陶瓷大板成型工艺及其装备应用分析
2020-10-20曹飞

摘 要:随着目前陶瓷市场出现的大板热潮,涌现出了一批新结构的陶瓷大板工艺装备,本文针对市场上的主流成型工艺及其装备进行介绍分析。介绍了其成型原理及其装備结构特点,并对主流的成型工艺和成型装备进行对比分析,探讨陶瓷大板装备未来的技术发展方向。
关键词:陶瓷大板;成型工艺;成型装备;干压成型;辊压成型
1 引 言
自2016年意大利博洛尼亚陶瓷卫浴展(CERSAIE)上,大规格产品成为展会的焦点开始,陶瓷大板逐渐成为各大陶瓷企业竞相追逐的热点。根据GB/T23266-2009的规定,陶瓷板是指厚度不大于6mm、表面积不小于1.62m2的瓷砖产品。陶瓷大板由于规格大、拼缝少,更能体现大空间的整体感和统一性,呈现出大气磅薄的感官效果,被广泛运用在机场、酒店、高铁站、地铁站等大型的商业空间,并且在橱柜、家居等行业也有广泛的用武之地。
陶瓷大板的出现,满足了陶瓷企业差异化创新的需求,有助于企业彰显实力、提升企业竞争力及产品利润空间,各大知名陶瓷企业都争相推出自己的陶瓷大板产品,由此引发了大板热潮,进而推动了大板成型工艺及其成型装备的升级换代。
2 陶瓷大板成型工艺分类
陶瓷砖坯的成型过程就是将分散的粉料或者浆料转变为具有一定几何形状和强度的块状坯体的过程,目前主流的陶瓷砖坯成型工艺可分为干法成型和湿法成型两类。
干法成型将造粒制备的团粒,送入压制设备的压制区域,在压机施加的外压力作用下,团粒产生移动、变形、粉碎而逐渐靠拢,所含的气体同时被挤压排出,形成具有一定形状和强度的块状坯体。干法成型过程中陶瓷粉末以粉料的形式存在,其粉料含水量一般在6%~9%之间。
湿法成型采用挤出成形机将含水量19 %~ 22 %的泥料挤出成形,挤出的毛坯再经过多次压延成型达到要求厚度。对挤出成形机的要求是挤出阻力小 ,挤出的坯体致密度高,断面受力均匀,减少坯体局部应力。采用湿法成型的坯料在压延过程中易产生粘辊、微裂纹等缺陷,成型后的泥板在传送带上会因为局部的应力而开裂[1]。
目前湿法成型技术还不成熟,应用上有诸多难点,国内以干法成型工艺为主流。本文将围绕干法成型的几种工艺方法和相关装备进行探讨分析。
3 干法成型工艺及其装备介绍
干法成型可分为平板冲压成型和连续辊压成型两种方式。平板冲压成型作为传统的成型工艺又可细分为皮带干压成型、无模框干压成型和模具干压成型三种。下面对这几种成型工艺及其装备的结构和原理进行介绍。
3.1平板冲压成型方式
平板冲压成型作为传统的陶瓷砖坯成型方式,经过陶企数十年的发展运用,其可靠性已被实践证明,成熟度毋庸置疑,自然也成为各大企业在研发大板装备时首选的研发方向。目前,以意大利西斯特姆(SYSTEM)、西蒂贝恩特(SITI B&T)为代表的西方生产厂家和以科达、恒力泰为代表的国内生产厂家都开发了采用平板冲压成型方式的陶瓷大板压制装备,但是在具体的结构原理上又各有特点。
3.1.1皮带干压成型工艺及其装备
西斯特姆LAMGEA系列压机采用皮带干压成型方式。皮带干压成型一改传统的布料车平板布料推砖、模具压制成型结构,采用双带无边框布料平台和皮带式顶压成形技术。压机机架由数量不等的中间开有矩形孔的钢板串联而成,用皮带和上皮带上粘接的三角形挡料带取代常规陶瓷压机使用的布料车和模框,在压机上下各有一条循环皮带。下皮带穿过压机压制底板,围绕机架下端循环;上皮带穿过上压制板,围绕机架上端循环。生产时在下皮带上布设陶瓷粉料,粉料输送到达压制区域时上下皮带暂停循环,矩形油缸推动压制底板上行,粉料在两条皮带间压制成型,成型后的陶瓷素坯随下皮带前行移出压机区域,同时下一块陶瓷粉料进入压制区域开始下一次压制循环。
从2000年西斯特姆公司LAMGEA 15000大板技术首次在德国慕尼黑的Ceramitec国际陶瓷工业展览展出算起,经过20年的发展,其技术已经趋于成熟,先后推出了LAMGEA22000、33000、44000、50000等系列超大吨位压机,生产的最大规格砖坯宽度可达1600mm ,长度达5600mm,厚度可在3~30mm 之间调整,压制次数可达最高3次/分钟,单机日产能最高达19000 m2。截止2019年底,其在全球已经有44条生产线。国内诺贝尔、新明珠、金牌、唯美等陶企均采购了该装备投入使用。
3.1.2无模框干压成型工艺及其装备
无模框干压成型工艺的特点在于对传统的压制模具进行了创新,采用围护板或挡料带取代传统压机使用的浮动模框结构,使用皮带布料,与采用传统模具结构的压机相比省去了填料装置和取砖装置。填料和取砖均由布料皮带完成。其代表机型有西蒂贝恩特SUPERA压机和科达洁能的KD33000压机。
西蒂贝恩特SUPERA压机框架为中空矩形板,框架无预应力,SUPERA独创的油缸同步压制系统保证了产品的高质量,其优点体现在:产品厚度均匀、表面平整,压力分布均匀。SUPERA设计了一套围护板系统取代传统压机的模框,在陶瓷粉料的前后左右各设置有一可移动的围护板。陶瓷粉料由布料皮带输送到压制区域,在压机动梁下压触及粉料的同时,前后围护板下降,左右围护板向中间相向移动框住粉料,从而保证砖坯边缘的成型效果。
SUPERA系列大板压机拥有最高达到48000吨的压力,能够生产超大面积的陶瓷大板,最大生产规格为1600mm×4800mm,适应5~25mm厚度瓷砖的生产要求。日产能力平均9500m2,最高13000 m2,其产量取决于瓷砖厚度、面积和种类。从公开的资料了解到运用西蒂贝恩特的SUPERA压机的陶瓷厂家目前只有西班牙卡斯特利翁IDYLIUM工厂,该工厂是西蒂贝恩特为全球客户展示最先进大板生产技术的示范性生产线。
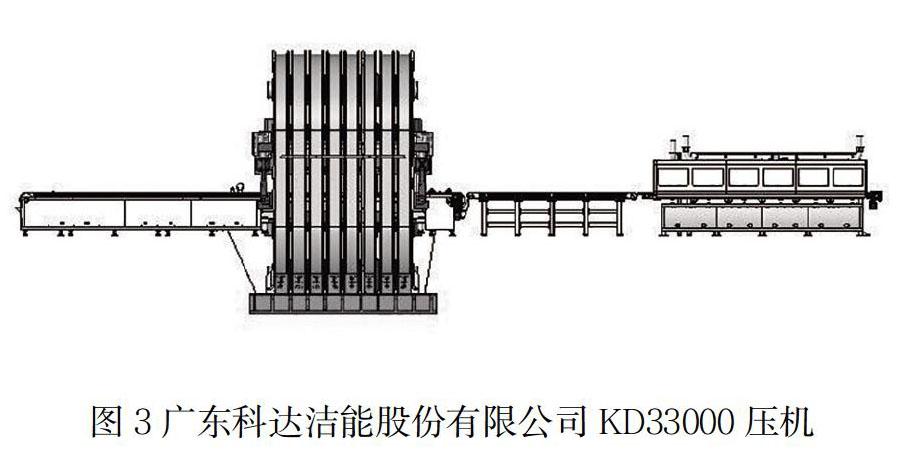
科达洁能即将正式投入市场的3.3万吨超大吨位压机KD33000也是一款采用无模框干压成型工艺的大板压机,其最大可压制板材规格可达到1800 mm×3200mm,厚度为5mm~30mm。
KD33000压机在结构上结合了传统平板压机和西斯特姆LAMGEA系列压机的结构优点。压机框架采用缠绕式八板框组合结构主框架,单片板框采用了当下成熟的预应力钢丝缠绕技术,具有极高的抗疲劳强度和超强的承载能力。压制油缸采用方形油缸,不同于LAMGEA的下顶技术,压制油缸仍然位于粉料上方。布料平台采用皮带无边框布料结构,该平台运用与科达2006年推出的的MODULO6800压机布料系统和西斯特姆LAMGEA系列的双带无边框布料平台类似的技术,使用与LAMGEA类似的皮带结构,但有别于LAMGEA布料平台的采用的双层皮带结构,KD33000只使用一层皮带,避免了两层皮带夹料的缺陷,使用起来更省心省力。生产时,陶瓷粉料由布料皮带输送至压机压制区域后,方形油缸推动动梁和上模芯下行压制粉料。在上模芯四周粘有采用非金属材料制作的三角形挡料带,下压时挡料带框住粉料四周,从而提高砖坯边缘的成型效果。砖坯压制成型后随布料皮带前行而送出压制区域,进入下一工序。
3.1.3模具干压成型工艺及其装备
恒力泰HT36000作为全球首台采用冲压成型的3万吨以上超大吨位压机,使用传统的模具干压成型技术,采用缠绕式多板框机架、方形油缸、模腔成型的工艺路线,模具干压成型装备的工艺适应性增强,压制效率和砖坯质量更易得到保证,并且粉料损耗减少,后期维护费用少。HT36000可压制最大规格为 1600 mm×3600mm,厚度在 5~25 mm范围的陶瓷大板。恒力泰HT36000于2019年7月在蒙娜丽莎集团广东佛山西樵生产基地正式上线运行,顺利压制出1600mm×3600mm超大规格板砖,优等品率保持在90%以上。在生产产量方面,通过在蒙娜丽莎的试验,可以做到1.5次/分钟的压制速度,能够满足超过10000平方米/天的单线产量。
3.2连续辊压成型工艺及其装备
不同于传统的平板压制成型的方式,连续辊压成型对陶瓷砖坯成型工艺进行了颠覆式创新,采用双钢带连续成型系统。压机压制区域为上下对置的一对圆柱形压制辊筒,下辊筒位置固定,绕中心轴转动;上辊筒由一对液压油缸驱动往下对粉料施加压力。采用钢带布料,在下牵引钢带上布设陶瓷粉料,钢带转动将厚度一致的陶瓷粉料送入压制辊之间,在液压力的作用下,粉料在辊筒之间承受压制辊的挤压力而成型。粉料左右两侧各有一条挡边带,用来提高砖坯左右边缘的成型效果。但是压制成型后砖坯左右边缘仍需切边处理,切边量一般在2~5cm。
意大利萨克米公司是第一次将连续辊压这种成型工艺运用到陶瓷大板制造装备上的企业,萨克米Continua+系列压机采用辊压成型工艺,生产砖坯宽度最宽1600mm,长度不受限,厚度为3~20mm,该生产线前进速度约7m/min,日产量高达14000m2。目前国外已有50余条采用萨克米Continua+技术的大板生产线,但出于对国内技术封锁的目的,至2019年该设备才开始销往国内。国内目前投入生产的仅有顺成陶瓷集团和祥达陶瓷集团两家企业,顺成岩板智能生产线是国内引进的首条意大利萨克米无限长连续成型大板岩板智能生产线。
萨克米Continua+见于市场最早可追溯到2015年,而其第一代预压机PCR系列压机则更早,其开发时间始于2002年左右。但是这种先进的成型工艺装备对我国实行技术封锁,不销往国内。直到科达洁能公司Extenller1600连续成型陶瓷辊压机的成功开发,该项封锁才被完全打破。
Extenller1600是在国外对中国严厉封锁辊压机技术的情况下,由笔者主持研发的新一代陶瓷压砖机,成功打破了国外的技术封锁,为国内陶企生产提供先进的装备技術支持。
Extenller1600主要技术参数如下:
⑴ 最大压制力 2800kN;
⑵ 最大砖坯宽度 1600mm;
⑶ 砖坯厚度 3~20mm;
⑷ 传送带最大速度 6m/min;
⑸ 装机功率 50kW;
⑹ 主机重量 35t
Extenller1600的成型压力为450kg/m2,产品的成型宽度1000mm~1600mm,最小长度是400mm,厚度为3~20mm。该生产线前进速度最大6m/min,日产量高达12000m2。可短时间内实现砖坯长度、宽度和厚度切换。Extenller1600没有模具,可以通过调节挡边带的距离来轻松实现砖坯宽度规格切换。通过后续的砖坯切割,砖坯长度理论上为任意长度,但是一般设备根据砖坯切割后长度最短400mm设计。而通过调节压制辊高度,则可在3~20mm范围内方便地调节砖坯厚度。
4 陶瓷大板成型工艺及其装备应用分析
皮带干压成型、无模框干压成型、模具干压成型以及连续辊压成型这几种成型装备在国内外陶瓷砖行业都有具体应用,但是其在原理和装备结构上各有优缺点。
西斯特姆LAMGEA系列压机创新地采用了皮带干压无模具成型方式,第一次成功的将皮带布料方式运用到了陶瓷压机领域。无边框布料平台的成功运用解决了大板布料的平整度以及装饰效果的问题,这种布料方式更加适合大板对布料的高要求。同时,LAMGEA系列压机也是第一次使用方形油缸的陶瓷压机。虽然方形油缸在制造成本上远远高于圆形油缸,但是其在大规格砖坯压制均匀度上的优势还是显而易见的。方形油缸在压制时压力分布均匀,能够均匀的将液压力传递到矩形砖坯表面,从而保证砖坯厚度均匀、表面平整。皮带布料系统则可以更好的保证粉料布设的均匀性,与方形油缸结合则更能保证砖坯致密度的一致性。LAMGEA、KD33000和HT36000这三款压机都不约而同的采用了方形油缸结构。与这三款压机不同,SUPERA的压制系统则采用了三个圆形油缸结构,这种结构有助于降低制造成本,但是其液压控制系统复杂,同时液压力的传递需要依靠动梁来进行均匀化分配,砖坯所受的压力均匀性相比方形油缸就差很多,致密度也会出现明显差异。另外三油缸结构也增大了故障概率,任意一个出现问题就无法正常压制,影响压机使用体验。
SUPERA的可移动的围护板结构是其产品的一个重要特色,围护板所起的作用与传统压机的模框类似,但是相比模框更加灵活,并能轻松实现砖坯宽度规格的小范围调整。这个围护板系统可以保证砖坯边缘的成型效果,同时也允许该装备实现更快地排气,由此可以加快整个压制过程。
KD33000也是一款采用无模框成型工艺的大板压机,与SUPERA的不同在于在上模芯四周使用非金属材料三角形挡料带。三角形挡料带的作用类似于模框,但是运用更加灵活,只需要更改挡料带的位置即可实现压制砖坯规格的变换。挡料带相比SUPERA的移动围板对粉料输送带的损伤更低,有利于延长输送带的使用寿命。但是这个优势是以牺牲挡料带的寿命换取的。在压制砖坯的时候,挡料带承受和砖坯相同的压力,挡料带的寿命将会比传统模框短得多。挡料带的另外一个缺点是砖坯边缘的成型效果会比模框差很多,切边量在80mm左右,粉料损耗较大,超过辊压成型的废料率。
LAMGEA系列、SUPERA系列和KD33000压机都采用了无模框成型方式,省却了一部分模具费用,并实现了砖坯厚度自由切换。但是也存在一些缺点,主要体现在以下几点:
(1)压出来的坯体的边缘松散。由于没有了模框,压制后坯体边缘成型压力不足,需在线切边处理,随着砖坯厚度的增加切边尺寸越大,造成粉料浪费越多。
(2)皮带成本高昂。皮带在运行中受较大拉力,容易跑偏。皮带承受与砖坯相同的压制力,输送粉料皮带两侧的防护挡条受压制力容易损坏,正常情况连续工作,使用寿命在1个月左右。
(3)砖坯良品率低于传统模具干压成型工艺。方形油缸行程小,导向性差,对压机压力精度,活塞动作控制要求高,容易出现裂砖、分层、厚差、尺差不达标等缺陷。
(4)粉尘清理困难。粉料输送和压制过程中,粉尘容易进入皮带下面,需要停机拆卸后才能清理,清理时间长,影响生产的连续性。
HT36000压机采用模具干压成型,在砖坯尺寸和厚薄偏差控制上具备天然的优势,平面精度和可靠性更高。其压制的砖坯在切割性能、致密度和通体效果等方面,也表现极为优异。但是,HT36000压机继承了传统模具的优点的同时,也放大了模具模框结构的缺点。生产1600mm×3600mm的砖坯所使用的模具,其模具造价相当高昂,并且模具重量约为60吨,制造、安装、运输均相当困难。采用型腔填料的布料方式,布好的粉料平整度也难以保证,顶砖取砖也是其难点所在。
连续辊压成型作为一种创新性的成型工艺,具有低功耗、低噪音、低污染、高效率和高度的柔性化生产等特点,可生产更大规格的陶瓷板,长度方向尺寸在理论上可以无穷大,更加适合于陶瓷大板的批量化生产。生产1600mm宽的砖坯的辊压成型压机,其整机重量在35吨左右,与其余几款规格相当的陶瓷压机动辄几百吨的整机重量相比,辊压成型压机在制造、运输、安装等方面都具有无可比拟的优势。另外,辊压成型生产线对设备安装基础没有其他机型那样的高要求,无需深挖地基或者铺设大量的钢筋,生产过程中设备振动和噪音都极小,生坯切割产生的废料低于3%,具有噪音低,使用成本低的特点。
连续辊压成型压机的优势还体现的砖坯生产工艺的革新上。平板冲压成型陶瓷压机在生产陶瓷砖时一般需要经历低压加压、排气、最终压制、保压几个阶段,根据粉料和对砖坯品质要求不同,可能需要几次低压加压和排气过程。在这个过程中,压制动梁需要空程升降几次。动梁每一次升降都需要的大量的液压油,所以能量消耗较大。大功率的液压泵站噪声大,压制过程中粉料往外喷射,对环境造成污染,工人工作环境恶劣。而辊压成型压机在调节好压制辊高度后,主油缸只需要向下施加足夠的压力,没有空程损耗,没有粉料喷射现象。泵站不用频繁启停,节约能源。[2]与生产砖坯最大规格1800 mm×3200mm 的KD33000装机功率285kW相比,可生产1600mm×3200mm的Continua+或者Extenller1600其装机功率仅为50 kW左右,可节省大量的电耗和液压油。整条生产线综合节能约80%,能够有效降低生产成本,具有低功耗、低污染的特点。
在砖坯规格上,连续辊压成型压机由于没有了传统压机所使用的模具的限制,而是设计了可自由调节的挡边带来提高砖坯边缘的成型效果。挡边带的距离调节轻松便捷,通过调节挡边带距离就可以改变压制砖坯的宽度,还可以通过后续的砖坯切割来生产不同规格的砖坯。而砖坯厚度则可通过调节压制辊高度,轻松的在3~20mm范围内自由地调节。对比其它设备采用模具或者粘接挡料带这种固定规格的方式,辊压成型在砖坯规格切换上具有很高的灵活性,具有高度的柔性化生产的特点。
5 结 语
可见,无论是西斯特姆的LAMGEA系列压机、西蒂贝恩特的SUPERA系列压机,还是恒力泰HT36000、科达KD33000压机,虽然在压制系统或布料结构上了进行了部分创新,但是在成型方式上仍然属于传统的平板冲压成型的范畴。意大利萨克米Continua+系列压机和Extenller1600大板辊压成型系统则采用了全新的辊压成型方式,其在成型工艺上有原理性的突破,是具有颠覆性创新的产品。
通过前文的分析可见,连续辊压成型系统具有设备重量轻、低功耗、低噪音、低污染、高效率和高度柔性化的特点,并且其制造难度明显降低,安装运输方便,在降低使用成本和减小对环境的影响方面均优于其它工艺装备。相信连续辊压成型压机这种具有颠覆性创新的新一代陶瓷砖坯成型装备,将会是未来陶瓷大板装备技术的主流发展方向。
参考文献
[1] 周健儿,汪永清,朱礼华,胡海泉.湿法辊压成型泥料的成型性能影响因素探讨[J].中国陶瓷工业,2009,16(3).
[2] 李绍勇,曹飞,梁飞峰.Extenller1600大板辊压成型系统的结构和工作原理[J]. 佛山陶瓷,2019,05.
