速下再做动平衡保证设备良好运行。
3.4影响系数的计算。风机现场动平衡采用的原理为影响系数法,所谓影响系数就是单位配重质量对系统的影响量。其中主要因素为滞后角的计算,滞后角是转子产生最大相应后通过轴承座传递到传感器中,传感器捕捉到信号与转子产生相应之间的相位差,同类型设备相位差在旋转方向一致,相位传感器与振动传感器之间位置固定的情况下,滞后角度基本不变,因此考虑二冷风机多次做动平衡,积累了相关数据,减少了起车次数。
对于动平衡偏差较大的转子至少需要做3次双面动平衡,也考虑高压电机汽车次数问题我们分别记录了同类型转子在固定转速下的影响系数,在500r/min,700r/min,900r/min这几个转速下做单面平衡,若单面平衡没效果,再考虑更换平衡面。
经过多次的尝试,每次都能通过动平衡解决风机振动问题。
4在线动平衡技术一次加重法的研究
风机一次加重,解决动平衡问题的关键是得试重质量对风机的影响,即求出风机的影响系数。下面以本台风机的平衡过程计算出本台风机或与之类似风机的影响系数。
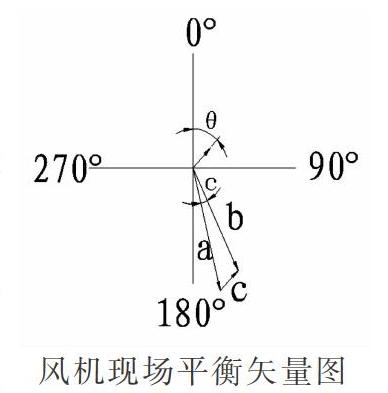
设:原始振动为a=19,相位166°
试重后的振动为b=21,相位154°,试重后的振动为原始不平衡与试重质量不平衡的合力。
c为试重在系统的影响产生的矢量,a与b间的夹角为c=166-154=12°,根据余弦定理c2=a2+b2-2abcosc求出c,c即试重质量112g在平衡系统中产生的影响为4.6,可求出19的量值需要442g质量去平衡原始振动产生的影响,因此加重质量已确定。
再次应用余弦定理可求出θ角,θ角与试重角192之间的差值为滞后角,即实际加重角滞后系统不平衡的相位。
计算出滞后角之后,配重位置即原始相位的180度位置,再减去滞后角。
对于同类设备可积累大量的设备影响系数,得出设备影响系数后,下次同类设备现场动平衡过程可直接应用影响系数得出加重位置即质量,可实现一次加重解决旋转设备现场平衡问题。
5结束语
二冷风机风机基础为挠性基础,基础固有频率非常低,极易与其他部件组合形成新的固有频率。风机在动平衡过程中必须在固有频率较远的转速范围内做动平衡,且每次必须通过配重,将振动值控制在一定范围内,才能保证起车过程通过下一个共振区。
本文通过总结包钢稀土钢连铸二冷风机振动故障处理工艺,为分析此类故障诊断检修提供了依据,有助于同类设备故障消缺。
参考文献:
[1]杨国安.《旋转机械故障诊断实用技术》. 北京: 中国石化出版社, 2012.
[2]黄志坚.《机械设备振动故障检测与诊断》.北京:化工出版社.2010.
(作者单位:内蒙古包钢(集团)电气有限公司)
