全纤维素复合材料的制备及性能研究
2020-10-20陈峰陈超韩万里
陈峰 陈超 韩万里

摘 要:生物复合材料以其优异的可降解性和丰富的原料来源,正引起人们的广泛关注。本文研究了一种全纤维素复合材料的制备方法及其组成结构与力学性能之间的关系。这里首先利用乙酰化化学改性和超声物理分离相结合的方法制备得到了不同乙酰化程度的纳米纤维素作为力学增强填料,然后与塑化的醋酸纤维素母体通过热混方式制备出全醋酸纤维素复合材料。经研究发现,当乙酰化反应时间为5min时,纳米纤维素的乙酰化取代度为0.3左右,结晶度为68.5%,此时纳米纤维素在保证与醋酸纤维素母体有良好的界面相容性的同时又较好地保留了其晶体结构,因此制备得到的全纤维素复合材料的抗拉强度和杨氏模量分别可达到36.9MPa和2.9GPa,展示了广阔的市场应用前景。
关键词:全纤维素复合材料;乙酰化;热混;抗拉强度;杨氏模量
近十年来,由于生物材料的降解性、可再生性和取之不尽等优点,生物复合材料取代传统塑料的相关研究受到了广泛的关注[1-5]。纤维素及其衍生物作为地球上最丰富、最取之不尽的原料,被认为是理想的生物基高分子材料,未来能够满足产业界日益增长的对生态友好型环保生物材料的需求。在工业上,醋酸纤维素(CDA)作为主要的纤维素衍生物,已广泛应用于纺织、包装、卷烟滤嘴等产业[6-8]。然而,作为一种生物可降解的塑料材料,还需要进一步提高其力学性能以满足工业需求。
目前传统的提高力学性能的思路是加入各种力学增强填料,如玻璃纤维、碳纤维和无机填料颗粒等[9-12],然而这些填充物大多是不可降解材料,这就削弱了CDA作为一种完全可生物降解塑料的应用价值。近年来已有文献报道了一种通过部分溶解的方法制备全纤维素复合材料的相关研究[13],该复合材料的母体为溶解后析出的纤维素,增强纤维为部分溶解或非溶解的纖维素。由于母体和填料均由纤维素组成,所以该复合材料具有良好的界面相容性、较高的力学性能和生物降解性。然而,此方法只限于纤维素,并且限制于通过部分溶解的方法制备全纤维素薄膜,不具备热塑性,不适合在工业中通过热加工制备生物塑料产品。为了解决现有技术缺陷与不足,本文研究了一种全纤维素复合材料及其制备方法,作为力学增强填料的纤维素将部分乙酰化改性,然后与塑化的醋酸纤维素通过热混方式制备出全醋酸纤维素复合材料。由于母体和填料在表面均具有乙酰基,且具有相似的化学结构,因而加入部分乙酰化纤维素可以促进醋酸纤维素母体和乙酰化纤维素纤维之间的界面相容性提高,最终提高复合材料的力学性能。
一、实验部分
(一)试剂与仪器
微晶纤维素,购自Sigma-Aldrich公司;乙酸酐(分析纯),购自Sigma-Aldrich公司;碘(分析纯),购自国药集团化学试剂有限公司;醋酸纤维素(CDA,分析纯),购自国药集团化学试剂有限公司;增塑剂,购自梯希爱(上海)化成工业发展有限公司,其他试剂均为分析纯,购自国药集团化学试剂有限公司,使用前未做进一步处理。
UH750超声波处理器,频率20—25kHz,输出功率750W,上海欧河机械设备有限公司;GJD-B12K高速机械搅拌机,青岛恒泰达机电设备有限公司;Rheomix600混合器,德国Haake技术有限公司;FIN-90B注塑成型机,浙江申达机械制造公司;SU8010场发射扫描电镜,日本日立公司;470FT-IR傅里叶变换红外光谱仪,赛默飞世尔科技(中国)有限公司;DX-2600X-射线粉末衍射仪,丹东方圆仪器公司;JH-20KN高频电机万能试验机,上海简友仪器设备公司。
(二)实验过程
1.半结晶乙酰化生物纤维素的制备
将纤维素6g、乙酸酐20mL、碘0.2g分别加入圆底烧瓶,反应温度设为100℃,分别搅拌5、10、20min。反应后,分别用乙醇和水清洗混合物,样品分别标记为AC5、AC10和AC20,在60℃烘箱内干燥24h。将AC5、AC10和AC20分别在50mL丙酮中搅拌一天。然后用频率为20-25kHz,输出功率为750W的超声波处理器对纤维素悬浊液进行超声波处理,以分离出乙酰化纤维素,整个过程在冰浴中进行。最后,所制备的悬浮液通过离心分离后在60℃烘箱内烘干备用。
2.全醋酸纤维素复合材料的制备
将70wt%的CDA和30wt%的增塑剂在高速机械搅拌机中搅拌2min后,在70℃烘箱内干燥12h。然后将增塑过的CDA和上述乙酰化纤维素按照4∶1的质量分数在Haake混合器中热混,桶内温度、螺杆速度和混合时间分别设定为200℃、60rpm和10min。接着在80℃烘箱内干燥24h后,将增塑的CDA、CDA/纤维素和CDA/AC通过注塑方式制备拉伸测试用的全醋酸纤维素塑料长条。
二、结果与讨论
本文研究了一种全纤维素复合材料及其制备方法,作为力学增强填料的纤维素将部分乙酰化改性,然后与塑化的醋酸纤维素通过热混方式制备出全醋酸纤维素复合材料。由于母体和填料在表面均具有乙酰基,且具有相似的化学结构,因而加入部分乙酰化纤维素可以促进醋酸纤维素母体和乙酰化纤维素之间界面相容性的提高,最终提高复合材料的力学性能。由于此种纤维素复合材料的力学性能主要取决于所添加的纤维素的乙酰化取代度、晶体结构、形貌结构等等,这里就需要首先研究碘催化制备乙酰化纤维素的时间对纤维素的乙酰化取代度和纤维素本身的结晶度的影响。
(一)乙酰化纤维素的结构表征
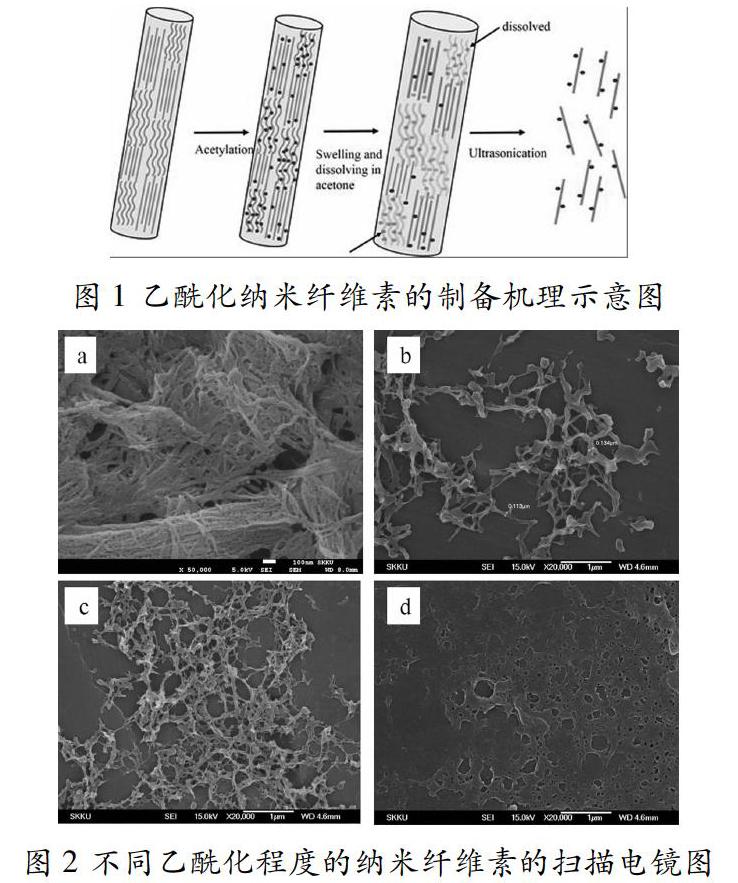
从晶体结构看,纤维素主要由不定形相和晶相构成。不定形相由于氢键作用较弱而较为容易化学改性和物理分离;而晶相区氢键作用较强,在经过化学改性和超声分离之后仍可保留下来。于是这里首先将商业纤维素纤维在碘催化剂的作用下直接在醋酸酐中乙酰化,纤维素中的非晶相区更容易被乙酰化,而纳米晶相结构被保留。最后,在丙酮超声分离过程中,乙酰化的非晶相区可在丙酮中溶解,表面部分乙酰化的纳米纤维素晶体则在超声中从纤维素母体中分离出来,悬浮在丙酮中,不发生聚集,从而制得乙酰化纳米纤维素,如图1所示。接着对不同乙酰化程度的纤维素进行扫描电镜观察后发现,如图2(a)为未经处理的纤维素由大量更细小的纤维素须通过内外氢键层层叠加构成,结构复杂。通过比较图2(b)、(c)、(d)发现,经过10min乙酰化处理的纳米纤维素形貌最佳,直径约为10—30nm,构成了网状结构,此种结构有利于纳米纤维素的均匀分散,不容易团聚。反应时间过短,则纤维素乙酰化程度较低,不利于分子间氢键的断裂,因而分离出的纳米纤维素量较少;反应时间过长,纤维素乙酰化程度较高,则纳米纤维素的形貌彻底消失。
其中(a)为纯纤维素,(b)、(c)、(d)分别为乙酰化5、10、20min后经过超声分离的纳米纤维素。
接着又对不同乙酰化程度的纳米纤维素进行红外光谱表征后发现,如图3所示,随着乙酰化反应时间的延长,1754cm-1处出现了乙酰基的特征峰,而3322cm-1处羟基特征峰的强度则逐渐降低,这就表明纤维素的羟基被乙酰基成功取代。为了进一步确定乙酰化的取代度DS,这里又采用化学滴定法进行了定性分析。由图4可见,随着乙酰化反应时间的增加,DS逐渐增加,当反应时间低于10min时,纤维素的乙酰化取代度低于1.0,结合扫描电镜的表征结果,纤维素仍可以保持一定的纤维形貌和结晶度;当反应时间超过20min后,DS保持在2.7左右不再改变,说明纤维素的羟基基团几乎已经全被乙酰基取代,纤维素形貌和原有晶体结构也基本消失。
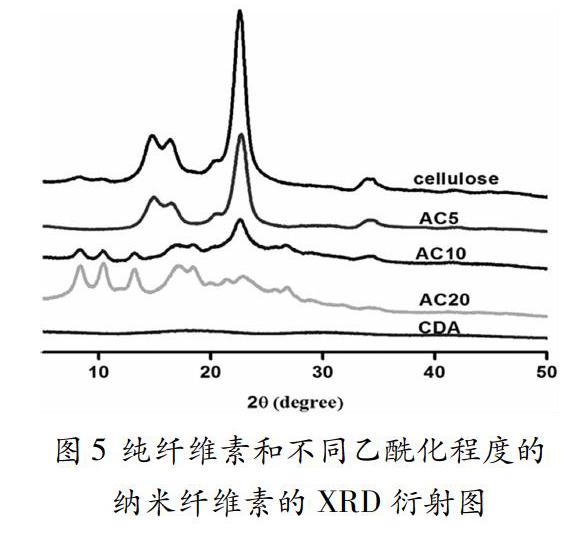
这里又采用XRD分析方法对乙酰化纤维素的晶体结构和结晶度进行了评价。图5分别为纯纤维素、AC5、AC10、AC20、以及商用CDA的衍射图。为了测定纤维素的结晶度,这里采用西格尔经验法计算了纤维素中结晶纤维素的含量。在图5中,未经改性的纯纤维素显示了一系列原生纤维素(纤维素I)的典型特征衍射峰,2θ角14.8°、16.6°、22.3°和34.4°分别对应于110、101、002和040晶面。AC5的衍射图谱与未改性纤维素相似,结晶度从72.8%降低到68.5%,在此改性条件下,纤维素纤维的原始结构得以保留。这一结果表明,该改性方法中醋酸酐一开始很容易与纤维素最表层的羟基反应。当反应时间为10min时,纤维素的晶面特征衍射峰强度大幅下降,结晶度降到55.7%,这表明纤维素更深层的羟基与醋酸酐进行了反应,乙酰基对羟基的取代导致分子间氢键断裂和纤维素结晶度的降低。此外,AC10的衍射图在5.0°到15.0°之间出现了一系列新的衍射峰,这是半结晶乙酰化衍生物纤维素的特征峰,这表明了乙酰化过程中无序结构的生成。当反应时间达到20min时,纤维素的晶面特征衍射峰几乎全部消失,同时5.0°到15.0°之间的新衍射峰变得更清晰和更强,这就意味着原生纤维素结构彻底转化为半晶状的结构。商业CDA的XRD谱图与AC20相比整体呈弥散分布,这是由于商业CDA一般是通过水解完全取代三乙酸纤维素来获得,从而呈现完全的不定形态。
(二)全纤维素复合材料的力学性能研究
为了确定乙酰化纤维素纤维在CDA上的增强能力,在相同载荷水平(20wt%)的CDA中加入纯纤维素纤维和不同的AC。图6(a)和(b)显示了塑化CDA和塑化CDA与纯纤维素、AC5、AC10、AC20共混的拉伸强度和杨氏模量。由图中可见,塑化CDA的拉伸强度和杨氏模量分别为20.5MPa和15GPa。由于基质和纤维之间的负载转移,CDA/纤维素的抗拉强度增加了28%,杨氏模量也比增塑CDA增加了30%。对于CDA/AC复合材料而言,CDA/AC5的抗拉强度提高了80%,杨氏模量提高了93%。随着乙酰化反应时间的增加,复合材料的力学性能出现了下降。当乙酰化反应时间增加到20min时,CDA/AC20表现出最低的抗拉强度和杨氏模量。
这是因为增强纤维的形态、结晶度、改性程度等对复合材料的力学性能有很大的影响。因此,选择合适的乙酰化纤维素纤维是提高全醋酸纤维素复合材料强度的关键。天然纤维素I型晶体是纤维的主要成分,由复杂的分子间氢键和分子内氢键组成,具有优异的力学性能和增强效果。但是经过乙酰化等化学修饰后,纯纤维素纤维的增强效果会降低,因为纤维素I型晶体会转化为纤维素II型晶体和/或非晶态结构,具有较低的拉伸强度。对于全醋酸纤维素复合材料而言,力学增强的效果主要取决于增强纤维的结晶度以及全醋酸纤维素的母体与填料之间的界面相容性,而后者主要是由纤维素上乙酰基的数量决定的。因此,应优化乙酰化程度以保持这两种相反作用之间的平衡。AC5的最高结晶度(685%)使CDA/AC5具有最高的抗拉强度和杨氏模量;同时,AC5上适量的乙酰基也促进了其与CDA基质的相容性。与AC5相比,AC20拥有最多的乙酰基,使得纤维与CDA基质的相容性最佳,但AC20的纤维形态被完全破坏,使得AC20在乙酰化后对复合材料没有增强作用。
三、结论
本文首先通过对纤维素的乙酰化化学改性来制备表面具有乙酰基同时又保留晶体结构的纳米纤维素作为力学增强填料,然后与塑化的醋酸纤维素母体通过热混方式制备出全醋酸纤维素复合材料。力学性能测试表明,当乙酰化反应时间为5min时,纳米纤维素的乙酰化取代度为0.3左右,结晶度为68.5%,此时纳米纤维素将与醋酸纤维素母体的界面相容性和自身的结晶程度两种相反作用平衡得最好,因此制备得到的全纤维素复合材料具有最高的抗拉强度和杨氏模量,分别达到了36.9MPa和2.9GPa。这类全生物基复合材料有望在未来展示广阔的应用前景。
参考文献:
[1]Vercher J,Diaz A,Soriano M,et al,Assessment of color degradation of wood plastic composites in outdoor applications,Applied Mechanics and Materials,2019,4553:48-55.
[2]司丹鸽,葛正浩,韩啸宇,等.秸秆粉/聚乳酸生物降解木塑复合材料压制成型工艺及性能.塑料,2016,45(1):115-117.
[3]王敏,何春霞,劉丁宁,等.4种生物胶与麦秸秆制备复合材料性能比较.复合材料学报,2016,33(11):2625-2633.
[4]吴义强,卿彦,彭万喜,等.竹纤维增强可生物降解复合材料研究进展.高分子通报,2012,(1):71-75.
[5]冯彦洪,张叶青,何和智,等.植物纤维/生物降解塑料复合材料的纤维表面改性研究.中国塑料,2011,(10):50-54.
[6]刘好花,崔莉,叶正涛,等.二醋酸纤维素的增塑改性及熔融纺丝研究.合成纤维工业,2011,34(5):23-25.
[7]Tarus B K,Mwasiagi J I,Elmessiry M,Electrospun cellulose acetate and poly(vinyl chloride)nanofiber mats containing silver nanoparticles for antifungi packaging,SN Applied Science,2019,1(3):1-12.
[8]费婷,陈敏,童亿刚,等.醋纤滤嘴对卷烟主流烟气重要酚类的分段截留效应.烟草科技,2014,(1):56-60.
[9]孙国庆,马亚利,王璐,等.温度-荷载耦合作用下玻璃纤维增强复合材料-泡沫夹层结构I-II混合型界面断裂试验.南京工业大学学报(自然科学版),2019,41(2):179-186.
[10]Baek Y M,Shin P S,Park J M,etal,Interfacial and mechanical properties of carbon fiber reinforced polycarbonate(PC)film and PC fiber impregnated composites,Fibers and Polymers,2019,20(11):2400-2406.
[11]王丹,杨鹏飞,黄华斌,等.飞机结构强度试验中碳纤维增强树脂基复合材料无损检测技术.科学技术与工程,2018,18(18):313-322.
[12]何振强,薛平,戚晓芸.无机填料增强改性超高相对分子质量聚乙烯的研究.中国塑料,2012,26(11):50-55.
[13]顾潮,许多,吕丽华,等.基于棉秆的离子液体溶解及其全纤维素复合材料的制备与性能研究.上海纺织科技,2017,45(2):11-14.
基金项目:2017年嘉兴市科技计划(公益性应用技术研究计划)项目“基于秸秆废弃物的非織造复合材料关键工艺研究”(2017AY13006)
作者简介:陈峰(1985—),男,汉族,浙江嘉兴人,博士,讲师,研究方向:非织造工艺研究。
