棒材自动打捆机PLC控制系统
2020-10-09卜健
卜健
【摘 要】本文介绍了略阳钢铁有限责任公司轧钢厂棒材生产线棒材自动打捆机PLC控制系统硬件和软件配置,以及自动打捆机的自动化控制原理和控制功能,简要介绍使用过程中的常见故障处理
【关键词】自动打捆机;PLC;自动化控制
引言
棒材自动打捆机是现代化棒材生产线精整包装区不可缺少的关键设备,它集机械、电气、液压及自动化控制为一体。它将生产好的棒材进行打捆包装方便存储运输,极大提高了劳动生产率,降低了人工劳动强度,为棒材线稳产高产提供了有力保障。
我厂2016年3月采购了4台国产BDNA-800型棒材打捆机,于2016年4月投入使用。
本文结合厂家随机资料,以及对资料的学习消化和总结,对自动打捆机的自动化控制系统和控制、动作过程进行介绍,并根据一年多来的现场维护经验,对打捆机日常维护中出现的故障进行总结分析。
1.控制系统配置
1.1控制系统的硬件配置
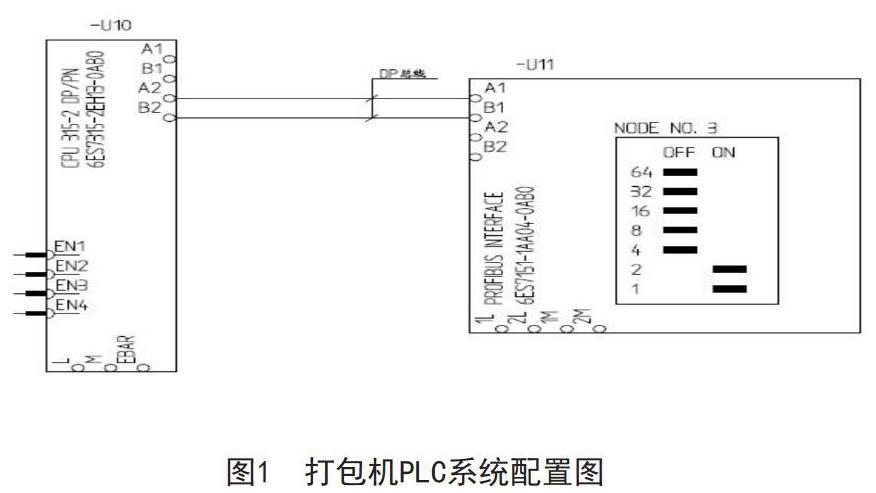
打捆机的控制系统采用德国西门子公司的S7-300系统。系统硬件由1套CPU315-2DP和1套ET200S组成,具体配置如图1所示。PLC主站CPU315-2DP通过DP网与从站进行数据通信和数据处理。高速计数器模块型号为6ES7138-4DA04-0AB0,共两个,接收来自打捆机上的S15送线脉冲编码器和S16扭结脉冲编码器的高速信号,数字量输入模块6ES7131-4BD01-0AA0和数字量输出模块6ES7132-4BD32-0AA0各8个用于接收6个接近开关信号和对电磁阀控制通过PLC程序快速准确地计算打捆机上各有关动作机构的位置。模拟量输入模块6ES7134-4GB01-0AB0用来进行油温检测。
1.2控制系统的软件配置
PLC软件采用西门子的Step7,版本为V5.5.
人机交互方面在控制面板上设置有油温报警,液位报警和送线故障报警灯,便于快速进行故障排除。
2.控制原理及功能
2.1打捆機主体
(1)S5接近开关确定升降体高位位置,S6开关确定升降体低位位置。升降体在液压缸驱动下沿机体垂直方向S5、S6确定的区间内上下移动,升降液压缸由Y11换向阀控制。初始化时升降体在高位S5得电。
(2)线道装置的打开闭合由Y20换向阀驱动液压缸完成。通过S1接近开关检测打开位置,S2接近开关检测闭合位置。初始化时线道装置打开Y20B得电,S1接近开关得电。
(3)送线机构动作由Y13,Y9电磁阀驱动送线液压马达完成送(抽)线。送(抽)线长度由S15编码器读数配合PLC程序确定。S4接近开关用来检测线道是否有线,初始化时S4接近开关失电。
(4)有无棒材由S3接近开关检测,初始化时无棒材S3接近开关得电。
(5)扭结、扭结复位由Y8换向阀控制扭结液压马达动作。扭结圈数由S16编码器读数配合配合PLC程序确定。初始化时扭结头处于复位状态,S16编码器读数为0.
2.2液压系统
液压系统作为打捆机的动力源,其工作的可靠性直接决定了打捆机动作是否稳定可靠。而液压系统中油温控制又是打捆机液压控制部分关键,本系统采用PT100铂热电阻温度变送器(S17)将测量值送入6ES7134-4GB01-0AB0模拟量输入模块。PLC程序中每60秒检测一次该测量值。液位由S9液位开关控制报警。
温度控制要求:油温T>65℃或T<10℃油温报警灯常亮并停泵;油温T>60℃或T<20℃油温报警灯开始间隔1秒闪烁。油温T<20℃加热器自动开启。油温T>30℃加热器自动关闭。油温T>40℃冷却器自动开启。油温T<35℃加热器自动关闭。液位低位时液位报警灯闪烁,底底位液位时报警灯常亮并停泵。
2.3打捆过程
设备处于初始化状态,棒材落入收集槽并在预设打捆位置停下。按下自动打捆按钮,自动打捆机将按照以下的工作循环。
(1)Y20A电磁阀得电线道装置闭合,S2接近开关得电,Y9A高速送线、Y13A低速送线电磁阀同时得电,送线机构开始送线,S15送线编码器开始计数,脉冲数≥2500时Y9A高速送线电磁阀失电停止,Y13A低速送线电磁阀继续工作捆线送至扭结盘底部,待捆线将上部导槽顶起S2接近开关失电即送线到位,同时Y13A低速喂线电磁阀失电停止工作,送线步骤完成。
(2)Y11A电磁阀得电打捆单元下降,S5接近开关失电打捆头下降靠近棒材捆。同时成捆器合拢抱紧棒材捆,压下指示器和棒材接触S3接近开关失电系统延时120毫秒打捆单元下降停止。线头加紧器Y5电磁阀工作,夹住线头。
(3)Y9B高速抽线、Y13B低速抽线电磁阀同时得电,送线机构开始抽线,捆线抽紧后S15送线编码器脉冲读数停止再无变化,线尾加紧器Y6电磁阀得电工作,夹住线尾。Y8A扭结装置电磁阀得电扭结液压马达驱动扭结装置开始扭结,捆线由扭结头的旋转动作切断。扭结编码器S16开始计数,脉冲数等于50时Y5,Y6电磁阀失电,夹头、夹尾松开。S16编码器脉冲数等于900时,扭结盘旋转900°完成扭结。
(4)扭结完成后Y11B电磁阀得电打捆单元开始上升,S3接近开关恢复得电,上升到打捆单元高位S5接近开关得电Y11B电磁阀失电打捆单元上升到高位,Y8B电磁阀得电扭结轮复位,Y20B电磁阀得电线道装置打开,S1接近开关得电设备初始化完成。准备进行下一个工作周期。
3.安全防护
该型打包机安全方面借鉴国内外同类设备以往的使用经验,采取了一系列措施保证设备和人生安全。远程操作台和主操作台均设置急停按钮,按下时所有其它操作都被禁止。远程操作台设置打捆机选择开关,选中打包机才可远程操作。主操作台还设有就地/远程转换开关。检修维护时拨入就地档防止远程端误启动打包机。机旁设置就地操作箱,方便维修时可用来调试打捆机。
4.结束语
自动打捆机自投入使用以来,也曾出现过许多故障,但基本符合当初技术协议要求。随着操作人员和维护技术人员的技术水平的提高,故障率逐步降低,处理故障时间也随之减少,为棒材生产线的稳产高产提供了重要保障。
参考文献
[1] MATIC S7 PLC原理及应用/龙志文主编.-北京:机械工业出版社,2007.8
[2]深入浅出西门子S7-300PLC/西门子(中国)自动化与驱动集团编.-北京:北京航空航天大学出版社,2004.8
